PROCEDIMIENTO DE SERVICIO DE UNA FILETA DE BOBINAS Y FILETA DE BOBINAS PARA UN EQUIPO ENROLLADO.
Procedimiento de servicio de una fileta de bobinas (2) para un equipo de enrollado (1),
en particular un equipo urdidor, con varias cabezas de bobinado (7) según el cual de las cabezas de bobinado se retiran mediante una máquina de enrollado (3) conjuntamente varios hilos (5) del mismo tipo o de diferentes tipos y en cada cabeza de bobinado se ejerce en el hilo en por lo menos un freno de hilo (6) una fuerza de frenado, caracterizado porque en cada hilo individual (5) se mide continuamente un valor real de la tensión de hilo en la zona entre la salida de la fileta (2) y el enrollado en la máquina de enrollado (3), porque el valor real medido de cada hilo se compara con un valor nominal correspondiente y porque al detectarse una desviación entre el valor real y el valor nominal el freno de hilo (6) del correspondiente hilo se ajusta de tal manera que el valor real se aproxima al valor nominal, activándose cada freno de hilo mediante un motor de accionamiento (20) asignado al mismo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01810404.
Solicitante: BENNINGER AG.
Nacionalidad solicitante: Suiza.
Dirección: FABRIKSTRASSE,CH-9240 UZWIL.
Inventor/es: ZELLER, HANS-PETER, BOLLEN, MANFRED, SPARI, ANTON, HANE, STEFAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Abril de 2001.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- D02H13/24 TEXTILES; PAPEL. › D02 HILOS; ACABADO MECANICO DE HILOS O CUERDAS; URDIDO O PLEGADO. › D02H URDIDO, PLEGADO O CRUZAMIENTO DE LA URDIMBRE. › D02H 13/00 Partes constitutivas de las máquinas de los grupos de esta subclase. › para hilos individuales.
Clasificación PCT:
- D02H13/24 D02H 13/00 […] › para hilos individuales.
Clasificación antigua:
- D02H13/24 D02H 13/00 […] › para hilos individuales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de servicio de una fileta de bobinas y fileta de bobinas para un equipo de enrollado.
La invención se refiere a un procedimiento para el servicio de una fileta de bobinas para un equipo de bobinado conforme al preámbulo de la reivindicación 1. Con un procedimiento de este tipo se pretende conseguir una compensación óptima de la tensión de todos los hilos en una fileta de bobinas, ya que las distancias de recorrido distintas de los hilos entre las cabezas de bobinado y la máquina de enrollado así como el guiado de los hilos conllevarían sin una compensación correspondiente tensiones de hilo diferentes. La consecuencia sería una densidad de bobinado no uniforme.
Por el documento EP-A 319 477 se conoce un dispositivo para la compensación de tensiones de los hilos en una fileta de bobinas en el cual mediante una barra de control en común pueden accionarse con fuerzas diferentes los frenos de hilo de las filas verticales de cabezas de bobinado. La barra de control se activa a través de motores de accionamiento que reciben señales de control desde un procesador. Se mide el valor real de la tensión de hilo de un conjunto de hilos completo mediante un rodillo de medición poco antes del enrollado. En lo anteriormente expuesto no es posible tener en cuenta la tensión de hilos individuales o de grupos de hilos individuales.
En el documento DE-A 195 46 473 se da a conocer un procedimiento para el control de dispositivos de enrollado para conjuntos de hilos. También aquí, una medición de la tensión del conjunto de hilos se lleva a cabo poco antes del enrollado para influir en la tensión de los hilos en la fileta de bobinas con ayuda de medios no representados en detalle. No obstante, mediante un carro de medición desplazable transversalmente sobre el conjunto de hilos es posible llevar a cabo una medición consecutiva de la tensión de hilos individuales en un intervalo de tiempo predeterminado. De estas mediciones se forma un promedio de la tensión conforme al cual se realiza el tensado conjunto de todos los hilos. Mediante este procedimiento no es posible realizar una regulación de hilos individuales, ya que no es posible explorar simultáneamente cada hilo. Otras desventajas de este procedimiento consisten en que la medición por intervalos es demasiado lenta para las velocidades de enrollado empleadas actualmente y, además, el medio de medición ejerce una carga mecánica en el respectivo hilo medido, lo que origina una modificación individual de la tensión de hilo.
El documento DE-A 44 18 729 se refiere también a un dispositivo para la regulación de la tensión de hilo en una fileta de bobinas. Este dispositivo presenta para cada soporte de bobina un rotor de frenado inmediatamente en la cabeza de bobinado. Como transmisor de medición para la tensión de hilo sirve una palanca tensora cargada por el hilo desenrollado. En cada soporte de bobina influye un dispositivo de carga que actúa mediante una presión de fluido en la palanca tensora, siendo la presión de fluido ajustable para todos los dispositivos de carga en común. De esta manera es posible superponer a la regulación individual de la tensión de hilo una posibilidad de ajuste general de todos los tensores de hilo. No obstante, una desventaja de este dispositivo consiste en que el circuito de regulación está limitado directamente a la cabeza de enrollado. Esta disposición no es apropiada para una fileta de bobinas con retirada encima de la cabeza. Además, el frenado directamente en el soporte de bobina no es apropiado para todos los procesos de trabajo y no se tiene en cuenta la longitud de recorrido distinta de los hilos entre la cabeza de bobinado y la máquina de enrollado.
Finalmente, en el documento DE-U-296 08 169 se da a conocer un dispositivo de enrollado para hilos de filetas de bobinas en el cual está incorporado un dispositivo de medición para determinar la fuerza de tracción de hilos, siendo posible el ajuste central de barras de enlazamiento previo, asignadas a las cabezas de bobinado, en función del resultado de medición. El dispositivo de medición se compone de dos listones de medición de presión en cada uno de los cuales se apoya una respectiva multiplicidad de hilos. Por lo tanto tampoco se facilita una supervisión de la tensión de tracción en el hilo individual sin tener en cuenta que los listones de medición de presión sólo pueden ejercer una carga en los hilos extremos exteriores de un conjunto de hilos.
Por el documento US-5,454,151 se conoce una fileta de bobinas con una multiplicidad de bobinas cuyos hilos se retiran mediante un tambor urdidor. Cada hilo pasa por un dispositivo para el ajuste de la tensión de un hilo. El hilo pasa en relación a la dirección de avance del hilo consecutivamente por una unidad para captar la tensión de hilo y un tambor accionado de una unidad de frenado cuya velocidad perimetral efectiva puede modificarse en el mismo sentido que la tensión de hilo captada. Los dos componentes están fijados en un soporte en común. El tambor de la unidad de frenado se acciona mediante un motor con una velocidad constante. La unidad para captar la tensión de hilo comprende un arrastrador de hilo que se desplaza junto con el hilo. Un cambio de la posición del arrastrador de hilo influye de manera directa e inmediata en la unidad de frenado.
En el documento EP-0 012 235 se muestra una disposición con una fileta de bobinas y una máquina urdidora, empleándose para cada hilo un respectivo freno de rodillo. Todas las bobinas horizontales de la fileta están unidas entre sí por medio de una barra de mando en común, por lo que es posible ajustar simultáneamente los frenos de rodillo. Las barras de mando están unidas entre sí a través de un mecanismo de palancas que puede activarse como unidad a través de un motor de un dispositivo de ajuste de freno. La disposición comprende además un dispositivo de medición de la tensión de hilo con el cual se mide la tensión de hilo de un solo hilo seleccionado. Mediante un dispositivo de regulación se comparan los valores reales, determinados mediante el dispositivo de medición de tensión de hilo, con los valores nominales preajustados y cuando existe una diferencia entre el valor nominal y el valor real se activa el motor de un dispositivo de frenado.
No obstante, en una fileta de bobinas con distintos tipos de hilos como por ejemplo con distintas calidades de hilo, grosores de hilo o colores de hilo sería deseable en general adaptar la tensión de tracción de hilo a los respectivos tipos de hilo individuales. Hasta la actualidad no ha sido posible tener en cuenta de forma individual los tipos de hilo.
Un objetivo de la invención consiste por lo tanto en crear un procedimiento del tipo inicialmente mencionado que permita con medios sencillos una regulación óptima y versátil del proceso de enrollado completo. Con un bajo consumo de energía debe ser posible emplear modernos medios electrónicos. Tiene que ser posible adaptar el control de la fileta a un máximo de condiciones de funcionamiento distintas. Este objetivo se consigue conforme a la invención mediante un procedimiento que presenta las características de la reivindicación 1.
La medición permanente del valor real de la tensión de hilo de todos los hilos permite captar con un retardo de tiempo mínimo el comportamiento respecto a la tensión de todos los hilos en la fileta completa. La medición se lleva a cabo en la zona entre la salida de la fileta y el enrollado en la máquina enrolladora, estando garantizado de esta manera que se tengan en cuenta las distintas longitudes de recorrido y las desviaciones de los hilos. El proceso de regulación puede configurarse de manera individual para hilos individuales para determinados grupos de hilos, por lo que es posible emplear la fileta de manera versátil. La función mecánica y la disposición de los frenos de hilo sólo tienen una importancia subordinada. Mediante este procedimiento se compensan los factores de influencia de los hilos como grosores distintos de hilo, estructura de hilo así como influencias del material e influencias en el punto de retirada en la fileta de bobinas.
Según el procedimiento conforme a la invención, cada freno de hilo individual se activa mediante un motor de accionamiento asignado a este. Esto es posible sin problema con los accionamientos miniaturizados actualmente ofrecidos de forma económica. De esta manera es posible por primera vez regular cada hilo individual en la fileta.
Igualmente es posible especificar un mismo valor nominal de la tensión de hilo para cada hilo de un grupo de hilos con las mismas características de material y adaptar mediante regulación...
Reivindicaciones:
1. Procedimiento de servicio de una fileta de bobinas (2) para un equipo de enrollado (1), en particular un equipo urdidor, con varias cabezas de bobinado (7) según el cual de las cabezas de bobinado se retiran mediante una máquina de enrollado (3) conjuntamente varios hilos (5) del mismo tipo o de diferentes tipos y en cada cabeza de bobinado se ejerce en el hilo en por lo menos un freno de hilo (6) una fuerza de frenado, caracterizado porque
en cada hilo individual (5) se mide continuamente un valor real de la tensión de hilo en la zona entre la salida de la fileta (2) y el enrollado en la máquina de enrollado (3),
porque el valor real medido de cada hilo se compara con un valor nominal correspondiente
y porque al detectarse una desviación entre el valor real y el valor nominal el freno de hilo (6) del correspondiente hilo se ajusta de tal manera que el valor real se aproxima al valor nominal, activándose cada freno de hilo mediante un motor de accionamiento (20) asignado al mismo.
2. Procedimiento de acuerdo con la reivindicación 1 caracterizado porque en los hilos se ejerce en por lo menos un dispositivo de pretensado (16, 17) en la dirección de avance de hilo delante de cada freno de hilo una fuerza de frenado adicional que se ajusta en función del valor real medido o que se ajusta de forma fija como valor base.
3. Procedimiento de acuerdo con la reivindicación 1 ó 2 caracterizado porque en la máquina de enrollado se mide la fuerza de tracción de la totalidad de los hilos agrupada en un conjunto de hilos en una zona delante del punto de entrada de enrollado como valor real de tracción de cinta y se compara con un valor nominal de tracción de cinta y porque al detectarse una desviación todos los frenos de hilo se ajustan simultáneamente de tal manera que el valor real de tracción de cinta se aproxima al valor nominal de tracción de cinta.
4. Fileta de bobinas (2) para un equipo de bobinado (1), en particular un equipo urdidor, con varias cabezas de bobinado (7) de las cuales mediante una máquina de enrollado (3) pueden retirarse simultáneamente varios hilos del mismo tipo o de tipos diferentes, y con por lo menos un freno de hilo (6) asignado a cada cabeza de bobinado en el cual puede ejercerse en cada hilo una fuerza de frenado, caracterizada porque
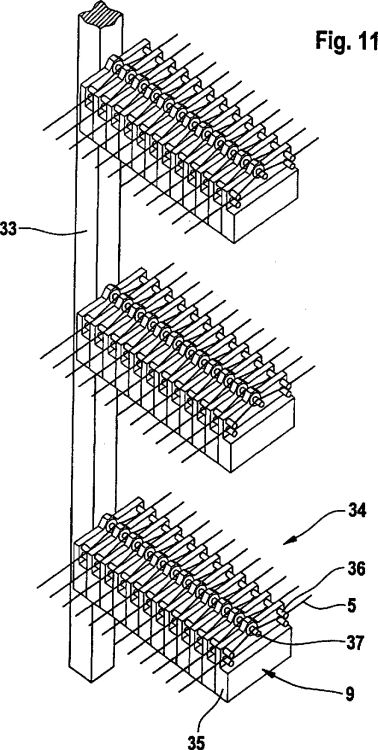
en la zona entre las cabezas de bobinado (7) más próximas a la máquina de enrollado (3) en un lado de la fileta (8) y el árbol de enrollado (14) de la máquina de enrollado (3) está dispuesto para cada hilo por lo menos un sensor de tensión de hilo (9) con el cual puede medirse permanentemente el valor real de la tensión de hilo de un hilo,
porque el valor real de cada hilo puede compararse en un dispositivo de comparación (30, 30') con un valor nominal correspondiente,
y porque al detectarse una desviación entre el valor real y el valor nominal puede activarse un motor de accionamiento mediante el cual el freno de hilo (6) del correspondiente hilo es ajustable de tal manera que el valor real se aproxima al valor nominal, siendo cada freno de hilo activable mediante un motor de accionamiento (20) asignado a este.
5. Fileta de bobinas de acuerdo con la reivindicación 4 caracterizada porque los sensores de tensión de hilo presentan un dispositivo de medición de fuerza con un elemento de medición capaz de responder a un alargamiento, siendo posible medir la fuerza que aparece transversalmente al hilo en el hilo desviado.
6. Fileta de bobinas de acuerdo con la reivindicación 4 ó 5 caracterizada porque en cada nivel de fileta están dispuestos en una fila varios sensores de tensión de hilo, estando cada sensor circundado por una carcasa por separado.
7. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 6 caracterizada porque a cada cabeza de bobinado está asignado por lo menos un dispositivo de pretensado (16, 17) para ejercer una fuerza de frenado adicional, dispuesto en la dirección de avance del hilo delante del freno de hilo, accionable independientemente del freno de hilo o ajustable de forma fija como ajuste base.
8. Fileta de bobinas de acuerdo con la reivindicación 7 caracterizada porque el dispositivo de pretensado es un dispositivo de pretensado de ojal (16) con un ojal giratorio que desplaza el hilo y/o un dispositivo de pretensado de crepé (17) con elementos de enlazamiento ajustables.
9. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 8 caracterizada porque los frenos de hilo son frenos de enlazamiento de hilo con un ángulo de enlazamiento ajustable o frenos de disco (18) con discos de freno que actúan en el hilo y pueden ejercer distintas cargas.
10. Fileta de bobinas de acuerdo con la reivindicación 7 u 8 caracterizada porque los dispositivos de pretensado (16, 17) idénticos de una fila vertical de cabezas de bobinado son ajustables mediante un motor de accionamiento (21) en común.
11. Fileta de bobinas de acuerdo con la reivindicación 7 u 8 caracterizada porque cada uno de los dispositivos de pretensado (16, 17) idénticos es ajustable mediante un motor de accionamiento asignado al mismo.
12. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 11 caracterizada porque los motores de accionamiento para los frenos de hilo son motores paso a paso y porque actúan en los frenos de hilo a través de un engranaje autobloqueante.
13. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 12 caracterizada porque a cada cabeza de bobinado está asignado por lo menos un controlador de hilos (27) para el control de rotura de hilo o el control de movimiento de hilo.
14. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 13 caracterizada porque a cada cabeza de bobinado está asignado por lo menos un medio de señalización óptico (26) para la identificación de una cabeza de bobinado y/o como ayuda de enchufe de bobina.
15. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 14 caracterizada porque todos los medios eléctricamente activables asignados a una cabeza de bobinado, en particular los motores de accionamiento para los frenos de hilo, están en unión funcional con un equipo de control central a través de interfases en serie.
16. Fileta de bobinas de acuerdo con una de las reivindicaciones 4 a 15 caracterizada porque los sensores de tensión de hilo (9) están dispuestos en una zona delante del punto de entrada de enrollado de la máquina de enrollado (3) y entre un peine de telar y un peine urdidor (11) para reunir los hilos.
17. Fileta de bobinas de acuerdo con la reivindicación 9 caracterizada porque los discos de freno para los frenos de hilo de una fila vertical son giratorios mediante un motor de accionamiento en común o porque los discos de freno para cada freno de hilo es giratorio mediante un motor de accionamiento asignado al mismo, siendo todos los motores de accionamiento activables de tal manera a través de los sensores de tensión de hilo o a través de los controladores de hilo, respectivamente, que un motor de accionamiento de una fila vertical sin hilos o los motores de accionamiento de los frenos de hilo sin hilos es o son, respectivamente, desactivable(s) de forma automática.
Patentes similares o relacionadas:
PROCEDIMIENTO PARA EL FUNCIONAMIENTO DE UNA FILETA DE BOBINAS Y FILETA PARA UNAS INSTALACION DEVANADORA., del 1 de Enero de 2004, de BENNINGER AG: Procedimiento para el funcionamiento de una fileta de bobinas para una instalación devanadora , especialmente una instalación urdidora, […]
DISPOSITIVO DE BOBINADO PARA HILOS DE FILETAS DE CARRETES., del 16 de Octubre de 2002, de SUCKER-MULLER-HACOBA GMBH & CO.: DISPOSITIVO DE DEVANADO PARA HILOS (F) A PARTIR DE FILETAS EN V, DESDE CUYAS BOBINAS SON DESENROLLADOS LOS HILOS (F) POR MEDIO DE BARRAS DE ABRAZAMIENTO […]
DISPOSITIVO DE GRADUACION CENTRAL PARA PINZAS PARA HILOS DE FILETAS DE BOBINAS., del 16 de Diciembre de 2000, de SUCKER-MULLER-HACOBA GMBH & CO.: DISPOSITIVO DE DESPLAZAMIENTO CENTRAL PARA PINZAS DE HILO DE REJILLAS DE BOBINA, CON UNAS BARRAS DE AJUSTE DESPLAZABLES VERTICALMENTE Y SUBORDINADAS EN CADA CASO […]
DISPOSITIVO PARA AJUSTAR LA TENSION DE UN HILO., del 1 de Enero de 1999, de KARL MAYER TEXTILMASCHINENFABRIK GMBH: UN DISPOSITIVO PARA EL AJUSTE DE LA TENSION DE UN HILO, QUE ES DESEMBOBINABLE DE UNA BOBINA POR MEDIO DE UN DISPOSITIVO PARA EL DESEMBOBINADO […]
FILETA DE BOBINA, del 1 de Marzo de 1997, de SUCKER-MULLER-HACOBA GMBH & CO.: LA INVENCION SE REFIERE A UNA FILETA DE BOBINA, EN PARTICULAR PARA MAQUINA URDIDORA CON EL EQUIPO DE GUIA DE HILO DISPUESTO EN EL LUGAR […]
FRENO DE DISCO PARA HILOS TEXTILES., del 1 de Noviembre de 1995, de HACOBA TEXTILMASCHINEN GMBH & CO KG: FRENO DE DISCO PARA HILOS TEXTILES, CON EJE DEL DISCO DISPUESTO PERPENDICULAR A UN SOPORTE DE FRENO HORIZONTAL DE UNA FILETA DE BOBINAS Y CON […]
DISPOSITIVO PARA LA SUPERVISION DE LA MARCHA DEL HILO EN UNA FILETA DE BOBINAS., del 1 de Octubre de 1995, de BENNINGER AG: EL DISPOSITIVO DE APRIETE PARA SUJETAR EL HILO CON LA MAQUINA PARADA ESTA PROVISTO DE UNA MORDAZA DE APRIETE , QUE SE PUEDE PRESIONAR MEDIANTE UN DISPOSITIVO […]
 PROCEDIMIENTO Y DISPOSICION PARA EL FUNCIONAMIENTO DE UNA FILETA DE BOBINAS PARA UNA INSTALACION BOBINADORA ASI COMO UNA FILETA DE BOBINAS, del 1 de Julio de 2008, de BENNINGER AG: Procedimiento para el funcionamiento de una fileta de bobinas para una instalación bobinadora , especialmente una instalación urdidora, con varias […]
PROCEDIMIENTO Y DISPOSICION PARA EL FUNCIONAMIENTO DE UNA FILETA DE BOBINAS PARA UNA INSTALACION BOBINADORA ASI COMO UNA FILETA DE BOBINAS, del 1 de Julio de 2008, de BENNINGER AG: Procedimiento para el funcionamiento de una fileta de bobinas para una instalación bobinadora , especialmente una instalación urdidora, con varias […]