DISPOSITIVO Y PROCEDIMIENTO PARA LA TERMOCONFORMACION DE UN OBJETO QUE PRESENTA UNA PARTE DE CONTRASALIDA.
Dispositivo para la termoconformación de un objeto (10) que presenta una parte (10B) de contrasalida y una parte (10C) de fondo,
comprendiendo el dispositivo un molde (12; 112) de termoconformación que tiene al menos dos partes (12A, 12B; 112A, 112B) de contrasalida próximas a un extremo (12') abierto y una parte (13; 113) de fondo, un contramolde (18; 118; 218) que tiene un extremo (18'; 118'; 218') adecuado para actuar conjuntamente con dicho extremo del molde para sujetar contra este último una pieza de material termoplástico y definir, con dichas partes del molde, una cavidad (16) de termoconformación, y un pistón (20) de termoconformación, móvil entre una posición activa de termoconformación en la que penetra en dicha cavidad (16) y una posición inactiva en la que se encuentra fuera de esta cavidad, siendo susceptibles las dos partes de contrasalida del molde de separarse entre sí para permitir el desmoldeo del objeto, comprendiendo el dispositivo, además, medios (23A, 23B; 223A, 223B, 223C) de retención adecuados para retener el objeto (10), dispositivo en el que, para el desmoldeo del objeto termoconformado, dichas partes (12A, 12B; 13; 112A, 112B, 113) del molde (12; 112) y los medios (23A, 23B; 223A, 223B, 223C) de retención son adecuados para controlarse según una secuencia en la que las partes (12A, 12B; 112A, 112B) de contrasalida del molde (12; 112) están separadas, dichos medios (23A, 23B; 223A, 223B, 223C) de retención son activos y al menos la parte (13; 113) de fondo del molde (12; 112) está alejada del contramolde mientras que los medios de retención están activos, caracterizado porque los medios (23A, 23B; 223A, 223B, 223C) de retención son adecuados para retener el objeto (10) con respecto al contramolde (18; 118; 218) y porque, cuando los medios (23A, 23B; 223A 223B, 223C) de retención están activos durante dicha secuencia, retienen el objeto (10) con respecto al contramolde
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/002257.
Solicitante: ERCA FORMSEAL.
Nacionalidad solicitante: Francia.
Dirección: ZONE INDUSTRIELLE DE COURTABOEUF,91940 LES ULIS.
Inventor/es: SCHWAB, DOMINIQUE, COOPER, TIMOTHY.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C51/34 B29C 51/00 […] › para fabricar objetos con muesca o sesgado.
- B29C51/44 B29C 51/00 […] › Desmoldeo o eyección de objetos formados.
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Dispositivo y procedimiento para la termoconformación de un objeto que presenta una parte de contrasalida.
Sector de la técnica
La presente invención se refiere a un dispositivo para la termoconformación de un objeto que presenta una parte de contrasalida y una parte de fondo, comprendiendo el dispositivo un molde de termoconformación que tiene al menos dos partes de contrasalida próximas a un extremo abierto y una parte de fondo, un contramolde que tiene un extremo adecuado para actuar conjuntamente con dicho extremo del molde para sujetar contra este último una pieza de material termoplástico y definir, con dichas partes del molde, una cavidad de termoconformación, y un pistón de termoconformación, móvil entre una posición activa de termoconformación en la que penetra en dicha cavidad y una posición inactiva en la que se encuentra fuera de esta cavidad, siendo susceptibles las dos partes de contrasalida del molde de separarse entre si para permitir el desmoldeo del objeto.
Estado de la técnica
En el objeto antes de termoconformarse mediante el dispositivo de la invención, la parte de contrasalida presenta dimensiones diametrales inferiores a las de la parte de fondo. Se trata, por ejemplo, de un recipiente en forma de botella, cuyo cuello forma la parte de contrasalida. También puede tratarse de un recipiente que tiene una pared lateral sensiblemente troncocónica, en el que la pared converge hacia la abertura, o incluso de un recipiente cuya forma corresponde a la obtenida a partir de una esfera, cortada según un plano paralelo a su ecuador, encontrándose este último entre la abertura así formada y el fondo del recipiente.
Durante la termoconformación de objetos exentos de contrasalida, el desmoldeo se realiza de manera muy sencilla alejando el molde de la abertura del objeto mediante un movimiento de traslación paralelo al desplazamiento del pistón de termoconformación. Tratándose de la termoconformación de objetos que presentan una contrasalida, el desmoldeo es más complicado y es necesario el uso de un molde de varias partes.
El documento FR-2 795 360 describe un dispositivo según el preámbulo de la reivindicación 1. Más precisamente, el documento FR-2 795 360 propone utilizar un molde que tiene dos partes de contrasalida y una parte de fondo. Para el desmoldeo, en primer lugar se separan entre si las dos partes de contrasalida, y el objeto termoconformado se retiene contra la parte de fondo del molde por aspiración, estando dotada esta parte de fondo de conductos de aspiración. Esta parte de fondo puede desplazarse entonces para liberar el objeto de la zona en la que se encuentran las partes de contrasalida del molde, con el fin de que sea accesible para un medio de prensión que permite transferir este objeto hacia la salida del dispositivo.
Este dispositivo conocido es relativamente complicado puesto que pone en práctica una retención del objeto por aspiración contra el fondo del molde. La eficacia de esta aspiración debe garantizarse perfectamente para permitir una retención correcta del objeto durante el desplazamiento de la parte de fondo del molde.
En particular, para evitar los riesgos de balanceo del objeto con respecto a esta parte de fondo, es necesario que ésta recubra la parte de fondo del objeto en una altura suficiente. Cuando la parte de fondo del molde, que porta el objeto, se ha alejado suficientemente de las partes de contrasalida del molde, hay que dejar la aspiración y realizar una separación del objeto con respecto a dicha parte de fondo. Esto impone producir un desplazamiento relativo del objeto y de la parte de fondo del molde de forma paralela al sentido de desplazamiento del pistón de termoconformación, para liberar la parte de fondo del objeto de la parte de fondo del molde, y después transferir el objeto lateralmente separándolo de la herramienta de termoconformación.
Así, la cinemática del desplazamiento de las diferentes piezas es relativamente compleja y, si se considera que el sentido de desplazamiento del pistón de termoconformación es vertical, la operación de desmoldeo requiere en primer lugar un desplazamiento horizontal de las partes de contrasalida del molde para que se separen de la parte de contrasalida del objeto, y después un primer desplazamiento vertical de la parte de fondo del molde a lo largo de un trayecto suficiente para alejar el reborde del objeto de las partes de contrasalida del molde, y un segundo desplazamiento vertical de esta parte de fondo, o bien un desplazamiento vertical del objeto con respecto a esta parte de fondo, a lo largo de un trayecto suficiente para desmoldear la parte de fondo del objeto con respecto a la parte de fondo del molde, y finalmente una transferencia horizontal del objeto. A esto se añade el hecho de que, en general, el conjunto del molde (que comprende las partes de contrasalida) debe poder desplazarse a lo largo de un pequeño trayecto vertical para llegar a sujetar el material termoplástico entre el molde y el contramolde.
El documento FR-1 427 784 da a conocer otro dispositivo en el que, para el desmoldeo de un objeto que presenta una parte de contrasalida, las partes de contrasalida del molde en primer lugar se separan entre si, y el objeto se expulsa de la parte de fondo del molde mediante un pistón eyector cuya cabeza forma el fondo del molde durante la termoconformación. Durante esta expulsión, el objeto simplemente lo porta la cabeza del pistón sin estar retenido con respecto a la misma y existe un riesgo de que se balancee o se caiga, lo que conduce a pérdidas, o al menos a reducciones del ritmo de fabricación. Además, el dispositivo del documento FR-1 427 784 sólo es posible cuando el molde y el contramolde constituyen respectivamente la herramienta inferior y la herramienta superior del dispositivo de termoconformación. Dicho de otro modo, el objeto se termoconforma necesariamente hacia abajo.
El documento FR-2 256 818 da a conocer otro dispositivo más en el que, tras la termoconformación de un objeto a partir de una banda termoplástica, una parte delantera del molde, que cierra este último por el lado aguas abajo en el sentido de avance de la banda, se separa con el fin de que la banda pueda avanzar un paso extrayendo del molde el objeto que acaba de termoconformarse mediante la abertura liberada debido a la abertura de la parte delantera del molde. Este dispositivo sólo puede utilizarse para la termoconformación de objetos en una banda continua de material termoplástico.
Objeto de la invención
La invención tiene como objetivo proponer un dispositivo para la termoconformación de objetos que presentan una parte de contrasalida, mejorando la técnica anterior citada anteriormente.
Este objetivo se logra gracias al dispositivo según la reivindicación 1.
Durante la primera fase de la secuencia, en la que se separan las partes de contrasalida del molde, el objeto que acaba de termoconformarse continúa retenido entre el contramolde y la parte de fondo del molde. La separación de las partes de contrasalida del molde hace accesible una parte de la pared del objeto, por ejemplo, un reborde o una parte saliente que presente este objeto, pudiéndose así retener el mismo con respecto al contramolde por los medios de retención. En esta situación, el objeto puede desmoldearse totalmente mediante el desplazamiento de la parte de fondo del molde con respecto al contramolde. A continuación puede agarrarse mediante medios de prensión para sacarlo del dispositivo de termoconformación, disponiéndose, por ejemplo, en una estación siguiente, por ejemplo, una estación de llenado, de una instalación que comprende este dispositivo.
La cinemática del desplazamiento de las diferentes partes del molde durante la termoconformación es extremadamente sencilla y puede ejecutarse rápidamente. No es necesario desplazar el objeto con respecto al contramolde durante su desmoldeo, y el objeto puede retenerse perfectamente contra este contramolde sin los riesgos de balanceo que existían con los dispositivos de los documentos FR-2 795 360 y FR-1 427 784. En particular, para el desmoldeo, sólo pueden desplazarse las partes del molde, sin tener ninguna necesidad de desplazar el objeto que acaba de termoconformarse.
La invención se aplica tanto a un dispositivo en el que el molde constituye la herramienta inferior de termoconformación como a un dispositivo en el que el molde constituye la herramienta superior. Además, el dispositivo de la invención se aplica a la termoconformación de objetos a partir de piezas termoplásticas distintas (una pieza por objeto) por ejemplo constituidas por pastillas de material...
Reivindicaciones:
1. Dispositivo para la termoconformación de un objeto (10) que presenta una parte (10B) de contrasalida y una parte (10C) de fondo, comprendiendo el dispositivo un molde (12; 112) de termoconformación que tiene al menos dos partes (12A, 12B; 112A, 112B) de contrasalida próximas a un extremo (12') abierto y una parte (13; 113) de fondo, un contramolde (18; 118; 218) que tiene un extremo (18'; 118'; 218') adecuado para actuar conjuntamente con dicho extremo del molde para sujetar contra este último una pieza de material termoplástico y definir, con dichas partes del molde, una cavidad (16) de termoconformación, y un pistón (20) de termoconformación, móvil entre una posición activa de termoconformación en la que penetra en dicha cavidad (16) y una posición inactiva en la que se encuentra fuera de esta cavidad, siendo susceptibles las dos partes de contrasalida del molde de separarse entre sí para permitir el desmoldeo del objeto, comprendiendo el dispositivo, además, medios (23A, 23B; 223A, 223B, 223C) de retención adecuados para retener el objeto (10), dispositivo en el que, para el desmoldeo del objeto termoconformado, dichas partes (12A, 12B; 13; 112A, 112B, 113) del molde (12; 112) y los medios (23A, 23B; 223A, 223B, 223C) de retención son adecuados para controlarse según una secuencia en la que las partes (12A, 12B; 112A, 112B) de contrasalida del molde (12; 112) están separadas, dichos medios (23A, 23B; 223A, 223B, 223C) de retención son activos y al menos la parte (13; 113) de fondo del molde (12; 112) está alejada del contramolde mientras que los medios de retención están activos, caracterizado porque los medios (23A, 23B; 223A, 223B, 223C) de retención son adecuados para retener el objeto (10) con respecto al contramolde (18; 118; 218) y porque, cuando los medios (23A, 23B; 223A 223B, 223C) de retención están activos durante dicha secuencia, retienen el objeto (10) con respecto al contramolde.
2. Dispositivo, según la reivindicación 1, caracterizado porque las partes (12A, 12B; 112A, 112B) de contrasalida del molde (12; 112) son solidarias con el desplazamiento de la parte (13; 113) de fondo del molde.
3. Dispositivo, según la reivindicación 1 ó 2, caracterizado porque el molde (12; 112) y el contramolde (18; 118; 218) son adecuados para desplazarse (e) uno con respecto al otro para situar sus extremos (12'; 18', 118') respectivos sin estar en contacto antes de la separación de las dos partes (12A, 12B; 112A, 112B) de contrasalida del molde.
4. Dispositivo, según una cualquiera de las reivindicaciones 1 a 3, caracterizado porque comprende, además, medios (30A, 30B) de prensión adecuados para agarrar el objeto después de su desmoldeo, siendo adecuados dichos medios de prensión y los medios (23A, 23B; 223A, 223B, 223C) de retención para controlarse de tal manera que los medios (30A, 30B) de prensión agarren el objeto (10) mientras que los medios (23A, 23B; 223A, 223B, 223C) de retención retienen este último contra el extremo (18'; 118'; 218') del contramolde (18; 118; 218), y después los medios (23A, 2 3B; 223A, 223B, 223C) de retención dejan de retener el objeto (10) y los medios (30A, 30B) de prensión se desplazan para llevar el objeto fuera del dispositivo de termoconformación.
5. Dispositivo, según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque los medios de retención comprenden elementos (23A, 23B; 223A, 223B, 223C) de retención adecuados para desplazarse entre una posición activa en la que son adecuados para retener el objeto (10) con respecto al contramolde (18; 118; 218) y una posición inactiva.
6. Dispositivo, según la reivindicación 5, caracterizado porque los medios de retención comprenden dedos (23A, 23B) solidarios con los brazos (22A, 22B; 122A, 122B) articulados sobre el contramolde (18).
7. Dispositivo, según una cualquiera de las reivindicaciones 1 a 6, caracterizado porque, para el desmoldeo del objeto, dichas partes (12A, 12B, 13; 112A, 112B, 113) del molde y los medios (223A, 23B) de retención son adecuados para controlarse según una secuencia en la que, sucesivamente, las partes (12A, 12B; 112A, 112B) de contrasalida del molde están separadas, los medios (23A, 23B) de retención pasan de una posición inactiva a una posición activa en la que retienen el objeto (10) con respecto al contramolde (18; 118), y la parte (13; 113) de fondo del molde está alejada del contramolde.
8. Dispositivo, según la reivindicación 7, caracterizado porque los medios de retención comprenden dedos (23A, 23B) que son móviles en el plano de unión de las partes (12A, 12B; 112A, 112B) de contrasalida del molde (12; 112).
9. Dispositivo, según una cualquiera de las reivindicaciones 1 a 7, caracterizado porque los medios (223A, 223B, 223C) de retención son adecuados para ocupar una posición inactiva y una posición activa en la que delimitan una parte de la pared de la cavidad (10) de termoconformación y en la que son adecuados para retener el objeto con respecto al contramolde (218) y porque dichos medios de retención son adecuados para ocupar su posición activa durante la termoconformación del objeto y durante la separación de las partes (12A, 12B; 112A, 112B) de contrasalida del molde.
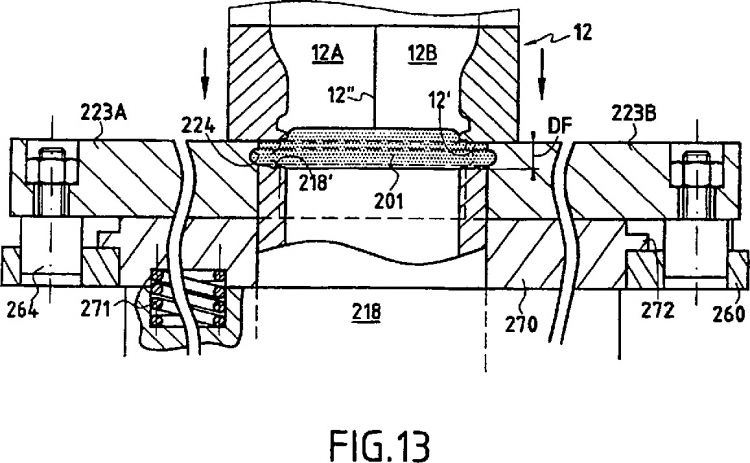
10. Dispositivo, según las reivindicaciones 5 y 9, caracterizado porque los elementos (223A, 223B, 223C) de retención presentan partes (223'A, 223'B, 223'C) de borde que, en la posición activa de dichos elementos, delimitan, en el extremo (218') del contramolde (218), un contorno cerrado en el que una pastilla (201) de material termoplástico, dispuesta en el extremo (218') del contramolde, puede fijarse con vistas a termoconformarse para realizar dicho objeto.
11. Dispositivo, según la reivindicación 10, caracterizado porque los elementos (223A, 223B, 223C) de retención están soportados elásticamente con respecto al contramolde (218) entre una posición de fijación en la que, estando el molde (12) alejado del contramolde (218), dichos elementos se proyectan más allá del extremo (218') del contramolde en una distancia de proyección (DE) dada y una posición de ocultación en la que se anula o disminuye esa proyección (DF).
12. Dispositivo, según la reivindicación 10 u 11, caracterizado porque las partes (223'A, 223'B, 223'C) de borde presentan al menos un relieve (224) de anclaje en el material termoplástico.
13. Procedimiento de termoconformación de un objeto (10) que presenta una parte (10B) de contrasalida y una parte (10C) de fondo, en el que se utiliza un molde (12; 112) de termoconformación que tiene al menos dos partes (12A, 12B; 112A, 112B) de contrasalida próximas a un extremo (12') abierto y una parte (13; 113) de fondo, se sujeta una pieza de material termoplástico con la ayuda del extremo (18'; 118'; 218') de un contramolde (18; 118; 218) contra dicho extremo del molde y se define una cavidad (16) de termoconformación con dichas partes del molde, se lleva un pistón (20) de termoconformación a una posición activa de termoconformación en la que penetra en la cavidad (16) del molde a partir de una posición inactiva en la que dicho pistón se encuentra fuera de dicha cavidad y, procedimiento en el que, para el desmoldeo del objeto (10) termoconformado, se separan entre sí las partes (12A, 12B; 112A, 112B) de contrasalida del molde y se aleja al menos la parte (13; 113) de fondo del molde con respecto al contramolde (18; 118; 218)
caracterizado porque, durante el desmoldeo, dichas operaciones de separación de las partes (12A, 12B; 112a, 112B) de contrasalida del molde y de alejamiento de al menos la parte (13; 113) de fondo del molde se realizan a la vez que se retiene el objeto (10) con respecto al contramolde (18; 118; 218).
14. Procedimiento, según la reivindicación 13, caracterizado porque, mientras que se retiene el objeto (10) con respecto al contramolde (18; 118; 218), se alejan las partes (12A, 12B; 112A; 112B) de contrasalida y la parte (13; 113) de fondo del molde con respecto al contramolde (18; 118; 218).
15. Procedimiento, según la reivindicación 13 ó 14, caracterizado porque, antes de separar entre si las dos partes (12A, 12B; 112A, 112B) de contrasalida del molde, se desplazan uno con respecto al otro el molde (12; 112) y el contramolde (18; 118; 218) para situar sus extremos respectivos sin estar en contacto.
16. Procedimiento, según una cualquiera de las reivindicaciones 13 a 15, caracterizado porque, después del desmoldeo, se agarra el objeto (10) con la ayuda de medios (30A, 30B) de prensión, se deja de retener dicho objeto con respecto al contramolde (18; 118; 218) y se desplazan los medios de prensión que portan el objeto.
17. Procedimiento, según una cualquiera de las reivindicaciones 13 a 16, caracterizado porque, para retener el objeto con respecto al contramolde, se desplazan los elementos (23A, 23B; 223A, 223B, 223C) de retención de una posición inactiva a una posición activa en la que son adecuados para retener el objeto (10) con respecto al contramolde (18; 118; 218).
18. Procedimiento, según la reivindicación 17, caracterizado porque se desplazan los elementos (23A, 23B) de retención de su posición inactiva a su posición activa después de haber separado entre sí las partes (12A, 12B; 112A, 112B) de contrasalida del molde.
19. Procedimiento, según la reivindicación 18, caracterizado porque, para retener el objeto (10) con respecto al contramolde (18; 118), se desplazan los elementos (23A, 23B) de retención entre las partes de contrasalida del molde, separadas entre sí.
20. Procedimiento, según la reivindicación 17, caracterizado porque se desplazan los elementos (223A, 223B, 223C) de retención de su posición inactiva a su posición activa antes de termoconformar el objeto (10) y porque se devuelven dichos elementos de retención a su posición inactiva sólo tras haber separado entre sí las partes de contrasalida del molde.
21. Procedimiento, según la reivindicación 20, caracterizado porque se termoconforma el objeto (10) a partir de una pastilla (201) de material termoplástico y porque, antes de termoconformar dicho objeto, se conforma la periferia de dicha pastilla con la ayuda de los elementos (223A, 223B, 223C) de retención.
Patentes similares o relacionadas:
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
Recipiente con etiqueta, del 6 de Septiembre de 2017, de SARONG SOCIETA'PER AZIONI: Recipiente en el que se aplica una etiqueta, estando conformado dicho recipiente mediante termoconformación a partir de una lámina de material termoconformable, comprendiendo […]
Aparato y método para producir cápsulas con filtro, del 28 de Diciembre de 2016, de SARONG SOCIETA'PER AZIONI: Aparato para producir una cápsula provista de una carcasa que contiene un elemento de filtrado adecuado para recibir un producto para preparar una […]
Máquina y método para producir artículos termoconformados, que presenta un sistema de apilamiento mejorado, del 23 de Noviembre de 2016, de Güven Teknik Makina ve Kalip San. Dis Tic. Ltd. Sti: Una máquina para producir artículos termoconformados que comprende un sistema de apilamiento que tiene una sección de conformación con moldes , una unidad de apilamiento […]
Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente y dispositivo para llevar a cabo el procedimiento, del 21 de Septiembre de 2016, de Kocher-Plastik Maschinenbau GmbH: Procedimiento para determinar la presencia de características prefijadas de un producto de recipiente producido mediante un procedimiento […]
Dispositivo de termoconformado, del 20 de Abril de 2016, de ROBERT BOSCH GMBH: Dispositivo de termoconformado , en particular para tarrinas que pueden llenarse con un alimento, con una herramienta de moldeo que se compone de […]
 Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera, del 23 de Marzo de 2016, de Yves Moillo: Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , […]
 Dispositivo de fabricación de recipientes mediante termoformado, del 8 de Marzo de 2016, de ERCA: Dispositivo de fabricación de recipientes mediante termoformado, que comprende una estación de termoformado que comprende una multitud de […]
Dispositivo de fabricación de recipientes mediante termoformado, del 8 de Marzo de 2016, de ERCA: Dispositivo de fabricación de recipientes mediante termoformado, que comprende una estación de termoformado que comprende una multitud de […]