PIEZA CONSTRUCTIVA PERFILADA POR RODILLOS Y PROCEDIMIENTO PARA SU PRODUCCION.
Pieza constructiva perfilada por rodillos, en especial para un vehículo de motor,
que está producida a
partir de dos piezas aisladas (1, 2), que presentan una altura variable sobre su eje longitudinal y que están unidas entre sí, en especial mediante soldadura, en especial mediante soldadura láser, caracterizada porque las piezas aisladas (1, 2) están producidas mediante perfilado por rodillos y porque una o ambas piezas aisladas (1, 2) están cortadas por su arista interior (6, 6'), y porque ambas piezas aisladas (1, 2) están unidas entre sí por su arista interior (6, 6')
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08002028.
Solicitante: DURA AUTOMOTIVE BODY & GLASS SYSTEMS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KONIGSTRASSE 57,58840 PLETTENBERG.
Inventor/es: BACHMANN, HORST, HORSTKOTTER, RALF.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Febrero de 2008.
Fecha Concesión Europea: 16 de Junio de 2010.
Clasificación Internacional de Patentes:
- B21D5/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › utilizando rodillos de conformación (B21D 5/12 tiene prioridad).
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
Clasificación PCT:
- B21D5/08 B21D 5/00 […] › utilizando rodillos de conformación (B21D 5/12 tiene prioridad).
- B21D53/88 B21D 53/00 […] › de otras partes de vehículos, p. ej. capós guardabarros.
- B23K26/20 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
- B62D21/00 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › Chasis, es decir, infraestructura sobre la cual la carrocería del vehículo puede ser montada (chasis y carrocerías combinadas B62D 23/00).
- B62D25/00 B62D […] › Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Pieza constructiva perfilada por rodillos y procedimiento para su producción.
La invención se refiere a una pieza constructiva perfilada por rodillos, en especial para un vehículo de motor, y a un procedimiento para producir una pieza constructiva de este tipo. La pieza constructiva perfilada por rodillos es en especial una pieza estructural o pieza de carrocería de un vehículo de motor.
Ya se conocen piezas constructivas que se producen mediante perfilado por rodillos o perfilado por laminación.
Del documento DE 100 11 755 B4 se conoce un procedimiento para producir un perfil con una sección transversal variable sobre el eje longitudinal de la pieza constructiva mediante perfilado por laminación. Mediante este procedimiento, sin embargo, sólo pueden producirse perfiles que sean variables en anchura.
Se conoce una pieza constructiva perfilada por rodillos según el preámbulo de la reivindicación 1 del documento DE 197 20 109 A1.
La tarea de la invención consiste en proponer una pieza constructiva perfilada por rodillos que sea variable en su altura, y un procedimiento para su producción.
Conforme a la invención esta tarea es resuelta mediante una pieza constructiva perfilada por rodillos con las particularidades de la reivindicación 1. La pieza constructiva perfilada por rodillos, en la que se trata en especial de una pieza estructural o pieza de carrocería de un vehículo de motor, está producida a partir de dos piezas aisladas, que presentan una altura variable sobre su eje longitudinal y que están unidas entre sí. Es posible producir la pieza constructiva a partir de más de dos piezas aisladas. La unión de las piezas aisladas puede realizarse mediante soldadura, en especial mediante soldadura láser.
Conforme a la invención una o ambas piezas aislada están cortadas por su arista interior. Las piezas aisladas están unidas entre sí por las aristas interiores dado el caso cortadas.
En las reivindicaciones subordinadas se describen perfeccionamientos ventajosos.
Un perfeccionamiento ventajoso está caracterizado porque las piezas aisladas presentan un segmento horizontal y un segmento vertical. Es posible que las piezas aisladas presenten varios segmentos horizontales. En lugar de esto o adicionalmente las piezas aisladas pueden presentar varios segmentos verticales. Por un segmento horizontal debe entenderse un segmento que se extiende en la dirección de la anchura de la pieza aislada o de la pieza constructiva. Por un segmento vertical debe entenderse un segmento que se extiende en la dirección de la altura de la pieza aislada o de la pieza constructiva. Es ventajoso que la pieza aislada presente un perfil en Z con un segmento vertical y dos segmentos horizontales. Aparte de esto puede ser ventajoso que la pieza aislada presente un perfil en L con un segmento horizontal y uno vertical. También son posibles otras formas de perfil.
Otro perfeccionamiento ventajoso está caracterizado porque la altura de las piezas aisladas o de los segmentos verticales de las piezas aisladas son mayores en el centro que en los extremos. Esto es especialmente ventajoso si la pieza constructiva se somete a un esfuerzo de flexión. De forma preferida la pieza constructiva o pieza aislada presenta en el centro la máxima altura.
En determinados casos es ventajoso que las piezas aisladas presenten una anchura variable sobre su eje longitudinal.
La tarea en la que se basa la invención es resuelta además mediante un procedimiento con las particularidades de la reivindicación 5. El procedimiento para producir una pieza constructiva mediante perfilado por rodillos, en especial una pieza constructiva conforme a la invención, está caracterizado porque se producen dos piezas aisladas con una altura variable sobre su eje longitudinal. También pueden producirse más de dos piezas aisladas. Las piezas aisladas se producen mediante perfilado por rodillos.
Una, ambas o todas las piezas aisladas se cortan por su arista interior. Por medio de que las piezas aisladas presentan una altura variable sobre su eje longitudinal, se obtienen en general aristas interiores que no discurren en línea recta. Las aristas interiores se cortan de forma preferida en línea recta. Sin embargo, es posible también cortar las aristas interiores no en línea recta.
Las piezas aisladas se unen entre sí por sus aristas interiores. La unión se realiza de forma preferida mediante soldadura, en especial mediante soldadura láser.
Un perfeccionamiento ventajoso está caracterizado porque las piezas aisladas se producen con una anchura variable sobre su eje longitudinal.
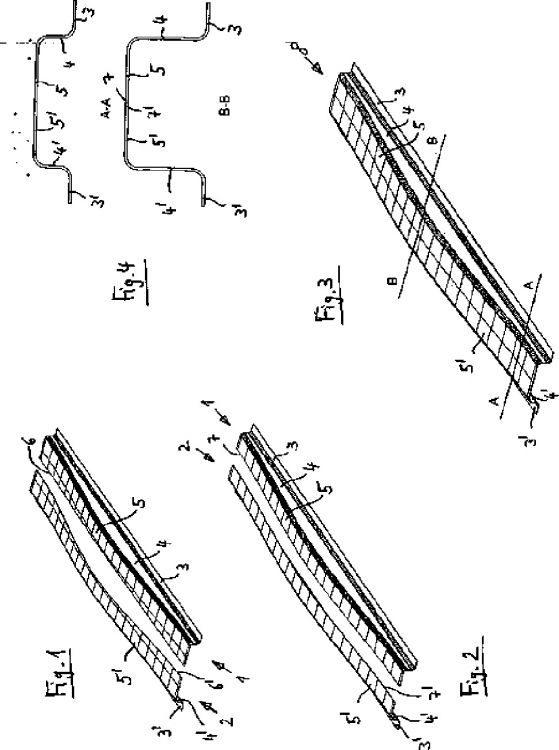
A continuación se explica en detalle un ejemplo de ejecución de la invención con base en el dibujo adjunto. En el dibujo muestran
la figura 1 dos piezas aisladas con alturas variables sobre su eje longitudinal en una representación en perspectiva,
la figura 2 las piezas aisladas conforme a la figura 1 con aristas interiores cortadas,
la figura 3 las piezas aisladas conforme a la figura 2 en estado de unión mutua y
la figura 4 secciones transversales a lo largo de las líneas A-A y B-B en la figura 3.
En la figura 1 se han representado una primera pieza aislada 1 y una segunda pieza aislada 2, estando producidas ambas mediante perfilado por rodillos a partir de una tira de chapa plana rectangular. La primera pieza aislada 1 presenta una sección transversal en forma de Z, que se compone de un primer segmento 3 horizontal inferior, un segmento 4 vertical y un segmento 5 horizontal superior. El segmento 3 horizontal inferior presenta sobre el eje longitudinal de la primera pieza aislada 1 de la misma anchura. El segmento 4 vertical presenta una altura variable sobre el eje longitudinal de la primera pieza aislada 1. La altura del segmento 4 vertical es mínima en los extremos de la primera pieza aislada 1. Aumenta hacia el centro y alcanza en el centro la máxima altura. La altura del segmento 4 vertical sigue un recorrido fundamentalmente en forma de S. En el centro es mayor que en los extremos.
Esta configuración es especialmente ventajosa cuando la pieza constructiva sufre un esfuerzo de flexión, ya que el momento de flexión es máximo en el centro de la pieza constructiva y allí la mayor altura de los segmentos verticales se contrapone a la resistencia máxima.
Debido a que la altura del segmento 4 vertical de la primera pieza aislada 1 es variable sobre el eje longitudinal de la pieza constructiva, la arista interior 6 no forma en el extremo del segmento 5 horizontal superior ninguna línea recta. En el ejemplo de ejecución se necesita en el centro de la primera pieza aislada 1 más material para el segmento 4 vertical, de tal modo que allí se dispone de menos material para el segmento 5 horizontal superior. La anchura del segmento 5 horizontal superior es por lo tanto menor en el centro de la primera pieza aislada 1 que en los extremos.
La segunda pieza aislada 2 es simétrica a la primera pieza aislada 1 y comprende los componentes correspondientes 3', 4', 5' y 6'. Las ejecuciones sobre la primera pieza aislada 1 son válidas de forma correspondiente para la segunda pieza aislada 2.
Las piezas aisladas 1, 2 se cortan por sus aristas interiores 6, 6'. Como puede verse en la figura 2 las piezas aisladas 1, 2 se cortan por sus aristas interiores 6, 6' en línea recta, de tal modo que se forman aristas de corte 7, 7' rectilíneas que discurren en paralelo al eje longitudinal de las piezas aisladas 1, 2.
A continuación se unen entre sí las piezas aisladas 1, 2 a lo largo de las aristas de corte 7, 7', precisamente soldadas, en especial soldadas por láser. Por medio de esto se forma la pieza constructiva 8 mostrada en la figura 3, que presenta una altura variable sobre su eje longitudinal. La pieza constructiva 8 tiene sobre su eje longitudinal en todas partes la misma anchura, es decir, en todas partes la misma distancia a los segmentos verticales 4, 4'. Sin embargo, también podrían presentar una anchura variable sobre su eje longitudinal (no representada en el dibujo).
Las secciones transversales de la pieza constructiva 8 forman, como puede verse en la figura 4, un perfil de sombrero con segmentos horizontales inferiores 3, 3', segmentos verticales 4, 4' y segmentos horizontales superiores 5, 5', que están unidos entre sí a lo largo de las aristas de corte interiores 7, 7'. En el extremo de la pieza constructiva 8, es decir en el corte A-A, su altura es menor en el centro, precisamente en el corte B-B.
Reivindicaciones:
1. Pieza constructiva perfilada por rodillos, en especial para un vehículo de motor, que está producida a
partir de dos piezas aisladas (1, 2), que presentan una altura variable sobre su eje longitudinal y que están unidas entre sí, en especial mediante soldadura, en especial mediante soldadura láser, caracterizada porque las piezas aisladas (1, 2) están producidas mediante perfilado por rodillos y porque una o ambas piezas aisladas (1, 2) están cortadas por su arista interior (6, 6'), y porque ambas piezas aisladas (1, 2) están unidas entre sí por su arista interior (6, 6').
2. Pieza constructiva perfilada por rodillos según la reivindicación 1, caracterizada porque las piezas aisladas (1, 2) presentan un segmento horizontal (3, 3', 5, 5') y un segmento vertical (4, 4').
3. Pieza constructiva perfilada por rodillos según la reivindicación 1 ó 2, caracterizada porque la altura de las piezas aisladas (1, 2) o de los segmentos verticales (4, 4') de las piezas aisladas (1, 2) es mayor en el centro que en los extremos.
4. Pieza constructiva perfilada por rodillos según una de las reivindicaciones anteriores, caracterizada porque las piezas aisladas (1, 2) presentan una anchura variable sobre su eje longitudinal.
5. Procedimiento para producir una pieza constructiva mediante perfilado por rodillos, en especial una pieza constructiva según una de las reivindicaciones 1 a 4, en el que dos piezas aisladas (1, 2) están producidas mediante perfilado por rodillos con una altura variable sobre su eje longitudinal y están unidas entre sí exclusivamente, en especial mediante soldadura, en especial mediante soldadura láser, caracterizado porque una o ambas piezas aisladas (1, 2) están cortadas por su arista interior (6, 6'), y porque las piezas aisladas (1, 2) están unidas entre sí por su arista interior (6, 6').
6. Procedimiento según la reivindicación 5, caracterizado porque las piezas aisladas (1, 2) están producidas con una anchura variable sobre su eje longitudinal.
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Procedimiento y herramienta para la fabricación de componentes de chapa, del 24 de Junio de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes de chapa, comprendiendo el procedimiento: - preformar una pieza de trabajo hasta formar un componente preformado , introduciéndose […]
Método para producir una placa metálica con una arista sobresaliente, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un método para producir una lámina metálica mediante el uso de un laminador que incluye al menos dos cajas de laminado (S1-S6), incluyendo la lámina metálica , […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Método y aparato para fabricar componentes de prensado, del 1 de Abril de 2020, de NIPPON STEEL CORPORATION: Un método para fabricar un componente de prensado , mediante la realización del trabajo de prensado sobre una pieza en bruto o una pieza en bruto preconformada, […]
Útil de curvado para traviesa de vehículo automóvil, del 19 de Febrero de 2020, de PSA Automobiles SA: Útil de curvado de perfiles , especialmente de traviesas de absorción de impactos para vehículo, comprendiendo el útil : un primer soporte , especialmente […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Dispositivo de moldeo por prensado y método de moldeo por prensado, del 8 de Enero de 2020, de NIPPON STEEL CORPORATION: Un aparato (1; 1'; 1'') de formación por prensado para fabricar un artículo (100; 100') formado por prensado a partir de una plancha de la pieza de trabajo […]