PROCEDIMIENTO PARA REALIZAR UNA UNION POSITIVA ENTRE UN INSERTO DE HERRAMIENTA Y UN PORTAHERRAMIENTAS DE UNA HERRAMIENTA ROTATORIA.
Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta accionada de forma rotatoria,
presentando el portaherramientas superficies de asiento que reciben el inserto de herramienta en unión positiva y a través de las cuales se transmiten fuerzas o pares de giro al inserto de herramienta, fabricándose el inserto de herramienta de un material más duro que el portaherramientas, mediante la sinterización de una pieza prensada de polvo, caracterizado porque una pieza prensada sinterizada (10, 10a, 10b) se usa para el inserto de herramienta como troquel de estampado con el que se fabrican las superficies de asiento en una multitud de portaherramientas (40, 60) mediante estampado o moldeo por presión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013063.
Solicitante: FETTE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GRABAUER STRASSE 24,21493 SCHWARZENBEK.
Inventor/es: GUTSCHE, CHRISTIAN, DEHN, GERHARD, KUGOLOWSKI,MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Junio de 2006.
Fecha Concesión Europea: 3 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21K25/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › Ensamblado de elementos con objeto de que formen una sola pieza, p. ej. ensamblado de ruedas y de árboles de turbinas, de bridas y de guarniciones, con o sin conformación de los elementos constitutivos (ensamblado por acoplamiento o por compresión B23P 11/02, B23P 19/02).
- B23C5/22B1B
- B23G5/06 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q). › B23G 5/00 Herramientas de fileteado; Terrajas. › Triscadores (mandriles apropiados B23B 31/00).
- B23G7/02 B23G […] › B23G 7/00 Formación de roscas por medio de herramientas semejantes a la vez por su forma y por su modo de utilización a las herramientas de fileteado, pero que trabajan sin levantamiento de virutas (características de las máquinas o de los dispositivos no especialmente adaptados a este modo particular de formación de roscas B23G 1/00). › Herramientas a este fin.
Clasificación PCT:
- B23D77/02 B23 […] › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 77/00 Herramientas de escariado. › Escariadores con arista de corte incorporadas.
- B23G1/46 B23G […] › B23G 1/00 Fileteado; Máquinas automáticas especialmente concebidas para el fileteado. › para sujetar las herramientas de fileteado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta rotatoria.
La invención se refiere a un procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta rotatoria según el preámbulo de la reivindicación 1.
Por el documento DE10136293A1 se conoce un dispositivo para moldear roscas o un macho de roscar con un vástago y con un elemento perfilado separado como tramo de perfil de moldeo o de corte, que mediante un dispositivo de fijación puede fijarse al vástago de forma céntrica y no giratoria. El elemento de perfil tiene forma de placa y un cono de entrada o de corte. En las superficies finales del vástago y en la superficie lateral enfrentada del elemento de perfil están formados salientes y/o ahondamientos que engranan entre sí en unión positiva. De esta manera se produce el centrado automático del elemento de perfil en el vástago cuando el elemento de perfil se aplica en el vástago. Además, a través de la unión positiva se produce una transmisión del par de giro del vástago al elemento de perfil en forma de placa. El elemento de perfil se fija, mediante un tornillo céntrico, en un taladro roscado axial en el vástago. Los salientes pueden estar formados por nervios radiales y los ahondamientos pueden estar formados por ranuras radiales. El elemento de perfil se compone de un metal duro, de cerámica o similar. El vástago se compone, por ejemplo, de un acero adecuado para herramientas. En el dispositivo para moldear roscas o el macho de roscar conocido, es posible proporcionar una multitud de elementos de perfil diferentes con diferentes diámetros, con un paso diferente etc., para la unión con un vástago unitario. Por lo tanto, el elemento de perfil tiene que componerse sólo de un material duro adecuado. Por consiguiente, se reduce considerablemente la cantidad de material empleado.
Es habitual producir herramientas e insertos de herramientas de un material duro en un procedimiento de sinterización a partir de una pieza prensada de polvo. Esto se ofrece también para el elemento de perfil de la herramienta conocida. Los ahondamientos y las elevaciones para una superficie de asiento alrededor de portaherramientas se realizan mediante un mecanizado con arranque de virutas. Ni el mecanizado con arranque de virutas más cuidado es capaz de evitar la aparición de diferencias dimensionales. Las diferencias dimensionales, sin embargo, perjudican la disposición de precisión de los elementos de perfil en el vástago de la herramienta e influyen en el comportamiento de transmisión del par de giro durante el uso.
Por el documento EP0802006A se ha conocido conseguir para insertos de corte un apriete de tal forma que con la ayuda de un contorno correspondiente en forma de elevaciones se deforman plásticamente las superficies de contracto dentro del portaherramientas. Para ello, se aprovecha que el material del que están hechos los insertos de corte tiene una mayor dureza que el material del portaherramientas. Para ello, el inserto de corte está provisto de elementos elevados que se introducen en las superficies de contacto del portaherramientas.
La invención tiene el objetivo de proporcionar un procedimiento para realizar una unión positiva exenta de juego entre un inserto de herramienta y un portaherramientas de una herramienta rotatoria.
Este objetivo se consigue mediante las características de la reivindicación 1.
En el procedimiento según la invención, una pieza prensada sinterizada se usa para el inserto de herramienta como troquel con el que se realizan las superficies de asiento en el portaherramientas mediante moldeo por presión.
Durante el prensado y la sinterización de un inserto de herramienta, mediante la configuración correspondiente de la herramienta prensora pueden conformarse adicionalmente las superficies de asiento en el inserto de herramienta, que actúan en conjunto con superficies de asiento del portaherramientas. Esto lo aprovecha el procedimiento según la invención, al igual que el hecho de que el inserto de herramienta es más duro que el portaherramientas. En el procedimiento según la invención como troquel se usa una pieza prensada sinterizada de entre una multitud de piezas prensadas idénticas para insertos de corte. Con la ayuda del troquel, en un procedimiento de estampado se estampan las superficies de asiento en el portaherramientas.
El procedimiento según la invención tiene la ventaja de que no se produce un juego entre las superficies de asiento del inserto de herramienta, por una parte, y el portaherramientas, por otra parte, ya que ambas superficies de asiento radican en una forma original formada por la herramienta de prensado para realizar las piezas prensadas para los insertos de herramienta. Habitualmente, las superficies de asiento se producen mediante conformación con arranque de virutas, con lo que naturalmente no se puede descartar que resulte un juego. Las diferencias en esta "herramienta original" con respecto a las dimensiones prescritas se reproducen en la pieza prensada y se transmiten a su vez al portaherramientas por la pieza prensada sinterizada. Las piezas prensadas sinterizadas, a partir de las cuales se fabrican insertos de herramienta, también presentan las diferencias de la herramienta original, de modo que las superficies de asiento del inserto de herramienta y del portaherramientas engranan unas en otras exactamente, es decir sin juego.
Se entiende que la ventaja descrita se consigue sustancialmente sólo si tanto la pieza prensada sinterizada, empleada como troquel, como los insertos de herramienta se han fabricado con las mismas herramientas de la prensa de polvo.
La invención puede emplearse en todos los casos donde insertos de herramienta actúan en conjunto en unión positiva con un portaherramientas, por ejemplo, en placas de corte de una herramienta de fresado, sujetas en superficies de asiento del portaherramientas (por ejemplo, documento DE19848045C2).
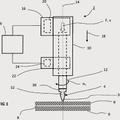
Según una configuración de la invención está previsto que el procedimiento según la invención se use también para herramientas con un vástago como portaherramientas y con un dispositivo para moldear roscas o una herramienta de corte como inserto de herramienta, estando dispuesto el inserto de herramienta de forma axialmente céntrica respecto al vástago. Preferentemente, el inserto de herramienta se compone de un material duro macizo y el portaherramientas se compone de un acero adecuado para herramientas.
Según una configuración de la invención, las superficies de asiento se conforman con ahondamientos y elevaciones prismáticos. Alternativamente, las superficies de asiento están formados por un dentado en los extremos del inserto de herramienta y del portaherramientas, estando dispuestos en el sentido circunferencial radialmente en los mismos intervalos los vértices de diente y los valles de diente.
En la herramienta conocida, descrita anteriormente, las superficies de asiento son de tal forma que el portaherramientas por una parte y el elemento de perfil, por otra parte, pueden adoptar diferentes posiciones de giro uno respecto a otro. Sin embargo, dado que, visto en el sentido circunferencial, pueden existir diferencias dimensionales, según otra configuración de la invención resulta ventajoso que las superficies de asiendo presenten un indexado, de tal forma que las superficies de asiento del inserto de herramienta y del portaherramientas puedan ponerse en engrane en unión positiva uno respecto a otro sólo en una única posición de giro. El indexado se puede conseguir, por ejemplo, de tal forma que una elevación o un ahondamiento está dimensionado de forma distinta a los demás, para que de esta manera la unión positiva pueda realizarse sólo de tal forma que la elevación y el ahondamiento prismáticos engranen entre sí.
El procedimiento según la invención no sólo conduce a una mayor precisión de ajuste del inserto de herramienta y del portaherramientas, sino también permite un procedimiento de fabricación extraordinariamente económico. Además, mediante el procedimiento según la invención se logra una mayor estabilidad en las superficies de asiento. En cualquier caso, es mayor que en la fabricación de las superficies de asiento mediante un procedimiento con arranque de virutas.
A continuación, la invención se describe con mayor detalle con la ayuda de ejemplos de realización representados en dibujos.
La figura 1 muestra una pieza prensada sinterizada para la realización del procedimiento según la invención.
Reivindicaciones:
1. Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta accionada de forma rotatoria, presentando el portaherramientas superficies de asiento que reciben el inserto de herramienta en unión positiva y a través de las cuales se transmiten fuerzas o pares de giro al inserto de herramienta, fabricándose el inserto de herramienta de un material más duro que el portaherramientas, mediante la sinterización de una pieza prensada de polvo, caracterizado porque una pieza prensada sinterizada (10, 10a, 10b) se usa para el inserto de herramienta como troquel de estampado con el que se fabrican las superficies de asiento en una multitud de portaherramientas (40, 60) mediante estampado o moldeo por presión.
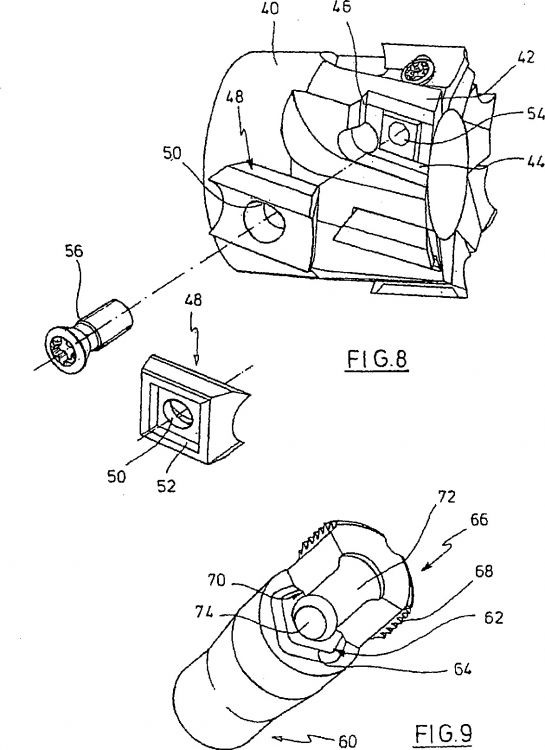
2. Procedimiento según la reivindicación 1, caracterizado porque las superficies de asiento (42, 44, 4 6) para al menos un inserto de herramienta (48) se conforman en el contorno de un portaherramientas (40).
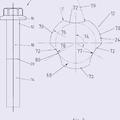
3. Procedimiento según la reivindicación 1, caracterizado porque las superficies de asiento (62, 64) para un inserto de herramienta (66) se conforman de forma axial y céntrica en el lado frontal del portaherramientas (60).
4. Procedimiento según una de las reivindicaciones 1 y 3, caracterizado porque el inserto de herramienta está hecho de metal duro macizo y el portaherramientas está hecho de acero para herramientas.
5. Procedimiento según una de las reivindicaciones 3 ó 4, caracterizado porque la superficie de asiento (62) se conforma con elevaciones o ahondamientos prismáticos.
6. Procedimiento según una de las reivindicaciones 3 a 5, caracterizado porque las superficies de asiento se conforman con un dentado en los extremos del inserto de herramienta y del portaherramientas, estando dispuestos radialmente las crestas de diente y los fondos de diente que se encuentran a distancias uniformes en el sentido circunferencial.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque en superficies de asiento dispuestos de forma rotacionalmente simétrica, el troquel presenta un indexado de tal forma que las superficies de asiento del inserto de herramienta y del portaherramientas pueden ponerse en engrane en unión positiva sólo en una única posición de giro uno respecto a otro.
Patentes similares o relacionadas:
Procedimiento y dispositivo para colocar un tornillo, del 9 de Octubre de 2019, de Weber Schraubautomaten GmbH: Procedimiento para colocar un tornillo especialmente un tornillo formador de agujero por fluencia, en el que se acciona el tornillo […]
PASTILLA DE FRENO PARA DISCO DE FRENO, del 8 de Abril de 2019, de TRW AUTOMOTIVE ESPAÑA S.L: 1. Pastilla de freno para disco de freno, que comprende: - una placa soporte para recibir un revestimiento de fricción, teniendo la placa […]
PASTILLA DE FRENO Y SU PROCEDIMIENTO DE FABRICACIÓN, del 6 de Diciembre de 2018, de TRW AUTOMOTIVE ESPAÑA S.L: Pastilla de freno para disco de freno, y procedimiento de fabricación de ésta, que comprende una placa soporte con una primera superficie , una segunda […]
PASTILLA DE FRENO PARA DISCO DE FRENO Y PROCEDIMIENTO DE FABRICACIÓN DE DICHA PASTILLA DE FRENO PARA DISCO DE FRENO, del 3 de Diciembre de 2018, de TRW AUTOMOTIVE ESPAÑA S.L: Pastilla de freno para disco de freno, y procedimiento de fabricación de ésta, que comprende una placa soporte con una primera superficie […]
Método para fabricar una articulación, articulación y perno articulado, del 9 de Octubre de 2018, de SCHMIDT, HEIKO: Método para fabricar una articulación o una unión articulada , en el que, en al menos una abertura de un componente , se prevé un casquillo de […]
 Tornillo en dos aceros con unión por prensado por extrusión y procedimiento para fabricar un tornillo de este tipo, del 23 de Diciembre de 2015, de EJOT GMBH & CO. KG: Tornillo en dos aceros , con una parte de cabeza y con una parte cortante , estando fabricada la parte de cabeza de un material resistente […]
Tornillo en dos aceros con unión por prensado por extrusión y procedimiento para fabricar un tornillo de este tipo, del 23 de Diciembre de 2015, de EJOT GMBH & CO. KG: Tornillo en dos aceros , con una parte de cabeza y con una parte cortante , estando fabricada la parte de cabeza de un material resistente […]
 Procedimiento para el atornillado directo de componentes, especialmente para el atornillado de perforación continua, así como dispositivo para el atornillado directo de componentes, del 16 de Diciembre de 2015, de DEPRAG Schulz GmbH u. Co: Procedimiento para el atornillado directo de componentes , especialmente para el atornillado de perforación continua, en el que en una primera fase de proceso (I) se […]
Procedimiento para el atornillado directo de componentes, especialmente para el atornillado de perforación continua, así como dispositivo para el atornillado directo de componentes, del 16 de Diciembre de 2015, de DEPRAG Schulz GmbH u. Co: Procedimiento para el atornillado directo de componentes , especialmente para el atornillado de perforación continua, en el que en una primera fase de proceso (I) se […]
 Procedimiento de fabricación de un conjunto de eje de transmisión, del 21 de Mayo de 2013, de DANA AUTOMOTIVE SYSTEMS GROUP, LLC: Un procedimiento para asegurar entre sí un eje del tubo maestro estriado de un conjunto de accionamiento a un yugo terminal estriado, comprendiendo el procedimiento […]
Procedimiento de fabricación de un conjunto de eje de transmisión, del 21 de Mayo de 2013, de DANA AUTOMOTIVE SYSTEMS GROUP, LLC: Un procedimiento para asegurar entre sí un eje del tubo maestro estriado de un conjunto de accionamiento a un yugo terminal estriado, comprendiendo el procedimiento […]