SISTEMA DE DESMOLDEO DE NEGATIVOS.
Sistema de desmoldeo de negativos, especialmente en el moldeo en plástico;
del tipo de los que comprenden un casquillo (2) preferentemente cilíndrico que se fija por medio de tornillos a la parte desplazable del molde, y de un contramolde (3) que se desplaza por el interior del casquillo (2) y que consta de un patín (7) que se fija a la placa de expulsión del molde, articulado a un cabezal abatible (6) articulados entre sí, donde la articulación entre el patín (7) y el cabezal abatible (6) consiste en un pasador (8); presentando tanto el patín (7) como el cabezal abatible (6) sendos taladros ciegos (15, 16) enfrentados en los que se acopla un muelle (17) que relaciona también ambas piezas
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200502882.
Solicitante: GONZALEZ PALACIO FENECH,JOSE LUIS.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: GONZALEZ PALACIO FENECH,JOSE LUIS.
Fecha de Solicitud: 23 de Noviembre de 2005.
Fecha de Publicación: .
Fecha de Concesión: 15 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C45/44D
Clasificación PCT:
- B29C33/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
- B29C45/44 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › de objetos con muescas o sesgados.
Descripción:
Sistema de desmoldeo de negativos.
Objeto de la invención
La presente invención se refiere a un sistema de desmoldeo de negativos, especialmente en el moldeo en plástico.
Antecedentes de la invención
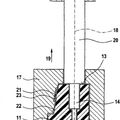
Según se ve en las figuras 8 y 9, un molde para moldeo de piezas plásticas comprende una parte fija y otra parte móvil o desplazable, donde respectivamente se montan una placa portafiguras de la parte fija (40) y otra placa portafiguras de la parte desplazable (41) que son finalmente las que dan forma a la pieza (42) a moldear, al cerrarse la parte desplazable del molde contra la parte fija y generarse entre las placas portafiguras la cámara de moldeo.
Posteriormente la parte desplazable del molde se separa de la parte fija, separándose las placas portafiguras y quedando la pieza (42) terminada pegada a una de ellas, normalmente a la correspondiente a la parte desplazable del molde, por lo que se necesita despegarla mediante unos expulsores.
Estos expulsores no son otra cosa que unos vástagos que empujan a la pieza moldeada fuera de la placa portafiguras. Dichos vástagos dimanan de una placa de expulsión (51) incorporada de modo flotante a la parte desplazable del molde. Al moverse la placa expulsora se mueven los vástagos y se produce el desmoldeo de la pieza.
En el moldeo de plásticos se conocen como negativos aquellas zonas del molde que no tienen la misma dirección de desmoldeo que el resto. Por ejemplo, una pieza (42) que conste de una porción plana con una patilla saliente y dotada de una garra (45) extrema genera un negativo precisamente en la garra (45) extrema, ya que no se podrá desmoldear en la dirección de extracción directa de la porción plana, al quedar enclavada la garra (45).
Para el desmoldeo en estos casos lo que se hace son unos contramoldes (46) móviles que avanzan con la placa de expulsión (51) y a la vez se abren lateralmente. Esta apertura o desplazamiento lateral libera el negativo y permite la extracción de la pieza (42) como se ve en las figuras 8 y 9.
Una primera variante de contramolde se muestra en la figura 8. El contramolde (46) comprende una barra de sección rectangular o circular rebajada lateralmente (47) para permitir su flexión lateral y liberar el negativo del molde.
Otra variante de contramolde se muestra en la figura 9. El contramolde (46) comprende un patín (48) y un cabezal abatible (49) cilíndricos articulados entre sí. La articulación (50) permite al cabezal abatible (49) desplazarse lateralmente y liberar el negativo.
En la primera variante el inconveniente principal consiste en que en caso necesario de recambio por rotura o desgaste se debe cambiar la pieza entera. Además el tiempo necesario para mecanizar el alojamiento de la pieza es considerable e implica costes importantes.
En la segunda variante no existe este inconveniente, sin embargo el ajuste de las dos piezas que conforman el contramolde es cilíndrico con reducida conicidad por lo que: 1-la presión de inyección del plástico puede modificar la posición de la cabeza abatible y producir alteración en la geometría de las piezas, rebabas, etc; 2-Cómo tiene mayor superficie cilíndrica necesita más recorrido para abatir la primera pieza.
Para evitar estos problemas que presentan estos sistemas conocidos se ha ideado el sistema de la invención.
Descripción de la invención
El sistema de la invención comprende un casquillo guía en el que se acopla interiormente un contramolde móvil.
Ambas piezas son de acero.
El casquillo guía es cilíndrico y presenta un ensanchamiento extremo prismático dotado de dos taladros pasantes para su fijación mediante tornillos a la parte desplazable del molde.
El contramolde móvil comprende dos piezas de acero que quedan por el interior del casquillo guía. Estas dos piezas van articuladas por medio de un pasador.
Además, las dos piezas citadas del contramolde se encuentran relacionadas lateralmente por medio de un muelle que se aloja en sendos orificios ciegos practicados en estas dos piezas.
Una de las piezas del contramolde es un patín cilíndrico con una parte extrema prismática que remata en dos orejetas perforadas iguales, paralelas y enfrentadas que determinan un espacio en el que se acopla una orejeta perforada extrema de la otra pieza, que se trata de un cabezal abatible, relacionándose las orejetas por medio del pasador.
El cabezal abatible es prismático y muestra una de sus caras laterales mayores inclinada.
El patín dispone de un taladro ciego roscado en el que se acopla el tornillo de fijación a la placa de expulsión del molde.
El muelle que relaciona las dos piezas del contramolde fuerza el desplazamiento lateral flexible del cabezal abatible prismático al avanzar dicho contramolde por el casquillo guía, permitiendo el desmoldeo del negativo. Al retroceder, la cara lateral inclinada fuerza la torsión del muelle y el cierre del negativo del molde, que se configura en la cara lateral opuesta.
Breve descripción de los dibujos
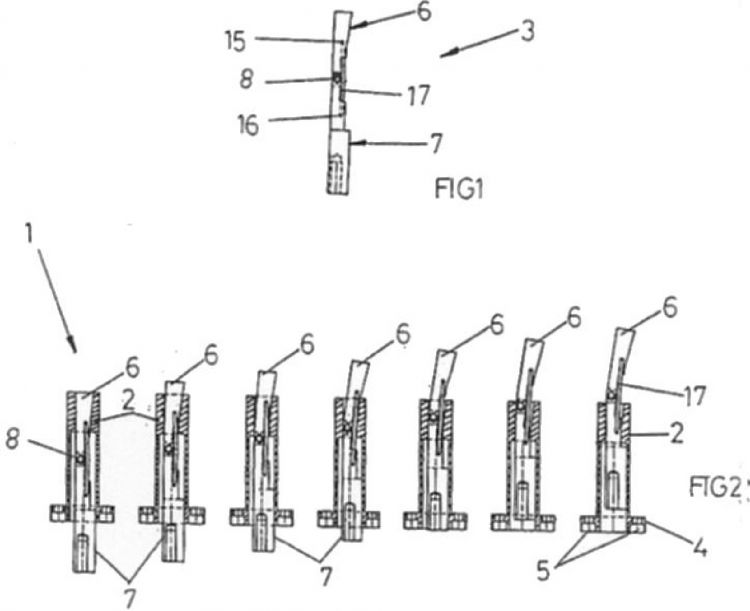
La figura 1 muestra una vista lateral del patín del sistema de la invención.
La figura 2 muestra una vista lateral del sistema en una secuencia donde aparecen sus dos posiciones extremas y varias intermedias.
La figura 3 muestra una vista en perspectiva de la pieza extrema superior del patín.
La figura 4 muestra vista lateral de la figura 3.
La figura 5 muestra una vista en perspectiva de la otra pieza del patín.
La figura 6 muestra una vista lateral de la figura 5.
La figura 7 muestra una vista seccionada de la figura 5.
La figura 8 muestra una primera variante de un contramolde móvil perteneciente al estado de la técnica, y formado por una barra de sección rectangular o circular rebajada lateralmente.
La figura 9 muestra una segunda variante de un contramolde móvil perteneciente al estado de la técnica, y formado por un patín y una cabeza abatible cilíndricos articulados entre sí.
Descripción de un ejemplo práctico de realización de la invención
El sistema de desmoldeo de negativos comprende un dispositivo (1) constituido por un casquillo guía (2) y un contramolde móvil (3).
El casquillo guía (2) presenta un ensanchamiento extremo (4) dotado de taladros pasantes (5) para acoplar tornillos de fijación a la parte desplazable del molde, no representada.
Por el interior del casquillo guía (2) se posiciona el contramolde móvil (3), constituido de dos piezas relacionadas por un pasador (8).
Una de las piezas es un patín (7) que tiene una zona cilíndrica (9) y otra forma prismática (10) que remata por su extremo en dos orejetas (11) paralelas perforadas (12) enfrentadas. La zona cilíndrica (9) dispone de un taladro ciego roscado (20) en el que se acopla el tornillo de fijación, no representado, a la placa de expulsión del molde, no representada en las figuras 1-7.
La otra pieza es un cabezal abatible (6) de forma prismática dotado de una orejeta perforada (13) que se acopla en el espacio (14) definido entre las dos orejetas (11) por medio del pasador (8).
El cabezal abatible (6) dispone de una cara lateral inclinada (14a) y en dicha zona la pieza presenta un orificio (15) ciego similar a otro orificio (16) ciego que tiene el patín (7).
En estos orificios ciegos (15, 16) se dispone un muelle (17) que fuerza el giro o desplazamiento lateral flexible del cabezal abatible (6) al avanzar el contramolde móvil (3), lo que permite el desmoldeo del negativo, no representado en las figuras 1-7, y que iría en la cara lateral del cabezal abatible (6) opuesta a su cara lateral inclinada (14a). Al retroceder el contramolde el contacto de la cara lateral inclinada (14a) con el interior del casquillo guía (2) recoloca el cabezal forzando la torsión del muelle (17).
Reivindicaciones:
1. Sistema de desmoldeo de negativos, especialmente en el moldeo en plástico; del tipo de los que comprenden un casquillo guía (2) preferentemente cilíndrico que se fija por medio de tornillos a la parte desplazable del molde, y de un contramolde móvil (3) que se desplaza por el interior del casquillo guía (2) y que consta de un patín (7) fijado a la placa de expulsión del molde, articulado a un cabezal abatible (6) que implementa el negativo; caracterizado porque la articulación entre el patín (7) y el cabezal abatible (6) consiste en un pasador (8); presentando tanto el patín (7) como el cabezal abatible (6) sendos orificios ciegos (15, 16) enfrentados en los que se acopla un muelle (17) que relaciona también ambas piezas.
2. Sistema según la reivindicación 1 caracterizado porque el patín (7) dispone de una zona extrema cilíndrica (9) que se prolonga por otra prismática (10) que remata en dos orejetas (11) paralelas perforadas (12) enfrentadas; mientras que el cabezal abatible (6) es prismático y tiene un extremo rematado en una orejeta perforada (13) que se acopla en el espacio (14) que determinan las dos orejetas (11) del patín (7).
3. Sistema según la reivindicación 2 caracterizado porque el cabezal abatible (6) dispone de una cara lateral inclinada (14a) en la zona la pieza donde está dispuesto el orificio ciego (15).
Patentes similares o relacionadas:
 PIEZA DE FUNDICION INYECTADA DE PLASTICO CON MARCACION MOLDEADA, del 23 de Marzo de 2010, de DIEHL AKO STIFTUNG & CO KG: Pieza de carcasa de fundición inyectada de plástico para bornes, enchufes, engranajes o similares, la cual comprende una cavidad que se abre hacia […]
PIEZA DE FUNDICION INYECTADA DE PLASTICO CON MARCACION MOLDEADA, del 23 de Marzo de 2010, de DIEHL AKO STIFTUNG & CO KG: Pieza de carcasa de fundición inyectada de plástico para bornes, enchufes, engranajes o similares, la cual comprende una cavidad que se abre hacia […]
Aparato y método de separación de guantes, así como también una línea de producción y proceso de producción mediante el uso del aparato y método de separación de guantes, del 8 de Julio de 2020, de SAFEDON LIMITED: Un aparato de separación de guantes para separar por completo de una serie de moldeadores por inmersión una serie correspondiente […]
Método de fabricación de tapa de bóveda de servicios públicos de polímero termoendurecible, del 3 de Junio de 2020, de Channell Commercial Corporation: Un método para fabricar una tapa de material polimérico reforzado con fibra para una bóveda de servicios públicos que comprende los pasos de: mezclar […]
Carcasa de plástico de múltiples componentes, del 18 de Diciembre de 2019, de BRAUN GMBH: Una carcasa de múltiples componentes que comprende: al menos un primer componente que comprende un primer material plástico (41a) y que […]
Ensamblaje de moldeo por compresión y métodos para moldear una puerta bloqueadora termoplástica, del 16 de Octubre de 2019, de THE BOEING COMPANY: Un ensamblaje de moldeo por compresión para moldear un núcleo de panal de una puerta bloqueadora, en donde el núcleo […]
Dispositivo para moldear un casco para una estructura de piscina monocasco, del 2 de Octubre de 2019, de Composite Industrie du Perigord: Dispositivo de moldeo de un casco para una estructura de piscina, donde dicho casco comprende paredes laterales y un fondo e incluye […]
Molde y accesorios del mismo destinados para la formación de un espaciador modular ortopédico, del 24 de Julio de 2019, de G21 S.r.l: Un molde y accesorios del mismo destinados para la formación de un espaciador modular ortopédico hecho de cemento médico, el cual define una cavidad de […]
Extracción de un guante moldeado por inmersión de un formador, del 19 de Junio de 2019, de SAFEDON LIMITED: Un aparato (20, 20', 120) de extracción de guantes para extraer completamente un guante elastomérico moldeado por inmersión parcialmente extraído de un formador […]