PROCEDIMIENTO DE AGRUPAMIENTO DE PRODUCTOS DE TIPO FRASCOS U OTROS.
Procedimiento de agrupamiento de productos de tipo frascos u otros de sección ovalada,
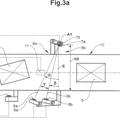
por ejemplo , para formar un lote con vistas a una gestión por medios apropiados, productos que llegan en línea, en una fila, transportados por un transportador (1) de suministro, procedimiento caracterizado porque consiste: - en recoger un determinado número de productos (2) en dicho transportador de suministro, por medio de un dispositivo (40) colector en forma de peine dispuesto transversalmente y que forma un ángulo a comprendido entre 60 y 120º con respecto al eje longitudinal de dicho transportador de suministro de dichos productos (2), - en depositarlos y soltarlos en un puesto (10) de gestión que está situado al lado de dicho transportador (1) de suministro, - en animar dicho colector (40) con un movimiento en bucle que se descompone en un movimiento transversal a veces combinado con un movimiento longitudinal hacia arriba de la fila de productos, - en activar el ciclo de recogida de dichos productos (2) en función de información que tiene en cuenta - la posición de dichos productos (2) en dicho transportador (1) de suministro con respecto a dicho colector (40) y - la velocidad de dicho transportador (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10150077.
B65G47/82TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Elementos de movimiento rotativo o alternativo que actúan directamente sobre los objetos o materiales, p. ej. empujadores, rastrillos, palas.
Clasificación PCT:
B65G47/08B65G 47/00 […] › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
B65G47/82B65G 47/00 […] › Elementos de movimiento rotativo o alternativo que actúan directamente sobre los objetos o materiales, p. ej. empujadores, rastrillos, palas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
Procedimiento de agrupamiento de productos de tipo frascos u otros Sector de la técnica La presente invención se refiere a un procedimiento de agrupamiento de productos con vistas a su puesta en cajas, por ejemplo; también se refiere a la instalación que permite su puesta en práctica. El agrupamiento de productos de tipo frascos, botellas u otros, puede realizarse de varias maneras según el tipo y la naturaleza de los productos y también según las cadencias deseadas. Estado de la técnica Una forma de agrupamiento se describe en el documento GB 2174667. Los productos llegan en línea en un transportador de suministro y se gestionan, sobre la marcha, por un dispositivo empujador que arrastra un lote de productos. Este dispositivo empujador se presenta en forma de una cremallera que está dispuesta longitudinalmente, al lado de la línea de productos. Esta cremallera está animada con un movimiento combinado en bucle: a la vez un movimiento longitudinal en el sentido de avance de los productos y un movimiento transversal, para depositar el lote de productos en fila, al lado del transportador de suministro donde vuelven a cogerse a continuación por otros medios. De una manera general, los productos llegan al nivel del dispositivo de gestión estando bien distribuidos, de manera regular, según el paso de los dientes de la cremallera. La correspondencia con el paso de los productos puede realizarse por medio de un cadenciador situado aguas arriba del transportador de suministro o sobre este último. Para productos de formas particulares, distintas de las formas cilíndricas, frascos de sección ovalada, por ejemplo, la orientación y la correspondencia con el paso precisa de estos productos se realizan por medio de un cadenciador que está constituido por un par de tornillos sin fin; estos tornillos sin fin intervienen aguas arriba del dispositivo de gestión de un lote, entre la máquina de preparación de los productos, cuyo ritmo es relativamente aleatorio, y el dispositivo de gestión que va a llevar dicho lote a la cabeza de manipulación para la puesta en cajas, por ejemplo. Este dispositivo de gestión no puede experimentar ningún desorden en cuanto a la distribución de los productos. El lote de productos debe establecerse perfectamente para gestionarse por el empujador u otro, antes de extraerse por la cabeza de manipulación que realiza la puesta en cajas, por ejemplo. Una instalación similar, en la que el dispositivo empujador es un peine dispuesto transversalmente con respecto al eje longitudinal del transportador de suministro de los productos, se describe en el documento EP 1 052 200 A1. Este documento describe una instalación según el preámbulo de la reivindicación 8. Cuando la instalación es de tipo flexible, es decir susceptible de tratar varios tipos de productos, deben preverse herramientas para cada tipo de producto, tanto a nivel del dispositivo de gestión como a nivel del cadenciador. Los dispositivos de gestión de tipo empujadores, u otros, están generalmente constituidos por una única lámina o banda realizada de material termoplástico en la que se cortan dientes de calado o alveolos; son relativamente sencillos de cambiar y poco costosos. En cambio, este problema de cambio es diferente para los cadenciadores de tornillo que son herramientas muy costosas, relativamente pesadas y bastante complicadas de cambiar. Teniendo en cuenta el peso de estos tornillos, su cambio también es una operación que puede necesitar material de mantenimiento y su almacenamiento requiere disposiciones de tipo almacén, que son relativamente voluminosas. Además, este tipo de instalación que comprende, por un lado, un cadenciador y, por otro lado, un dispositivo de gestión del lote, es particularmente voluminoso en cuanto a su longitud, y puede, en determinados casos, ser inadecuado debido a limitaciones asociadas con la implantación, concretamente cuando el espacio es insuficiente en los locales existentes. Objeto de la invención La invención propone un procedimiento de agrupamiento de productos tal como, por ejemplo, productos de tipo frascos u otros de sección ovalada, procedimiento que permite disponer de una instalación compacta, relativamente sencilla y sobre todo dotada de grandes capacidades en cuanto a la polivalencia y flexibilidad. 2 Este procedimiento y la instalación para su puesta en práctica también permiten considerar el uso de herramientas de gran sencillez, fáciles de cambiar y sobre todo de un coste extremadamente modesto, lo que permite realizar herramientas adecuadamente adaptadas a cada tipo de productos, frascos u otros. Además este procedimiento permite acortar la longitud del circuito que siguen los productos y por tanto reducir los riesgos de alteración de estos últimos por rozamientos, concretamente, sobre guías y otros. La instalación se dispone directamente en la salida de la unidad de preparación de los productos, tras la llenadora y/o la etiquetadora, por ejemplo. También puede presentarse como un verdadero accesorio y usarse sólo para trabajos específicos, para determinados tipos de productos, frascos u otros; pudiendo estar el resto del tiempo desactivada, derivada. El procedimiento permite una gran flexibilidad de uso; los productos, frascos u otros también pueden agruparse en un único lote o en varios según las necesidades. La invención permite concretamente, para los frascos de sección ovalada, realizar un agrupamiento de varios lotes antes de su puesta en cajas, para facilitar dicha puesta en cajas que puede realizarse con ayuda de un robot u otro. El procedimiento de agrupamiento según la invención permite formar cada lote de productos a partir de productos, frascos u otros que llegan separados y en línea, en una fila, transportados por un transportador de suministro, procedimiento que consiste: - en recoger un determinado número de productos en dicho transportador de suministro, por medio de un dispositivo de recogida en forma de peine, denominado colector, que forma un ángulo comprendido entre 60 y 120º con el eje longitudinal de avance de dichos productos, - en depositar dichos productos y en soltarlos en un puesto de gestión que está situado al lado de dicho transportador de suministro, - en animar dicho colector con un movimiento en bucle que se descompone en un movimiento transversal, a veces combinado con un movimiento longitudinal hacia arriba de la fila de productos, es decir un movimiento inverso al de dicho transportador de suministro de estos productos, - en activar la recogida de los productos en función de información que tiene en cuenta: - la posición de dichos productos en dicho transportador de suministro con respecto a dicho colector y, - la velocidad de dicho transportador de suministro. Todavía según la invención, el procedimiento de agrupamiento de productos consiste: - en detectar la llegada de un producto aguas arriba del colector, - en esperarlo eventualmente y, como mínimo, marcar un tiempo de parada en el momento en el que dicho producto detectado llega a su posición y se cala en el alveolo asignado de dicho colector, y luego en iniciar la combinación de los movimientos transversal y longitudinal para preparar la siguiente recogida. Según otra disposición de la invención, el procedimiento consiste en recoger los productos unos después de otros en puntos diferentes en el transportador de suministro, puntos que están desplazados hacia arriba de la línea con un mismo intervalo entre dos puntos consecutivos. Todavía según la invención, el procedimiento consiste, cuando el colector está completamente lleno, - en desplazarlo transversalmente con sus productos recogidos para llevarlos al puesto de depósito, contra una guía o en una estructura de recepción también en forma de peine, por ejemplo, y luego en desplazar dicho colector, paralela y transversalmente al transportador de suministro de los productos para, en primer lugar, adelantar a la fila de los productos que van a recogerse y, a continuación, volver a llevar dicho colector al nivel del primer punto de recogida. Según otra disposición de la invención, el procedimiento consiste en depositar los productos recogidos, por el colector, a un único lado del transportador de suministro, aguas arriba del último punto de recogida de dichos productos. Según una variante de realización de la invención, el procedimiento consiste en depositar los productos recogidos por el colector, alternativamente a un lado y después al otro lado del transportador de suministro. Todavía según la invención, el procedimiento consiste en depositar varias filas de productos, de manera adyacente, con un desplazamiento transversal, antes de realizar su reagrupamiento y su evacuación de manera global, mediante medios apropiados de tipo robot u otro, con vistas a su puesta en cajas, por ejemplo. La invención también se refiere a la instalación que permite... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de agrupamiento de productos de tipo frascos u otros de sección ovalada, por ejemplo , para formar un lote con vistas a una gestión por medios apropiados, productos que llegan en línea, en una fila, transportados por un transportador (1) de suministro, procedimiento caracterizado porque consiste: - en recoger un determinado número de productos (2) en dicho transportador de suministro, por medio de un dispositivo (40) colector en forma de peine dispuesto transversalmente y que forma un ángulo a comprendido entre 60 y 120º con respecto al eje longitudinal de dicho transportador de suministro de dichos productos (2), - en depositarlos y soltarlos en un puesto (10) de gestión que está situado al lado de dicho transportador (1) de suministro, - en animar dicho colector (40) con un movimiento en bucle que se descompone en un movimiento transversal a veces combinado con un movimiento longitudinal hacia arriba de la fila de productos, - en activar el ciclo de recogida de dichos productos (2) en función de información que tiene en cuenta - la posición de dichos productos (2) en dicho transportador (1) de suministro con respecto a dicho colector (40) y - la velocidad de dicho transportador (1). 2. Procedimiento de agrupamiento de productos según la reivindicación 1, caracterizado porque consiste, para el colector (40), después de haber detectado la llegada de un producto (2) que va a recogerse: - en marcar un tiempo de parada en el momento en el que el primer producto (2) alcanza su posición y se cala en el alveolo asignado de dicho colector (40), y luego - en iniciar la combinación de los movimientos transversal y longitudinal para preparar la siguiente recogida, - en parar el movimiento transversal de dicho colector (40) y su movimiento longitudinal en el momento del impacto. 3. Procedimiento de agrupamiento de productos según la reivindicación 2, caracterizado porque consiste en recoger los productos (2) unos tras otros en puntos diferentes en el transportador (1) de suministro, puntos que están desplazados hacia arriba de la línea de dichos productos con un mismo intervalo entre dos puntos consecutivos. 4. Procedimiento de agrupamiento de productos según la reivindicación 3, caracterizado porque consiste, cuando el colector (40) está completamente lleno, - en desplazar transversalmente dicho colector (40) con sus productos (2) recogidos para llevar estos últimos al puesto (10) de depósito, contra un guía o en una estructura de recepción también en forma de peine, y luego - en desplazar dicho colector (40), paralelamente al transportador (1) de suministro de dichos productos (2), en primer lugar para adelantar a la fila y al primer producto que va a recogerse y, a continuación, en segundo lugar, longitudinal y transversalmente para volver a llevar dicho colector (40) al nivel del primer punto de recogida. 5. Procedimiento de agrupamiento de productos según la reivindicación 4, caracterizado porque consiste en depositar los productos (2) recogidos por el colector (40), a un único lado del transportador (1) de suministro, aguas arriba del nivel del último punto de recogida de dichos productos (2). 6. Procedimiento de agrupamiento de productos según la reivindicación 4, caracterizado porque consiste en depositar los productos (2) recogidos por el colector (40), alternativamente en la orilla derecha y en la orilla izquierda del transportador (1) de suministro. 7. Procedimiento de agrupamiento de productos según la reivindicación 1, caracterizado porque consiste en depositar diversas filas de productos (2), de manera adyacente, con un desplazamiento transversal, antes de efectuar su reagrupamiento y su evacuación de manera global, por medios apropiados de tipo robot (45) u otro, con vistas a su puesta en cajas, por ejemplo . 8. Instalación para la puesta en práctica del procedimiento de agrupamiento de productos de tipo frascos u otros, que comprende : - al menos una mesa (3) que actúa como base, dispuesta al nivel y al lado del transportador (1) de suministro de los productos (2) que van a recogerse, para recibir dichos productos recogidos, - un colector (40) en forma de peine, dispuesto transversalmente con respecto al sentido de avance de dichos productos (2), que puede moverse por encima de dicha mesa (3), - una estructura apropiada para soportar y desplazar longitudinal y transversalmente dicho colector (40) con respecto a y por encima de dicho transportador (1) de suministro y de la mesa (3), caracterizada porque el colector forma un ángulo a comprendido entre 60 y 120º con respecto al eje longitudinal de dicho transportador de suministro de dichos productos (2), y porque la instalación comprende medios para detectar la presencia de un producto (2) que va a recogerse en dicho transportador (1) de suministro, medios que se disponen aguas arriba de dicho colector (40) y que se desplazan longitudinalmente con este último. 9. Instalación según la reivindicación 8, caracterizada porque la mesa (3) de recepción de los productos (21 a 26) recogidos está constituida por dos paneles (31, 32) que se extienden a ambos lados del transportador (1) de suministro para permitir soltar dichos productos (21 a 26) recogidos a los dos lados de dicho transportador (1). 10. Instalación según la reivindicación 8, caracterizada porque el colector comprende alveolos (42) cuya forma corresponde estrictamente a la de los productos (2) que van a recogerse de manera que se limita, en caso de cadencias elevadas, los riesgos de rebote del producto recogido en dicho colector cuando dicho producto se coloca en su alveolo, alveolos que se extienden según un eje que forma un ángulo comprendido entre 60 y 120º con respecto a la orientación de la línea de entrada de dichos alveolos. 11. Instalación según la reivindicación 10, caracterizada porque el colector comprende alveolos cuya profundidad longitudinal permite recibir diversos productos (2) que se prestan a un reagrupamiento longitudinal. 12. Instalación según la reivindicación 8, caracterizada porque comprende al menos un robot (45) de gestión de los productos (2), frascos u otros dispuestos en forma de espiga, robot que comprende una cabeza dispuesta para tomar diversas líneas de productos (2), frascos u otros, y para ponerlos en cajas en un transportador (43) apropiado dispuesto cerca de la mesa (3) de recepción. 13. Instalación según la reivindicación 8, caracterizada porque comprende una mesa (3) de recepción de los productos (2), frascos u otros, que está constituida por un transportador (46) de cinta sin fin, transportador (46) que se controla para acompañar al colector en su movimiento y gestionar dichos productos (2) para garantizar una especie de acumulación. 14. Instalación según la reivindicación 13, caracterizada porque, para el caso en el que se ponen los lotes de productos (2) en una caja (44) de tipo wrap around, dicha instalación comprende un dispositivo de tipo empujador (50) que está dispuesto transversalmente, empujador (50) que transfiere el lote de productos (2) al sistema transportador (43) de puesta en cajas. 11 12 13 14 16
Patentes similares o relacionadas:
Dispositivo orientador, del 28 de Abril de 2020, de SANCHEZ PAREDES, Hugo Marino: 1. Dispositivo orientador, para colocar en vertical un objeto con una muesca o abertura (6'), caracterizado porque comprende un soporte :
configurado para colocarse […]
Método y dispositivo para agrupar piezas en bruto de productos, del 4 de Diciembre de 2019, de Texa AG: Método para agrupar productos alargados configurados como latas, tubos o cartuchos, preferiblemente, vacíos, en donde los productos se suministran con una instalación […]
Dispositivo de relevo, del 13 de Noviembre de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de relevo que comprenda:
una primera sección de transporte que transporta una pluralidad de objetos a transportar, continuamente […]
Disco de soporte y sistema transportador, del 5 de Noviembre de 2019, de FLEXLINK COMPONENTS AB: Disco de soporte para un sistema transportador, que comprende un cuerpo inferior no circular que tiene una sección frontal que comprende una forma […]
Procedimiento y dispositivo para la detección y la separación de artículos, del 31 de Octubre de 2019, de FERAG AG: Procedimiento para la deteccion y la separacion dirigida de articulos individuales que se transportan unos detras de otros sobre un elemento […]
Dispositivo y procedimiento para transferir recipientes a una máquina procesadora, del 1 de Noviembre de 2017, de Groninger GmbH&Co. KG: Sistema con una máquina procesadora para el tratamiento cíclico de un grupo de recipientes , y un dispositivo para transferir recipientes a […]
Dispositivo y procedimiento para descargar porciones de embutido, del 3 de Mayo de 2017, de ALBERT HANDTMANN MASCHINENFABRIK GMBH & CO. KG: Dispositivo para descargar porciones de embutido con
un primer equipo de transporte para transportar las porciones de embutido en […]
Dispositivo de identificación y acumulación de artículos, del 2 de Noviembre de 2016, de Lusia Soluzioni Meccaniche S.r.l: Un dispositivo de identificación y acumulación de artículos (A) provistos de un código de identificación, que comprende:
un bastidor ;
[…]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y dispositivo para la detección y la separación de artículos, del 31 de Octubre de 2019, de FERAG AG: Procedimiento para la deteccion y la separacion dirigida de articulos individuales que se transportan unos detras de otros sobre un elemento […]
Procedimiento y dispositivo para la detección y la separación de artículos, del 31 de Octubre de 2019, de FERAG AG: Procedimiento para la deteccion y la separacion dirigida de articulos individuales que se transportan unos detras de otros sobre un elemento […]