SISTEMA MEJORADO PARA FORMAR PRODUCTOS A PARTIR DE MATERIAL ELASTOMERO.
Sistema (1) para formar productos a partir de un material elastómero,
tal como caucho o similar, que comprende una unidad intermedia o una cámara de alimentación (4) que tiene un cuerpo (10) que comprende dos superficies opuestas (13, 14), que recibe dicho material desde un elemento de carga o un depósito, y presenta al menos una tobera (30) que sobresale por lo menos de una de dichas superficies (13, 14), para permitir que dicho material en forma plástica sea transferido a una platina (5) dispuesta por lo menos delante de dicha superficie y que presenta al menos una cavidad correspondiente al producto a obtener, estando dispuestos medios de empuje para poner dicha unidad intermedia (4) en contacto con dicha platina (5) y permitir que dicha tobera (30) se acople, en el interior de la platina (5), a un emplazamiento superficial (5H) conectado a dicha cavidad, de tal manera que permite que el material elastómero sea transferido hacia el interior de esta última y para conseguir el producto final después de la solidificación, pudiéndose desplazar la tobera (30) respecto a la superficie (13, 14) de la unidad intermedia (4) de la que sobresale, caracterizado porque la tobera (30) se puede desplazar libremente en el interior de un emplazamiento (32) dispuesto dentro de la unidad intermedia (4) y conectado a una cámara interior (15) de esta última que contiene el material elastómero, por lo que la tobera (30) se puede retraer hacia el interior de dicho emplazamiento como consecuencia de un movimiento de la platina (5) hacia la unidad intermedia (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05112509.
Solicitante: GITIS S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA COLOMBARA DEL BOSCO 26,25031 CAPRIOLO BS.
Inventor/es: PARZANI,DR. LUIGI.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Diciembre de 2005.
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C45/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Moldeo por transferencia, es decir, transfiriendo un volumen determinado de material de moldeo por un pistón desde una cavidad de carga a una cavidad de moldeo.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Sistema mejorado para formar productos a partir de material elastómero.
La presente invención se refiere a un molde de acuerdo con la introducción de la reivindicación principal.
Un sistema de moldeo para formar productos a partir de material elastómero, tal como caucho o similar, se sabe que comprende, de modo general, una unidad intermedia o cámara de alimentación que tiene un cuerpo sustancialmente en forma de paralelepípedo de pequeño grosor y que comprende dos superficies opuestas. El material elastómero llega a dicho cuerpo en forma plástica desde un elemento de carga o depósito.
En estos sistemas conocidos, al menos una tobera (pero habitualmente una serie de toberas), fijada por lo menos a una de dichas superficies opuestas y que sobresale de la misma, permite que dicho material sea transferido a una platina o un molde que comprende un cuerpo en forma de paralelepípedo, definido habitualmente mediante dos elementos acoplados de modo desmontable, dispuesto delante de dicha superficie y que presenta al menos una cavidad (pero normalmente una serie de ellas) correspondiente al producto a conseguir. Dicha cavidad habitualmente es interior a dicha platina (por ejemplo definida entre sus elementos desmontables) y tiene la forma del producto a conseguir. Se disponen medios de empuje para poner dicha unidad intermedia en contacto relativo con dicha platina o dicho molde y para permitir que dicha tobera sea acoplada a un emplazamiento superficial de este último, conectado a dicha cavidad mediante un conducto adecuado, para permitir que el material en forma plástica sea transferido hacia el interior del mismo a efectos de conseguir el producto requerido después de un tratamiento térmico adecuado (por ejemplo vulcanización). El tratamiento térmico, por ejemplo vulcanización, se consigue en particular disponiendo una placa con la temperatura controlada sobre dicha platina con cavidades.
En los sistemas conocidos, el material en forma plástica (conocido asimismo en lo sucesivo como material plástico) se inyecta en la platina con cavidades a una presión que se ejerce directamente sobre el material ya introducido en la unidad intermedia, mediante la actual platina con cavidades en contacto con la unidad intermedia dotada de toberas, mediante una fuerza ejercida por medios de empuje adecuados. Por consiguiente, este material es empujado a través de cada tobera fija, entra en la platina con cavidades y alcanza esta última. La platina con cavidades es retirada a continuación de la unidad intermedia para permitir que la placa de temperatura controlada esté dispuesta entre las dos y en contacto con ambas para cerrar cada tobera y calentar el material en cada cavidad a efectos de vulcanizarlo.
Esta solución conocida presenta diversos inconvenientes. En primer lugar, dicha manera de empujar el material plástico a través de las toberas fijas de la unidad intermedia requiere que se genere una presión elevada en la unidad intermedia debido a la zona superficial habitualmente grande del material presente en la misma. Esto requiere una estructura de empuje adecuada, capaz de generar dicha presión elevada.
Además, puesto que se fuerza a salir el material plástico a través de las toberas mediante una presión ejercida directamente sobre el mismo por medios de empuje fijados rígidamente a una estructura del sistema, dicho sistema es difícil de mantener porque su parte sensible (es decir, su unidad intermedia) está siempre necesariamente en su interior, o próxima a una zona que está siempre a temperatura elevada (el molde). Por consiguiente, antes de que comience el mantenimiento, se debe permitir que el sistema se enfríe, lo que requiere un tiempo considerable. Este tiempo entra asimismo en juego si se tiene que trabajar en el sistema por problemas que surgen en el interior de la unidad intermedia.
El documento U.S.A.-A-3.843.295 da a conocer una máquina de moldeo por inyección con medios ajustables de la longitud de las toberas, que constituye el preámbulo de la nueva reivindicación principal.
El documento U.S.A. 5.200.208 se refiere a una máquina de moldeo por inyección de caucho con múltiples estaciones que incluye una serie de estaciones de moldeo para los moldes respectivos, una unidad de inyección de caucho y un conjunto de distribución para transferir selectivamente caucho sin curar desde la unidad de inyección de caucho hasta un molde en cualquiera de las estaciones de moldeo. Se da a conocer que el conjunto de distribución incluye una entrada para recibir material de moldeo desde la unidad de inyección y una serie de elementos de tobera desplazables para acoplarse y desacoplarse de modo operativo de un molde en la estación de moldeo respectiva.
El documento GB 1.511.847 se refiere a un molde adecuado para conseguir artículos moldeados, huecos, de caucho, teniendo dicho molde placas de moldeo que llevan una serie de toberas de inyección fijadas a las placas correspondientes.
Un objetivo de la presente invención es dar a conocer un sistema de moldeo para artículos moldeados que está mejorado, comparado con los sistemas conocidos.
Otro objetivo es dar a conocer un sistema que permite un mantenimiento rápido y que favorece, por consiguiente, la productividad.
Otro objetivo es dar a conocer un sistema que permite una calidad de producción elevada.
Estos y otros objetivos adicionales, que serán evidentes para el experto en la técnica, se consiguen mediante un sistema de acuerdo con las reivindicaciones adjuntas.
La presente invención será más evidente a partir de los dibujos adjuntos, que se proporcionan a modo de ejemplo no limitativo y en los que:
la figura 1 es una sección a través de una parte de un sistema según la invención;
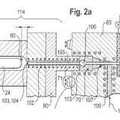
la figura 2 muestra una variante de la parte del sistema de la figura 1;
la figura 3 es una vista frontal de una realización preferente de un sistema según la invención, con ciertas partes omitidas para mayor claridad, mostrado durante una etapa de su utilización;
la figura 4 es una vista similar a la figura 3, pero que muestra el sistema en una etapa diferente de su utilización;
las figuras 5A a 5D muestran diversas posiciones del sistema durante la etapa de su utilización mostrada en la figura 3;
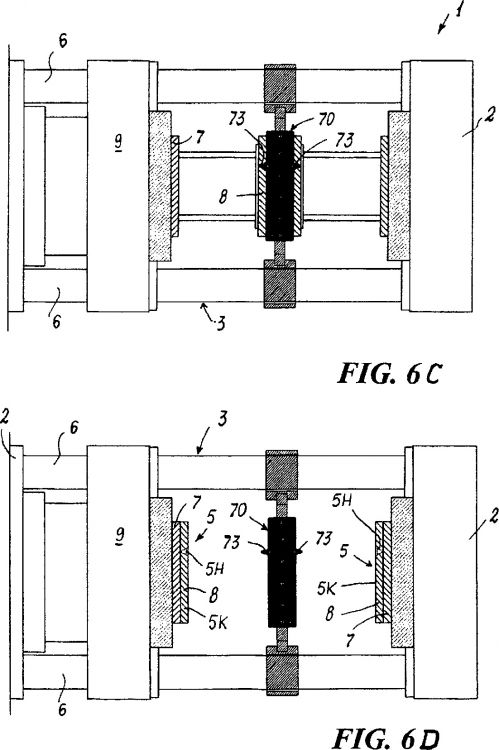
las figuras 6A a 6D muestran diversas posiciones del sistema durante la etapa de su utilización mostrada en la figura 4.
Haciendo referencia a dichas figuras, las mismas muestran un sistema (1) para formar productos a partir de material elastómero, inyectando dicho material (por ejemplo caucho) en forma plástica en cavidades adecuadas, seguido por la consolidación mediante tratamiento térmico (por ejemplo vulcanización). En las figuras, las partes correspondientes están indicadas mediante los mismos numerales de referencia.
Específicamente, el sistema (1) comprende una estructura fija que presenta dos bloques o resaltes (2) dispuestos separados a efectos de definir una zona operativa para el sistema (3) en la que están presentes una cámara de alimentación o una unidad intermedia (4) y unas platinas (5), al menos cuando son utilizadas. La unidad intermedia (4) contiene el material elastómero antes de su inyección en cavidades (no mostradas) al menos en una platina (5) (o en un molde, se muestran dos en las figuras). Al menos una platina (5) está soportada mediante un elemento (9) que se puede desplazar a lo largo de guías (6) soportadas mediante los resaltes (2), consiguiéndose dicho movimiento de cualquier manera conocida, por ejemplo mediante dispositivos de accionamiento hidráulicos, neumáticos o hidroneumáticos. Cada platina (5) comprende dos elementos (7), (8) desplazables entre sí, entre los que está presente al menos una cavidad del producto que se debe formar a partir de material elastómero. Cada cavidad está conectada a un emplazamiento habitual o un rebaje (5H) presente en una cara (5K) de la platina (5), mediante un conducto correspondiente a través del que pasa el material desde la unidad intermedia (4) cuando la misma está acoplada a la platina.
Los elementos se mantienen acoplados entre sí durante la inyección del material elastómero en la platina (5), pero se separan después de la solidificación del material inyectado, tal como se describe en lo sucesivo. El movimiento entre los dos elementos (7), (8) se consigue mediante los dispositivos de accionamiento mencionados con anterioridad, cuando están acoplados de manera adecuada a dichos elementos.
La unidad intermedia (4) comprende un cuerpo en forma...
Reivindicaciones:
1. Sistema (1) para formar productos a partir de un material elastómero, tal como caucho o similar, que comprende una unidad intermedia o una cámara de alimentación (4) que tiene un cuerpo (10) que comprende dos superficies opuestas (13, 14), que recibe dicho material desde un elemento de carga o un depósito, y presenta al menos una tobera (30) que sobresale por lo menos de una de dichas superficies (13, 14), para permitir que dicho material en forma plástica sea transferido a una platina (5) dispuesta por lo menos delante de dicha superficie y que presenta al menos una cavidad correspondiente al producto a obtener, estando dispuestos medios de empuje para poner dicha unidad intermedia (4) en contacto con dicha platina (5) y permitir que dicha tobera (30) se acople, en el interior de la platina (5), a un emplazamiento superficial (5H) conectado a dicha cavidad, de tal manera que permite que el material elastómero sea transferido hacia el interior de esta última y para conseguir el producto final después de la solidificación, pudiéndose desplazar la tobera (30) respecto a la superficie (13, 14) de la unidad intermedia (4) de la que sobresale, caracterizado porque la tobera (30) se puede desplazar libremente en el interior de un emplazamiento (32) dispuesto dentro de la unidad intermedia (4) y conectado a una cámara interior (15) de esta última que contiene el material elastómero, por lo que la tobera (30) se puede retraer hacia el interior de dicho emplazamiento como consecuencia de un movimiento de la platina (5) hacia la unidad intermedia (4).
2. Sistema, según la reivindicación 1, caracterizado porque la tobera (30) se puede desplazar en el interior de un casquillo (35) introducido en dicho emplazamiento (32) de la unidad intermedia (4).
3. Sistema, según la reivindicación 1, caracterizado porque la tobera (30) está asociada con un elemento similar a una placa (40) situado delante de la superficie (13, 14) de la unidad intermedia (4) de la que sobresale dicha tobera, presentando dicho elemento similar a una placa un orificio pasante (47A) del que sobresale dicha tobera y estando fijado a dicha unidad intermedia (4).
4. Sistema, según la reivindicación 3, caracterizado porque la tobera (30) está fijada al elemento similar a una placa (40).
5. Sistema, según las reivindicaciones 2 y 3, caracterizado porque el casquillo (35) es rígido con respecto al elemento similar a una placa (40).
6. Sistema, según la reivindicación 3, caracterizado porque dicho elemento similar a una placa (40) está fijado a la unidad intermedia (4) por medios de conexión elásticamente opuestos de movimiento limitado, que permiten un cierto movimiento respecto a dicha unidad intermedia.
7. Sistema, según la reivindicación 6, caracterizado porque los medios de conexión comprenden pasadores extremos (53) fijados a la unidad intermedia (4) y en cada uno de los cuales un elemento elásticamente compresible (55) está montado interpuesto entre dicha unidad intermedia (4) y una cara (46) del elemento similar a una placa (40) situada frente a dicha unidad intermedia (4), estando fijados dichos pasadores extremos (53) a dicho elemento similar a una placa (40).
8. Sistema, según la reivindicación 7, caracterizado porque cada elemento elásticamente compresible (55) está introducido parcialmente en un tramo ensanchado (57A) de un emplazamiento (57) para el pasador extremo correspondiente (53) dispuesto en la unidad intermedia (4), presentando dicho elemento (55) un extremo (60) que descansa contra la base (58) de dicho tramo ensanchado.
9. Sistema, según la reivindicación 3, caracterizado porque un elemento similar a una placa (40) está presente en cada superficie (13, 14) de la unidad intermedia (4).
10. Sistema, según la reivindicación 9, caracterizado porque al menos un elemento separador (66) está dispuesto entre dichos elementos similares a una placa (40), para llevar dichos elementos hasta su distancia máxima puesto que están limitados mediante los pasadores extremos (53).
11. Sistema, según la reivindicación 1, caracterizado porque la tobera comprende un cuerpo (38) que presenta una superficie exterior (37) en forma de escalón.
12. Sistema, según las reivindicaciones 4 y 11, caracterizado porque al menos un escalón superficial (44) sobre el cuerpo (38) de la tobera (30) coopera con el elemento similar a una placa (40), definiendo dicha cooperación un tope límite para el movimiento de la tobera (30) al salir de su emplazamiento (32) en la unidad intermedia (4).
13. Sistema, según la reivindicación 11, caracterizado porque el cuerpo (38) de la tobera (30) presenta un rebaje superficial anular (38A) en una de sus partes (41) introducida en el emplazamiento (32) de la unidad intermedia (4), recogiendo dicho rebaje el material elastómero presente en la cámara interior (15) de la unidad intermedia (4) cuando, forzado a entrar en la tobera por el movimiento de dicha tobera hacia dicha cámara, penetra entre la tobera y el emplazamiento correspondiente (32).
14. Sistema, según la reivindicación 1, caracterizado porque dicha unidad intermedia comprende dos elementos similares a una placa (11, 12) que definen la cámara interior (15) de dicha unidad intermedia (4).
15. Sistema, según la reivindicación 1, caracterizado porque la unidad intermedia (4) comprende conductos (69) para su enfriamiento.
16. Sistema, según la reivindicación 1, caracterizado porque la unidad intermedia (4) está soportada mediante un armazón de soporte (25) dispuesto perpendicular a un eje perpendicular a la platina (5) que contiene las cavidades.
17. Sistema, según la reivindicación 16, caracterizado porque el armazón de soporte (25) lleva asimismo una placa (70) con la temperatura controlada dispuesta para actuar sobre el material elastómero inyectado en la cavidad de la platina (5) para someterlo a tratamiento térmico y solidificarlo.
18. Sistema, según la reivindicación 17, caracterizado porque la placa (70) de temperatura controlada está situada al lado de la unidad intermedia (4) sobre el armazón de soporte (25), pudiéndose desplazar esta última transversalmente al eje perpendicular a la platina (5) que contiene cavidades, para situar alternativamente dicha placa de temperatura controlada y dicha unidad intermedia delante de dicha platina (5).
19. Sistema, según la reivindicación 18, caracterizado porque el armazón de soporte (25) se puede desplazar asimismo a lo largo del eje perpendicular a la platina (5) que contiene cavidades.
20. Sistema, según la reivindicación 1, caracterizado porque comprende una platina (5) que contiene cavidades dispuesta delante de cada una de sus superficies opuestas (13, 14).
Patentes similares o relacionadas:
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Método y sistema para moldeo por compresión de piezas termoplásticas reforzadas con fibra, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un método de moldeo por compresión de una pieza termoplástica reforzada con fibra alargada, que comprende: la consolidación previa de […]
Método de fabricación de estructuras compuestas con adaptadores integrados, del 20 de Febrero de 2019, de THE BOEING COMPANY: Un método para crear una parte compuesta que tiene, al menos, un adaptador integrado , que comprende: colocar un cilindro […]
Conjunto de raíz de pala de rotor para una turbina eólica, del 4 de Julio de 2018, de GENERAL ELECTRIC COMPANY: Un conjunto de raíz para una pala de rotor de una turbina eólica , que comprende: una sección de raíz de pala que comprende una superficie de pared […]
Dispositivo y método para alimentación de materia plástica fundida a una cavidad de moldeo, del 29 de Junio de 2016, de ULTRASION, SL: Dispositivo para alimentación de materia plástica fundida a una cavidad de moldeo , comprendiendo dicho dispositivo una cámara de fusión comunicada […]
 Procedimiento de moldeo por inyección con compresión y dispositivo para preformas, del 28 de Agosto de 2013, de Netstal-Maschinen AG: Procedimiento de moldeo por inyección con compresión para preformas por medio de una máquina demoldeo por inyección, una plancha portaútil […]
Procedimiento de moldeo por inyección con compresión y dispositivo para preformas, del 28 de Agosto de 2013, de Netstal-Maschinen AG: Procedimiento de moldeo por inyección con compresión para preformas por medio de una máquina demoldeo por inyección, una plancha portaútil […]
 Composición de resina aglutinante termoestable y procedimiento para aglutinar fibras, del 14 de Agosto de 2013, de CYTEC TECHNOLOGY CORP.: Una composición de resina aglutinante para la producción de una preforma de fibra, en forma de un sólido adhesivo a temperatura ambiente […]
Composición de resina aglutinante termoestable y procedimiento para aglutinar fibras, del 14 de Agosto de 2013, de CYTEC TECHNOLOGY CORP.: Una composición de resina aglutinante para la producción de una preforma de fibra, en forma de un sólido adhesivo a temperatura ambiente […]