TUBO DE PLASTICO DE PAREDES DELGADAS CON ETIQUETA.
Tubo (1) de plástico flexible de paredes delgadas que tiene una dirección axial (a) y una dirección radial (r),
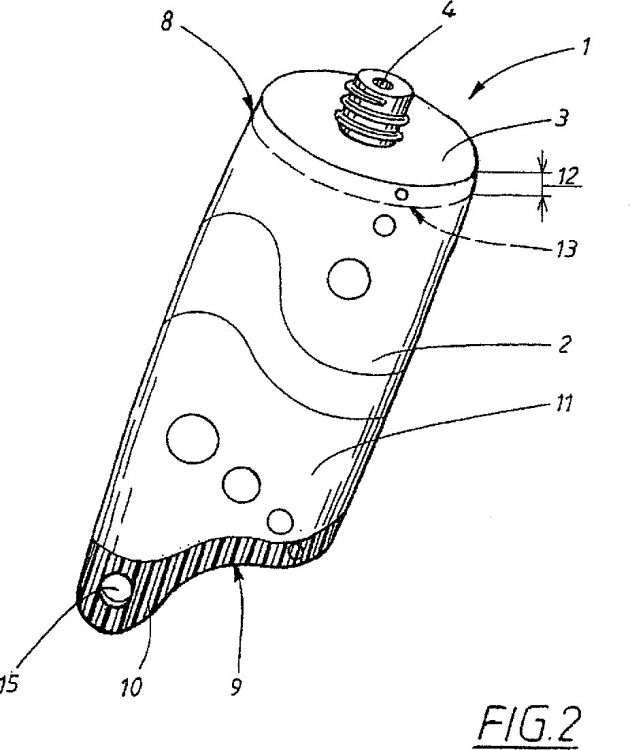
estando fabricado el tubo (1) de plástico por moldeo por inyección y comprendiendo un cuerpo (2) de tubo con un cuello de tubo con una abertura (4) de vaciado en un primer extremo (8) y un cierre (10) extremo sellable en un segundo extremo (9), teniendo el cuerpo (2) de tubo un espesor de pared de 0,3-1,2 mm, en el que dicho tubo (10) es adecuado para permitir que un contenido del tubo, p. ej., queso blando o pasta de dientes, sea extraído a través de la abertura (4) de vaciado al apretarlo cuando el cierre (10) ha sido sellado, en el que el tubo (1) de plástico comprende una etiqueta (11) aplicada simultáneamente con el moldeo por inyección, caracterizado por que la etiqueta (11) comprende una película de plástico con una resistencia a tracción en la dirección axial (a) del tubo (1) que es de al menos 100 N/mm2, preferiblemente de al menos 150 N/mm2 y más preferiblemente de al menos 210 N/mm2, medida según DIN ISO 527-1/-3, un alargamiento a rotura que es como máximo del 70%, preferiblemente como máximo del 50% y más preferiblemente como máximo del 25%, medido según DIN ISO 527-1/-3, y un espesor como máximo de 90 µm y preferiblemente como máximo de 75 µm,
en el que la película de plástico tiene una resistencia a tracción considerablemente superior y un límite elástico inferior en una dirección de orientación que en una dirección en ángulos rectos con respecto a la dirección de orientación, y en el que la película de plástico está orientada de modo que la dirección de orientación coincide con la dirección axial (a) del tubo (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/000983.
Solicitante: TECTUBES SWEDEN AB.
Nacionalidad solicitante: Suecia.
Dirección: BOX 103,544 22 HJO.
Inventor/es: JONSSON, SVEN-AKE.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B65D35/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › Estructura del cuerpo.
Clasificación PCT:
- B29C45/14 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B65D35/02 B65D 35/00 […] › Estructura del cuerpo.
Clasificación antigua:
Fragmento de la descripción:
Tubo de plástico de paredes delgadas con etiqueta.
Campo técnico
La invención se refiere a un tubo de plástico de paredes delgadas que tiene una dirección axial y una dirección radial, estando fabricado el tubo de plástico por moldeo por inyección y comprendiendo un cuerpo de tubo con un cuello de tubo y una abertura de vaciado en un primer extremo y un cierre extremo en un segundo extremo, teniendo el cuerpo de tubo un espesor de pared de 0,2-1,5 mm.
Antecedentes
Los tubos hechos de plástico delgado y flexible se usan en varias aplicaciones de envasado diferentes, tales como el envasado de artículos higiénicos, cosméticos y alimentos. En consecuencia, el contenido de dichos tubos puede ser, por ejemplo, queso blando, caviar, gel fijador del cabello, pasta de dientes, champú, loción o jabón líquido.
El tubo debería tener un aspecto elegante para resultar atractivo visualmente en el estante de un establecimiento. Además, en artículos higiénicos y cosméticos, es importante que el tubo sea atractivo y decorativo, por ejemplo, en el estante de un cuarto de baño. También es importante que el exterior del tubo sea de una naturaleza tal que la información del producto sea transmitida de forma clara y fácilmente inteligible al comprador o usuario del producto envasado. Por estas razones, los tubos están dotados normalmente de una impresión directa o una etiqueta sobre la cual se puede imprimir el diseño y texto deseados.
Una manera de aplicar etiquetas en recipientes se lleva a cabo mediante lo que se conoce como "etiquetado en molde", IML, por sus siglas en inglés, es decir, fundir una etiqueta al mismo tiempo que el recipiente se forma por inyección en un molde. EL IML permite obtener varias ventajas relacionadas con el aspecto del recipiente acabado y durante la fabricación del recipiente. Por ejemplo, es posible producir una superficie de etiqueta brillante o mate que puede tener el efecto de otorgar al recipiente un aspecto elegante. También es posible reducir considerablemente los tiempos de cambio al cambiar una etiqueta, de modo que es posible fabricar series de producto más cortas a un coste razonable y es posible reducir los tiempos de suministro al cliente.
En consecuencia, la aplicación de etiquetas en diferentes tipos de recipientes moldeados por inyección usando la técnica de IML es cada vez más habitual, ver, por ejemplo, US 2002/0139707 A1. No obstante, se ha comprobado que resulta difícil obtener un buen resultado con el IML en la fabricación de tubos de paredes delgadas moldeados por inyección, ya que estos requieren fuerzas de compresión muy grandes y velocidades de inyección que resultan en un elevado índice de roturas y otros daños en las etiquetas. Para evitar un efecto negativo en la flexibilidad del tubo, el material usado en las etiquetas debe ser además muy delgado, lo que aumenta adicionalmente el riesgo de que la etiqueta se rompa durante la fabricación del tubo. El reducido espesor de la pared de los tubos también supone que la transferencia de calor del plástico fundido a la etiqueta es baja, lo que significa que la etiqueta debe ser delgada para ser capaz de fundirse en el tubo durante el proceso de fabricación.
Debido a que la técnica de IML permite obtener numerosas ventajas, tales como una mejor maleabilidad de la etiqueta alrededor de los bordes e irregularidades de un recipiente y una mayor posibilidad de conseguir una cobertura total del recipiente, es deseable que también sea posible usar el IML en tubos de paredes delgadas.
Descripción de la invención
Mediante la presente invención se ha producido un tubo de plástico de paredes delgadas del tipo al que se hace referencia en la introducción. Un tubo de plástico según la reivindicación 1 comprende una etiqueta aplicada simultáneamente con el moldeo por inyección, comprendiendo la etiqueta una película de plástico con una resistencia a tracción en la dirección axial del tubo que es de al menos 100 N/mm2, preferiblemente de al menos 150 N/mm2 y más preferiblemente de al menos 210 N/mm2, medida según DIN ISO 527-1/-3, un alargamiento a rotura que es como máximo del 70%, preferiblemente como máximo del 50% y más preferiblemente como máximo del 25%, medido según DIN ISO 527-1/-3, y un espesor como máximo de 90 µm y preferiblemente como máximo de 75 µm.
Asegurando que el material de la etiqueta tiene una gran resistencia a tracción en la dirección axial del tubo, es decir, en la dirección longitudinal del tubo, se ha comprobado que también es posible etiquetar tubos de plástico de paredes delgadas usando la técnica de IML con muy buenos resultados y pocos desperdicios. Tal como se ha mencionado anteriormente, el moldeo por inyección de tubos de plástico de paredes delgadas requiere que el plástico fundido sea presionado en el interior del molde a una velocidad muy alta, lo que resulta en grandes tensiones sobre el material de la etiqueta, que es retenida electrostáticamente o por vacío en el interior del molde durante la etapa de inyección. Estas tensiones son mayores en la dirección axial, mientras que la etiqueta se ve menos afectada en la dirección radial, es decir, en la dirección circunferencial del cuerpo del tubo.
Además, es esencial que los tubos de plástico sean delgados y flexibles, de modo que sea fácil apretarlos para extraer su contenido y alcanzar un alto grado de vaciado del tubo. Por esta razón, es importante que el material de la etiqueta contribuya en la menor medida de lo posible al espesor de la pared del tubo. En consecuencia, es deseable que el material de la etiqueta sea muy delgado, lo cual, por supuesto, limita adicionalmente la elección de materiales que se pueden emplear.
Convenientemente, un tubo de plástico de paredes delgadas según la invención tiene una etiqueta que comprende una película de plástico con una resistencia a tracción en la dirección radial del tubo de al menos 50 N/mm2, preferiblemente de al menos 80 N/mm2 y más preferiblemente de al menos 120 N/mm2, y un alargamiento a rotura como máximo del 250%, preferiblemente como máximo del 200% y más preferiblemente como máximo del 110%.
Según una realización de la invención, la etiqueta se extiende alrededor de la totalidad del cuerpo de tubo en la dirección radial. Usando la técnica de IML y seleccionando un material de la etiqueta con la resistencia a tracción y extensibilidad adecuadas, es posible aplicar una etiqueta que rodea totalmente el tubo en la dirección radial sin dejar un espacio entre los bordes de la etiqueta o con los bordes de la etiqueta solapados entre sí. Por lo tanto, es posible producir un diseño continuo o un texto ininterrumpido que discurre radialmente alrededor del cuerpo del tubo, sin una junta visible entre los bordes de la etiqueta.
Además, puede ser adecuado que la etiqueta cubra la totalidad del cuerpo del tubo en la dirección axial, es decir, desde el borde del cuello hasta el cierre del extremo. Esto se debe a que es deseable, por numerosos motivos de envasado, que el contenido del tubo no sea visible a través de la pared del tubo. De este modo, la etiqueta puede ser usada para cubrir la totalidad del cuerpo del tubo, algo que no ha sido posible obtener con la técnica de etiquetado usada previamente para tubos de plástico de paredes delgadas. En consecuencia, la invención también hace posible ocultar el contenido de los tubos hechos de plástico transparente.
El único método que podía usarse hasta la actualidad para etiquetar tubos de plástico de paredes delgadas implicaba adherir las etiquetas después del moldeo de los tubos finalizados. Por supuesto, esto supone dificultades en forma de problemas de sincronización. Además, los materiales de etiqueta adecuados para una aplicación posterior no son soldables, lo que significa que es necesario asegurar que estos no se extienden en el cierre extremo del tubo, que normalmente consiste en una soldadura térmica. Además, los materiales de etiqueta son relativamente rígidos, lo que hace necesario que la etiqueta finalice un poco por debajo del borde entre el cuerpo del tubo y el cuello del tubo. De otro modo, una etiqueta de tubo convencional aplicada posteriormente que se extiende demasiado cerca de la transición entre el cuerpo del tubo y el cuello del tubo sobresaldrá desde la pared del tubo o formará un borde arrugado. Por supuesto, este fenómeno debería evitarse, ya que le da al tubo un aspecto poco atractivo.
No obstante, según la invención, es posible que la etiqueta se extienda en la dirección axial del tubo hasta...
Reivindicaciones:
1. Tubo (1) de plástico flexible de paredes delgadas que tiene una dirección axial (a) y una dirección radial (r), estando fabricado el tubo (1) de plástico por moldeo por inyección y comprendiendo un cuerpo (2) de tubo con un cuello de tubo con una abertura (4) de vaciado en un primer extremo (8) y un cierre (10) extremo sellable en un segundo extremo (9), teniendo el cuerpo (2) de tubo un espesor de pared de 0,3-1,2 mm, en el que dicho tubo (10) es adecuado para permitir que un contenido del tubo, p. ej., queso blando o pasta de dientes, sea extraído a través de la abertura (4) de vaciado al apretarlo cuando el cierre (10) ha sido sellado, en el que el tubo (1) de plástico comprende una etiqueta (11) aplicada simultáneamente con el moldeo por inyección, caracterizado por que la etiqueta (11) comprende una película de plástico con una resistencia a tracción en la dirección axial (a) del tubo (1) que es de al menos 100 N/mm2, preferiblemente de al menos 150 N/mm2 y más preferiblemente de al menos 210 N/mm2, medida según DIN ISO 527-1/-3, un alargamiento a rotura que es como máximo del 70%, preferiblemente como máximo del 50% y más preferiblemente como máximo del 25%, medido según DIN ISO 527-1/-3, y un espesor como máximo de 90 µm y preferiblemente como máximo de 75 µm,
en el que la película de plástico tiene una resistencia a tracción considerablemente superior y un límite elástico inferior en una dirección de orientación que en una dirección en ángulos rectos con respecto a la dirección de orientación, y en el que la película de plástico está orientada de modo que la dirección de orientación coincide con la dirección axial (a) del tubo (1).
2. Tubo (1) de plástico flexible de paredes delgadas según la reivindicación 1, en el que la película de plástico tiene una resistencia a tracción en la dirección radial (r) del tubo (1) de al menos 50 N/mm2, preferiblemente de al menos 80 N/mm2 y más preferiblemente de al menos 120 N/mm2, y un alargamiento a rotura como máximo del 250%, preferiblemente como máximo del 200% y más preferiblemente como máximo del 110%.
3. Tubo (1) de plástico flexible de paredes delgadas según la reivindicación 1 ó 2, en el que la etiqueta (11) se extiende alrededor de la totalidad del cuerpo (2) de tubo en la dirección radial (r).
4. Tubo de plástico flexible de paredes delgadas según la reivindicación 1, 2 ó 3, en el que la etiqueta (11) se extiende por la totalidad de la longitud del cuerpo (2) de tubo, desde el borde (13) del cuello hasta el cierre (10) extremo.
5. Tubo (1) de plástico flexible de paredes delgadas según cualquiera de las reivindicaciones 1-4, en el que la etiqueta (11) se extiende en la dirección longitudinal en el cierre (10) extremo en el cuerpo (2) de tubo.
6. Tubo (1) de plástico flexible de paredes delgadas según cualquiera de las reivindicaciones anteriores, en el que la etiqueta (11) se extiende en la dirección longitudinal sobre el borde (13) entre el cuerpo (2) de tubo y el cuello (3) de tubo.
7. Tubo (1) de plástico flexible de paredes delgadas según cualquiera de las reivindicaciones anteriores, en el que el cierre (10) extremo del cuerpo (2) de tubo tiene una forma curvada no lineal.
8. Tubo (1) de plástico flexible de paredes delgadas según cualquiera de las reivindicaciones anteriores, en el que la película de plástico tiene una densidad entre 0,4 y 1,2 g/cm3 y preferiblemente entre 0,5 y 1,0 g/cm3.
9. Tubo (1) de plástico flexible de paredes delgadas según cualquiera de las reivindicaciones anteriores, en el que la película de plástico es una película multicapa que comprende al menos una capa de polipropileno orientado.
10. Método para fabricar un tubo (1) de plástico flexible de paredes delgadas según la reivindicación 1, comprendiendo dicho método las etapas de:
- inyectar plásticos fundidos en un molde para formar el tubo (1) por moldeo por inyección, y
- aplicar una etiqueta (11) en el tubo (1), en el que la etapa de aplicar una etiqueta (11) en el tubo (1) se lleva a cabo simultáneamente con el moldeo por inyección reteniendo la etiqueta (11) en el molde durante la etapa de inyección, caracterizado por que la etiqueta (11) comprende una película de plástico con una resistencia a tracción en una dirección axial (a) del tubo (1) que es de al menos 100 N/mm2, preferiblemente de al menos 150 N/mm2 y más preferiblemente de al menos 210 N/mm2, medida según DIN ISO 527-1/-3, un alargamiento a rotura que es como máximo del 70%, preferiblemente como máximo del 50% y más preferiblemente como máximo del 25%, medido según DIN ISO 527-1/-3, y un espesor como máximo de 90 µm y preferiblemente como máximo de 75 µm,
en el que la etiqueta (11) tiene una resistencia a tracción considerablemente superior y un límite elástico inferior en una dirección de orientación que en una dirección en ángulos rectos con respecto a la dirección de orientación, y
en el que el método comprende además la etapa de
- orientar la etiqueta (11) de modo que la dirección de orientación coincide con la dirección axial (a) del tubo (1).
11. Método según la reivindicación 10, en el que la película de plástico tiene una resistencia a tracción en una dirección radial (r) del tubo (1) de al menos 50 N/mm2, preferiblemente de al menos 80 N/mm2 y más preferiblemente de al menos 120 N/mm2, y un alargamiento a rotura como máximo del 250%, preferiblemente como máximo del 200% y más preferiblemente como máximo del 110%.
Patentes similares o relacionadas:
Recipiente de compresión, del 8 de Enero de 2020, de SENJU PHARMACEUTICAL CO., LTD.: Un recipiente de compresión que comprende: una porción de cuello cilíndrico abierto ; una porción de resalte que se extiende sustancialmente horizontalmente […]
Envase reutilizable y recargable de plástico para sustancias cremosas, del 30 de Diciembre de 2019, de VIVO SÁNCHEZ, Miguel Angel: 1. Envase reutilizable y recargable de plástico para sustancias cremosas, está caracterizado por tener en su zona superior una abertura cuya amplitud […]
 Procedimiento para fabricar un cuerpo de recipiente de un tubo y cuerpo de recipiente fabricado por dicho procedimiento, del 30 de Octubre de 2019, de HOFFMANN NEOPAC AG: Un procedimiento para fabricar un cuerpo de recipiente de un tubo, que comprende las siguientes etapas:
- imprimir un material laminar en una […]
Procedimiento para fabricar un cuerpo de recipiente de un tubo y cuerpo de recipiente fabricado por dicho procedimiento, del 30 de Octubre de 2019, de HOFFMANN NEOPAC AG: Un procedimiento para fabricar un cuerpo de recipiente de un tubo, que comprende las siguientes etapas:
- imprimir un material laminar en una […]
Estructura multicapa flexible para tubos, del 8 de Noviembre de 2017, de AISAPACK HOLDING SA: Tubo flexible para envase formado por una disposición estratificada que comprende al menos una primera capa y una segunda capa , caracterizado por […]
Cuerpo tubular de embalaje soldado de extremo a extremo, del 9 de Agosto de 2017, de AISAPACK HOLDING SA: Cuerpo tubular de embalaje formado a partir de una película de un espesor e, cuyas extremidades están soldadas de extremo a extremo y recubiertas por un elemento de […]
Dispositivo y procedimiento de optimización de consumo y dispensación del contenido en envases de tubos flexibles, del 17 de Octubre de 2016, de LEIRA MARTÍNEZ, José Antonio: Dispositivo y procedimiento de optimización de consumo y dispensación del contenido en envases de tubos flexibles que partiendo de un envase tubular convencional […]
 Unidad pequeña de suministro de líquidos, del 27 de Enero de 2016, de 3M INNOVATIVE PROPERTIES COMPANY: Un recipiente para su uso con un dispositivo pulverizador de líquido alimentado por gravedad que tiene un orificio de entrada de […]
Unidad pequeña de suministro de líquidos, del 27 de Enero de 2016, de 3M INNOVATIVE PROPERTIES COMPANY: Un recipiente para su uso con un dispositivo pulverizador de líquido alimentado por gravedad que tiene un orificio de entrada de […]
 Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas, del 19 de Febrero de 2014, de HOFFMANN NEOPAC AG: Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dossuperficies se componen de material termoplástico […]
Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas, del 19 de Febrero de 2014, de HOFFMANN NEOPAC AG: Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dossuperficies se componen de material termoplástico […]