DISPOSITIVO Y PROCEDIMIENTO DE TERMOFORMADO DE RECIPIENTES DECORADOS PARA COLOCAR ETIQUETAS DE FONDO EN RECIPIENTES TERMOFORMADOS.
Procedimiento de fabricación de recipientes (R) por termoformado y de colocación,
en estos recipientes, de motivos decorativos que comprenden etiquetas de fondo (32A, 132A, 232A), en el que se proporciona al menos un primer bloque de molde (20A, 120A, 220A) que comprende al menos una cámara de termoformado (24, 124, 224) que tiene un borde abierto (24B, 124B) y un fondo (24C, 124C), y se termoforma un recipiente (R) en esta cámara mientras que dicho bloque de molde está en posición de trabajo (T, T1), en el que para colocar una etiqueta de fondo (32A, 132A, 232A) en un recipiente (R), se hace pivotar al bloque de molde (20A, 120A, 220A) alrededor de un eje de basculamiento (A) para colocar a dicho bloque en una primera posición basculada (B1), se introduce la etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) a través del borde abierto (24B, 124B) de esta cámara, hasta llevar a dicha etiqueta de fondo (32A, 132A, 232A) contra el fondo (24C, 124C) de la cámara (24, 124, 224) mientras que el bloque de molde (20A, 120A, 220A) está en dicha primera posición basculada (B1), y a continuación se hace pivotar al bloque de molde alrededor del eje de basculamiento hasta llevar a este bloque a la posición de trabajo (T) y se termoforma un recipiente (R) en la cámara (24, 124, 224), caracterizado por que se lleva a una cinta de etiquetas (32, 132) frente al borde abierto (24B, 124B) de la cámara de termoformado (24, 124), en un plano (PB) prácticamente paralelo al fondo (24C, 124C) de dicha cámara, se recorta una etiqueta de fondo (32A, 132A) en dicha cinta (32, 132) y se introduce la etiqueta de fondo recortada en la cámara de termoformado (24, 124)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/050101.
Solicitante: ERCA FORMSEAL.
Nacionalidad solicitante: Francia.
Dirección: Z.I. DE COURTABOEUF 91940 LES ULIS FRANCIA.
Inventor/es: SCHWAB, DOMINIQUE, GANDON,BERNARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Enero de 2008.
Fecha Concesión Europea: 30 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C51/16C
- B29C51/16C2
- B29C51/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › que giran alrededor de un eje.
Clasificación PCT:
- B29C51/16 B29C 51/00 […] › Revestimiento o marcado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento de fabricación de recipientes por termoformado y de colocación en estos recipientes, de motivos decorativos que comprenden etiquetas de fondo, en el que se proporciona al menos un primer bloque de molde que comprende al menos una cámara de termoformado que tiene un borde abierto y un fondo, y se termoforma un recipiente en esta cámara mientras que dicho bloque de molde está en posición de trabajo.
Para colocar las etiquetas de fondo, en el fondo de recipientes termoformados, de tal manera que estas etiquetas aparezcan debajo de estos recipientes, se utilizan convencionalmente procedimientos de etiquetado de forma continua, de acuerdo con los cuales, después de la fabricación de los recipientes, las etiquetas de fondo se pegan con ayuda de un dispositivo de etiquetado convencional. Éste es en particular el caso cuando las etiquetas de fondo sirven para identificar los recipientes y los productos que contienen, en particular cuando se trata de etiquetas que llevan códigos de barras.
Se conocen, por otro lado, recipientes cuyos fondos están equipados con lengüetas desprendibles que ocultan un orificio de desmoldeo y deben separarse del fondo para liberar este orificio y permitir el desmoldeo del producto contenido en los recipientes. En este caso, estas lengüetas desprendibles se disponen en los fondos de los recipientes antes de su llenado. En particular, se conoce la introducción de las etiquetas en las cámaras de termoformado, por debajo de éstas, antes del termoformado de los recipientes.
Sin embargo, para el hecho de colocar las lengüetas por el fondo de las cámaras de termoformado es necesario disponer de un espacio suficiente bajo el bloque de molde y utilizar un bloque de molde que tenga cámaras de termoformado muy particulares. De ello resultan importantes problemas de volumen, difícilmente compatibles con el termoformado simultáneo, en varias filas, de recipientes que tienen etiquetas de fondo. Este sistema también es difícilmente compatible con la colocación, además de las etiquetas de fondo, de otras etiquetas en la pared de los recipientes.
De acuerdo con la invención, para colocar una etiqueta de fondo en un recipiente, se hace pivotar al bloque de molde alrededor de un eje de basculamiento para colocar a dicho bloque en una primera posición basculada, se introduce la etiqueta de fondo en la cámara de termoformado a través del borde abierto de esta cámara, hasta llevar a dicha etiqueta de fondo contra el fondo de la cámara, mientras que el bloque de molde está en dicha primera posición basculada, y a continuación se hace pivotar al bloque de molde alrededor del eje de basculamiento hasta llevar a este bloque a la posición de trabajo y se termoforma un recipiente en la cámara.
De acuerdo con el procedimiento de la invención, las etiquetas de fondo se introducen, por lo tanto, por el borde abierto de la cámara de termoformado, lo que permite una introducción fiable, sin necesitar un maquinado particular del fondo de la cámara de termoformado. Se aprovecha que el bloque de molde está en posición basculada, liberando de este modo al borde abierto de la cámara de termoformado para la introducción de cintas, para proceder a esta introducción. En efecto, si el termoformado se realiza en paso a paso en una cinta transportadora de material termoplástico, esta posición basculada permite acceder al borde abierto de la cámara de termoformado sin ser molestado por esta cinta transportadora. El documento EP 1 710 073 divulga un procedimiento en el que etiquetas, inicialmente presentes en un almacén, son tomadas individualmente de este almacén por un conformador, y a continuación son conformadas por este último en forma de cuenco, antes de introducirlas en el molde en posición basculada. Una porción de las etiquetas conformadas de este modo puede formar una parte de etiqueta de fondo. La necesidad de recortar previamente las etiquetas, de almacenarlas y de tomarlas y a continuación conformarlas individualmente genera costes
producción elevados.
La invención tiene por objeto mejorar el estado de la técnica mencionado anteriormente, proponiendo un procedimiento sencillo y fiable para colocar etiquetas de fondo, bajo el fondo de un recipiente, con costes de producción moderados.
Este objeto se alcanza gracias al hecho de que se lleva una cinta de etiquetas frente al borde abierto de la cámara de termoformado, en un plano prácticamente paralelo al fondo de dicha cámara, se recorta una etiqueta de fondo en dicha cinta y se introduce la etiqueta de fondo recortada en la cámara de termoformado.
Con este procedimiento, se evita tener que almacenar etiquetas recortadas previamente para formar las etiquetas de fondo. Además, gracias a su colocación en el plano mencionado anteriormente, la cinta de etiquetas es perfectamente accesible para recortar la etiqueta, y la introducción de la etiqueta en la cámara puede realizarse perpendicularmente al plano en el que se encuentra la cinta, mediante una simple traslación. El equipo necesario es, por lo tanto, muy sencillo.
Ventajosamente, se recorta la etiqueta de fondo con ayuda de una cuchilla que acompaña al desplazamiento de un impulsor, en al menos una parte del recorrido de este último, y se introduce la etiqueta de fondo en la cámara con ayuda de dicho impulsor.
En este caso, mediante el desplazamiento del impulsor, se realiza el recorte de la etiqueta y su introducción en la cámara de termoformado.
Ventajosamente, se suministra un segundo bloque de molde, análogo al primer bloque de molde y unido a este último de forma que puedan pivotar alrededor del eje de basculamiento, y se coloca una etiqueta de fondo en uno de los bloques de molde en su primera posición basculada, mientras que el otro bloque de molde está en posición de trabajo.
Esto permite realizar la colocación de la etiqueta de fondo en uno de los bloques de molde en tiempo solapado con respecto al termoformado de recipientes en el otro bloque.
De acuerdo con una variante ventajosa, los motivos decorativos comprenden, además, un motivo decorativo lateral (por ejemplo una banderola o una etiqueta lateral) y, en este caso, se coloca además el primer bloque de molde en una segunda posición basculada y se introduce dicho motivo decorativo lateral en la cámara de termoformado mientras que dicho bloque de molde está en la segunda posición basculada.
De este modo, gracias al procedimiento de la invención, no solamente se pueden colocar etiquetas de fondo, sino también motivos decorativos laterales en los recipientes, en el marco general del procedimiento de termoformado. No es necesario, por lo tanto, recurrir a una operación continua, ni para colocar las etiquetas de fondo, ni para colocar los motivos decorativos laterales.
Cuando el motivo decorativo lateral es del tipo de una banderola, puede utilizarse, para colocar el motivo decorativo lateral, un procedimiento conocido en sí mismo, aprovechando que el bloque de molde está en su segunda posición basculada.
Actualmente, para colocar etiquetas laterales simples, es decir etiquetas que no se extienden por la totalidad del contorno de un recipiente, de modo que no formen un cinturón para este recipiente, se utilizan más bien operaciones de etiquetado de forma continua, después del termoformado de los recipientes.
Otro objeto de la invención es, sin embargo, permitir la colocación de un motivo decorativo lateral en forma de una etiqueta lateral no circundante, en el marco de las operaciones de termoformado.
Con este objeto, cuando el motivo decorativo lateral es una etiqueta lateral, para colocar a dicha etiqueta lateral contra una pared lateral de la cámara de termoformado de dicho al menos un bloque de molde, se dispone dicha etiqueta sobre un soporte, se introduce este soporte en dicha cámara a través del borde abierto de esta última, y se orienta dicho soporte hacia la pared lateral de la cámara.
De este modo, cuando el motivo decorativo lateral es una etiqueta lateral no circundante, este motivo decorativo puede colocarse en los recipientes en el marco del procedimiento de fabricación de los recipientes, gracias a las etapas de introducción del soporte en la cámara a través del borde abierto de esta última y de orientación de este soporte hacia la pared lateral de la cámara.
Esta etapa de orientación permite ajustar la posición de la etiqueta lateral para que ésta se coloque en una zona seleccionada...
Reivindicaciones:
1. Procedimiento de fabricación de recipientes (R) por termoformado y de colocación, en estos recipientes, de motivos decorativos que comprenden etiquetas de fondo (32A, 132A, 232A), en el que se proporciona al menos un primer bloque de molde (20A, 120A, 220A) que comprende al menos una cámara de termoformado (24, 124, 224) que tiene un borde abierto (24B, 124B) y un fondo (24C, 124C), y se termoforma un recipiente (R) en esta cámara mientras que dicho bloque de molde está en posición de trabajo (T, T1), en el que para colocar una etiqueta de fondo (32A, 132A, 232A) en un recipiente (R), se hace pivotar al bloque de molde (20A, 120A, 220A) alrededor de un eje de basculamiento (A) para colocar a dicho bloque en una primera posición basculada (B1), se introduce la etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) a través del borde abierto (24B, 124B) de esta cámara, hasta llevar a dicha etiqueta de fondo (32A, 132A, 232A) contra el fondo (24C, 124C) de la cámara (24, 124, 224) mientras que el bloque de molde (20A, 120A, 220A) está en dicha primera posición basculada (B1), y a continuación se hace pivotar al bloque de molde alrededor del eje de basculamiento hasta llevar a este bloque a la posición de trabajo (T) y se termoforma un recipiente
(R) en la cámara (24, 124, 224), caracterizado por que se lleva a una cinta de etiquetas (32, 132) frente al borde abierto (24B, 124B) de la cámara de termoformado (24, 124), en un plano (PB) prácticamente paralelo al fondo (24C, 124C) de dicha cámara, se recorta una etiqueta de fondo (32A, 132A) en dicha cinta (32, 132) y se introduce la etiqueta de fondo recortada en la cámara de termoformado (24, 124).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que se recorta la etiqueta de fondo (32A, 132A) con ayuda de una cuchilla (37A) que acompaña al desplazamiento de un impulsor (36, 136) en al menos una parte del recorrido de este último, y se introduce la etiqueta de fondo en la cámara (24, 124) con ayuda de dicho impulsor (36, 136).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado por que, para recortar la etiqueta de fondo (32A, 132A), se lleva la cinta (32, 132) a dicho plano (PB) prácticamente paralelo al fondo (24C, 124C) de la cámara (24, 124) disponiendo la cinta contra una contra-cuchilla (39A).
4. Procedimiento de acuerdo con las reivindicaciones 2 y 3, caracterizado por que se dispone contra la contra-cuchilla (39A) una cara externa (32') de la cinta (32), opuesta al impulsor (36).
5. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizado por que se introduce la etiqueta de fondo (32A, 132A, 232A) en la cámara con ayuda de un impulsor (36, 136) al tiempo que se pega dicha etiqueta contra dicho impulsor mediante aspiración.
6. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 5, caracterizado por que se proporciona un segundo bloque de molde (20B, 120B, 220B), análogo al primer bloque de molde (20A, 120A, 220A) y unido a este último de forma que puedan pivotar alrededor del eje de basculamiento (A), y se coloca una etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) de uno (20B, 120C, 220B) de los bloques de molde en su primera posición basculada (B1), mientras que el otro bloque de molde (20A, 120A, 220A) está en posición de trabajo (T, T1).
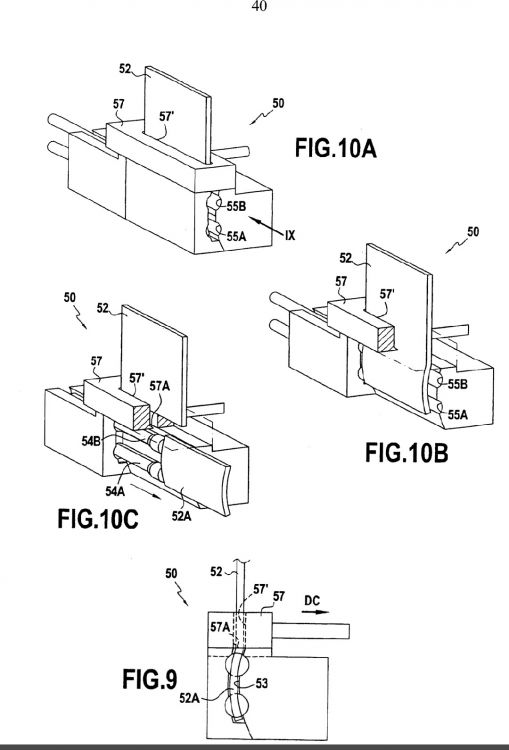
7. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado por que los motivos decorativos comprenden, además, un motivo decorativo lateral (42A, 52A, 152A, 252A) y por que se coloca además el primer bloque de molde (20A, 120A, 220A) en una segunda posición basculada (B2), y se introduce dicho motivo decorativo lateral en la cámara de termoformado (24, 124, 224) mientras que dicho bloque de molde está en la segunda posición basculada (B2).
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado por que el motivo decorativo lateral es una banderola (42A) o una etiqueta lateral (52A, 152A).
9. Procedimiento de acuerdo con la reivindicación 7, caracterizado por que el motivo decorativo lateral es una etiqueta lateral (52A, 152A) y por que para colocar dicha etiqueta lateral contra una pared lateral (24A, 124A) de la cámara de termoformado (24, 124) de dicho al menos un bloque de molde, se dispone dicha etiqueta sobre un soporte (157), se introduce este soporte en dicha cámara a través del borde abierto (24B, 124B) de esta última, y se orienta dicho soporte hacia la pared lateral de la cámara.
10. Procedimiento de acuerdo con las reivindicaciones 6 y 7, y una cualquiera de las reivindicaciones 1 a 9, caracterizado por que se proporciona un tercer bloque de molde (20D, 120B, 220D), análogo a los primer y segundo bloques de molde (20A, 20B, 120A, 120C, 220A, 220B) y unido a estos últimos de forma que puedan pivotar alrededor del eje de basculamiento (A), y por que se colocan respectivamente dichos bloques en la posición de trabajo (T, T1), en la primera posición basculada (B1) y en la segunda posición basculada (B2), y por que se dispone simultáneamente una etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) de un bloque de molde (20B, 120C, 220B) en la primera posición basculada (B1) y un motivo decorativo lateral (42A, 52A, 152A, 252A) en la cámara de termoformado de otro bloque de molde (20D, 120B, 220D) en la segunda posición basculada (B2), mientras que el tercer bloque de molde (20A, 120A, 220A) está en su posición de trabajo (T, T1).
11. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 10, caracterizado por que se proporciona al menos un primer y un segundo bloque de molde (220A, 220B) que tienen al menos una primera y una segunda cámaras de termoformado (224), estando dichos bloques unidos de forma que puedan pivotar alrededor del eje de basculamiento (A), y por que se coloca uno (220A) de los bloques de molde en posición (T1) de trabajo de termoformado para termoformar recipientes (R) en la cámara (124) de este bloque, mientras que se coloca el otro
bloque de molde (220B) en la primera posición basculada (B1) para colocar una etiqueta de fondo (232A) en la primera cámara (R3, R4) de dicho otro bloque, a continuación se coloca dicho uno de los bloques de molde (220A) en posición (T2) de trabajo de desmoldeo para desmoldar los recipientes (R) termoformados, mientras que se coloca dicho otro bloque (220B) en la primera posición basculada (B1) para colocar una etiqueta de fondo (232A) en la segunda cámara (R1, R2) de dicho otro bloque.
12. Dispositivo (10, 110) para fabricar recipientes mediante termoformado y colocar en estos recipientes (R), motivos decorativos que comprenden etiquetas de fondo (32A, 132A, 232A), comprendiendo el dispositivo al menos un primer bloque de molde (20A, 120A, 220A) que comprende al menos una cámara de termoformado (24, 124, 224) que tiene un borde abierto (24B, 124B) y un fondo (24C, 124C), siendo dicho bloque de molde adecuado para ocupar una posición de trabajo (T, T1) para el termoformado de un recipiente (R) en esta cámara, en el que dicho bloque de molde (20A, 120A, 220A) está montado de forma pivotante alrededor de un eje de basculamiento (A) y de este modo es adecuado para ocupar, además de dicha posición de trabajo (T, T1), una primera posición basculada (B1), comprendiendo el dispositivo un puesto de etiquetado de fondo (36, 136) que tiene medios para introducir una etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) a través del borde abierto (24B, 124B) de esta cámara mientras que dicho bloque está en dicha primera posición basculada (B1) y para llevar a dicha etiqueta de fondo contra el fondo (24C, 124C) de la cámara, caracterizado por que el puesto de etiquetado de fondo (30, 130, 230) comprende medios (34, 134) para llevar una cinta de etiquetas (32, 132) frente al borde abierto (24B, 124B) de la cámara de termoformado (24, 124, 224), en un plano (PB) prácticamente paralelo al fondo de dicha cámara, y medios (37A, 39A) para recortar una etiqueta de fondo (32A, 132A) en dicha cinta.
13. Dispositivo de acuerdo con la reivindicación 12, caracterizado por que el puesto de etiquetado (30, 130, 230) comprende un impulsor (36, 136) y una cuchilla (37A) adecuada para recortar la etiqueta de fondo (32A, 132A) en la cinta de etiquetas (32, 132) durante el desplazamiento de empuje de dicho impulsor (36, 136).
14. Dispositivo de acuerdo con la reivindicación 12 ó 13, caracterizado por que los medios para introducir la etiqueta de fondo (32A, 132A) en la cámara de termoformado comprenden un impulsor (36, 136) que presenta un cabezal de empuje (37) aspirante, para pegar la etiqueta (32A, 132A) contra dicho cabezal.
15. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 12 a 14, caracterizado por que comprende, además, un segundo bloque de molde (20B, 120C, 220B), análogo al primer bloque de molde (20A, 120A, 220A) y unido a este último de forma que puedan pivotar alrededor del eje de basculamiento (A), y por que dichos bloques de molde son adecuados para ocupar simultáneamente la posición de trabajo (T, T1) y la primera posición basculada (B1), respectivamente, para permitir la colocación de una etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) de uno (20B, 120C, 220B) de dichos bloques de molde durante el termoformado (20A, 120A, 220A) de un recipiente (R) en la cámara de termoformado (24, 124, 224) del otro bloque de molde.
16. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 12 a 15, caracterizado por que el primer bloque de molde (20A, 120A, 220A) es adecuado para ocupar, además, una segunda posición basculada (B2) y por que el dispositivo comprende además un puesto (40, 50, 150, 250) de colocación de un motivo decorativo lateral para colocar un motivo decorativo lateral (42A, 52A, 15A, 252A) en la cámara de termoformado (24, 124, 224) de dicho bloque de molde (20A, 120A, 220A), mientras que este último está en dicha segunda posición basculada (B2).
17. Dispositivo de acuerdo con la reivindicación 16, caracterizado por que el puesto de colocación de un motivo
decorativo lateral es un puesto de banderolado (40) o un puesto de colocación de etiquetas laterales (50, 150).
18. Dispositivo de acuerdo con la reivindicación 16, caracterizado por que el puesto de colocación de un motivo decorativo lateral es un puesto (50, 150) de colocación de etiquetas laterales y comprende medios (131) para introducir una etiqueta lateral (52A, 152A) en la cámara de termoformado (24, 124) a través del borde abierto (24B, 124B) de esta última y para orientar a dicha etiqueta lateral (52A, 152A) contra una pared lateral (24A, 124A) de dicha cámara (24, 124).
19. Dispositivo de acuerdo con la reivindicación 18, caracterizado por que el puesto (150) de colocación de un motivo decorativo lateral comprende un soporte de etiquetas (157) laterales adecuado para penetrar en la cámara de termoformado
(124) y para ser orientado hacia dicha pared lateral (124A) de la cámara.
20. Dispositivo de acuerdo con la reivindicación 19, caracterizado por que el soporte (157) está formado por el cabezal pivotante de un impulsor (156).
21. Dispositivo de acuerdo con la reivindicación 19 ó 20, caracterizado por que el soporte (157) comprende una superficie de soporte aspirante.
22. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 19 a 21, caracterizado por que, el bloque de molde (120A) que comprende al menos dos cámaras de termoformado (124), el puesto de colocación de etiquetas laterales (150) comprende dos soportes de etiquetas (157) adecuados para ser llevados uno hacia el otro para disponer una etiqueta (152A) en cada una de dichas cámaras.
23. Dispositivo de acuerdo con las reivindicaciones 15 y 16 y una cualquiera de las reivindicaciones 12 a 22, caracterizado por que comprende, además, al menos un tercer bloque de molde (20D, 120B, 220D), análogo a los primer y segundo bloques de molde (20A, 20B, 120A, 120C, 220A, 220B) y unido a estos últimos de forma que puedan pivotar alrededor del eje de
basculamiento (A), y por que dichos bloques de molde son adecuados para ocupar simultáneamente la posición de trabajo (T, T1), la primera posición basculada (B1) y la segunda posición basculada (B2), respectivamente, para permitir la colocación de una etiqueta de fondo (32A, 132A, 232A) en la cámara de termoformado (24, 124, 224) de uno (20B, 120C, 220B) de dichos bloques de molde que ocupa la primera posición basculada (B1) y la colocación de un motivo decorativo lateral (42A, 52A, 152A, 252A) en la cámara de termoformado (24, 124, 224) de otro de dichos bloques de molde (20D, 120B, 220D) que ocupa la segunda posición basculada (B2) durante el termoformado de un recipiente (R) en la cámara de termoformado (24, 124, 224) del tercer bloque de molde (20A, 120A, 220A) que ocupa la posición de trabajo (T, T1).
24. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 12 a 23, caracterizado por que comprende al menos un premier y un segundo bloques de molde (220A, 220B) que tienen al menos una primera y una segunda cámaras de termoformado (224), estando dichos bloques unidos de forma que puedan pivotar alrededor del eje de basculamiento (A) y siendo adecuados para desplazarse simultáneamente en traslación (D) de forma perpendicular a dicho eje, de modo que la posición de trabajo de un bloque de molde comprende una posición de trabajo de termoformado (T1) en la que un recipiente (R) puede termoformarse en la cámara de termoformado (224) de dicho bloque y una posición de trabajo de desmoldeo (T2), en la que el recipiente termoformado (R) puede desmoldarse, y por que el puesto de etiquetado de fondo (230) es adecuado para colocar una etiqueta de fondo (232A) en la primera cámara de termoformado (R3, R4) de un bloque de molde (220B) mientras que el otro bloque de molde (220A) está en su posición de trabajo de termoformado (T1) y para colocar una etiqueta de fondo (232A) en la segunda cámara de termoformado (R1, R2) de dicho un bloque de molde (220B) mientras que dicho otro bloque (220A) está en la posición de trabajo de desmoldeo (T2).
Patentes similares o relacionadas:
Dispositivo y procedimiento para fabricar por termoconformado recipientes provistos de franjas decorativas, del 22 de Julio de 2020, de ERCA: Dispositivo para fabricar por termoconformado recipientes provistos de franjas de decoración, comprendiendo el dispositivo un bloque (24, […]
SISTEMA PARA LA FABRICACIÓN DE ENVASES DE PLÁSTICO, del 29 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Sistema para la fabricación de envases de plástico, que comprende: una prensa con una zona de formación de envases; - al menos dos moldes […]
 Dispositivo calefactor para calentar una lámina, del 28 de Agosto de 2019, de KOCH Pac-Systeme GmbH: Dispositivo calefactor para calentar una lámina, con
una placa calefactora , y
una placa intercambiable , que está […]
Dispositivo calefactor para calentar una lámina, del 28 de Agosto de 2019, de KOCH Pac-Systeme GmbH: Dispositivo calefactor para calentar una lámina, con
una placa calefactora , y
una placa intercambiable , que está […]
Bandeja de papel de embutición profunda, método y aparato para fabricarla y envase de producto en forma de bandeja, del 17 de Julio de 2019, de STORA ENSO OYJ: Un método de fabricación de una bandeja de cartón por embutición profunda, comprendiendo el método las etapas de colocar una pieza en bruto de cartulina […]
Lentes curvadas y procedimientos relacionados, del 27 de Marzo de 2019, de SAFILO S.P.A.: Un procedimiento de fabricación de una lente conformada, comprendiendo el procedimiento: la obtención de una pieza semielaborada (42, […]
 Aparato para termo conformar recipientes de plástico, del 28 de Diciembre de 2018, de Mondini S.r.l: Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar […]
Aparato para termo conformar recipientes de plástico, del 28 de Diciembre de 2018, de Mondini S.r.l: Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar […]
Aparato para el termoformado de contenedores de plástico, del 26 de Diciembre de 2018, de Mondini S.r.l: Un aparato para el termoformado de contenedores de plástico que comprende: una estación de recolección ; un alimentador para […]
Dispositivo de termoconformado, del 20 de Abril de 2016, de ROBERT BOSCH GMBH: Dispositivo de termoconformado , en particular para tarrinas que pueden llenarse con un alimento, con una herramienta de moldeo que se compone de […]