MOLDEADO POR INYECCION DE VENTILADORES DE PLASTICO.
Procedimiento de fabricación de un ventilador (10) a partir de una pluralidad de paletas de ventilador (12),
comprendiendo las etapas de:
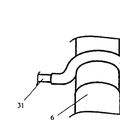
- proporcionar una herramienta de moldeado por inyección (31) la cual define una sección del cubo del ventilador (14);
- el montaje de un número previamente determinado de paletas del ventilador previamente formadas (12) con la herramienta de moldeado por inyección (31) de modo que los extremos interiores (17) de dichas paletas (12) se extienden dentro de una cavidad (32) en el interior de la herramienta;
- inyección de material plástico sintético dentro de la herramienta (31) y permitir que el material inyectado se enfríe o fragüe para formar de ese modo un cubo moldeado (14) con los extremos interiores (17) de las paletas (12) unidos al mismo; caracterizado porque las paletas del ventilador (12) están formadas previamente y montadas con la herramienta de moldeado por inyección de tal modo que la orientación de las paletas se puede ajustar con relación a la herramienta (31) para definir un ángulo de paso previamente determinado proporcionando tanto una pluralidad de formas diferentes de las paletas para cada ángulo deseado, como proporcionando diferentes plantillas (30) o diferentes elementos de orientación de las paletas (34) para sostener las paletas del ventilador a los ángulos diferentes previamente determinados
Tipo: Resumen de patente/invención. Número de Solicitud: W0200326AU.
Solicitante: AUSTRALIAN FAN & MOTOR CO PTY LTD.
Nacionalidad solicitante: Australia.
Dirección: 23 HEALEY ROAD,DANDENONG SOUTH, VICTORIA 3175.
Inventor/es: HARRIS,RICHARD.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B29C45/14C
- B29C45/14G
- F04D29/02C
- F04D29/38D
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29D31/00
Clasificación antigua:
- B29C45/14 B29C 45/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29D31/00
Fragmento de la descripción:
Moldeado por inyección de ventiladores de plástico.
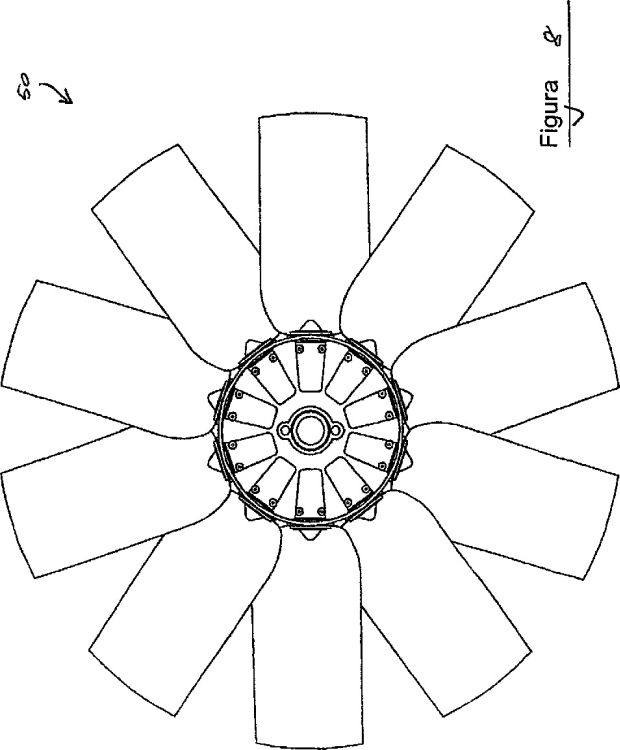
Esta invención se refiere a mejoras en ventiladores y se refiere particularmente a mejoras en ventiladores axiales en donde una pluralidad de paletas del ventilador se extienden radialmente desde un cubo.
Los ventiladores normalmente están formados de material plástico sintético mediante moldeado por inyección. Se fabrica una herramienta de modelado por inyección la cual define la configuración de la forma y las características estructurales del ventilador moldeado. Sin embargo, el coste de las herramientas de moldeado por inyección es extremadamente alto y se requiere una herramienta diferente para ventiladores de diferentes formas, tamaños, ángulos de paso de las aletas, número de aletas, estructuras y formas de los cubos y similares.
Mientras es conocida la fabricación de ventiladores utilizando un proceso de montaje en el cual las paletas individuales se fijan a un cubo mediante un elemento de fijación o similar, los procesos de este tipo son relativamente caros debido al tiempo de manipulación y montaje.
El documento AT 361101 revela una rueda de paletas que comprende paletas individuales provistas de piezas de encastre en plástico formadas sobre las mismas. Las piezas de encastre están provistas de perfiles que sobresalen. Dispuestas de forma adjunta, las piezas de encastre forman un anillo, en el que piezas de encastre adyacentes se sostienen juntas y se unen en un cuerpo sólido mediante fundido en el material del cubo.
El documento GB 1490055 revela una rueda de ventilador. Para montar la rueda de ventilador, las paletas individuales se insertan dentro de orejas en el cuerpo del cubo. El conjunto resultante se inserta dentro de una herramienta de moldeado por inyección.
El documento US 3264016 revela un acoplamiento de cubo y árbol. Un componente del acoplamiento es un cubo provisto de paletas moldeadas en el mismo o unidas mecánicamente. El cubo puede tener una construcción de plástico de una pieza.
El documento US 2857094 revela un procedimiento de construcción de rotores de plástico integralmente formados en los cuales las paletas de los mismos están reforzados mediante haces de filamentos de alta resistencia, pares de paletas estando moldeadas en extremos opuestos de los haces de fibras los cuales pasan a través y se unen con resina en la parte del cubo del rotor.
Por lo tanto es deseable fabricar una estructura de ventilador mejorada que evite por lo menos algunas de las desventajas de los ventiladores existentes.
Es deseable proporcionar un procedimiento de fabricación mejorado de un ventilador que evite las desventajas de los procedimientos de fabricación existentes.
También es deseable proporcionar un procedimiento de fabricación mejorado de un ventilador que facilite la variación de las características del ventilador.
También es deseable proporcionar un proceso de fabricación mejorado del ventilador que sea relativamente simple y sea económico.
También es deseable proporcionar un procedimiento de fabricación mejorado del ventilador el cual produzca un ventilador de una única pieza.
También es deseable proporcionar un procedimiento de fabricación de ventiladores de tamaños y configuraciones diferentes y con diferentes propiedades utilizando componentes normales.
Se proporciona un procedimiento de fabricación de un ventilador a partir de una pluralidad de paletas de ventilador, comprendiendo las etapas de:
- proporcionar una herramienta de moldeado por inyección que define una sección del cubo del ventilador; el montaje de un número previamente determinado de paletas del ventilador previamente formadas con la herramienta de moldeado por inyección de modo que los extremos interiores de dichas paletas se extienden dentro de cavidades en el interior de la herramienta;
- inyección de material plástico sintético dentro de la herramienta; y
- permitir que el material inyectado se enfríe o fragüe para formar de ese modo un cubo moldeado con los extremos interiores de las paletas unidos al mismo.
Las paletas pueden ser formadas con cualquier forma deseada y pueden estar formadas de cualquier material adecuado. Sin embargo, es importante que los extremos interiores de las paletas estén formados para ser recibidos en el interior de la herramienta de moldeado por inyección y que se puedan enchavetar dentro del cubo moldeado de tal modo que las paletas no se puedan extraer del mismo una vez que el material plástico sintético inyectado haya curado o fraguado.
Las paletas pueden ser formadas previamente mediante moldeado a partir de material plástico sintético y pueden estar formadas con un ángulo de paso y una longitud previamente determinados los cuales definen las características del ventilador que se va a formar. Por lo tanto, el extremo interior de las paletas previamente formadas puede ser recibido con una orientación fija en el interior de la herramienta de moldeado por inyección y la forma de la paleta definiendo el ángulo de paso y el diámetro del ventilador.
Según la reivindicación 1 las paletas de ventilador se forman previamente y se montan con la herramienta de moldeado por inyección de tal modo que la orientación de la paleta se pueda ajustar con relación a la herramienta para definir un ángulo de paso previamente determinado. Con esta disposición, se pueden utilizar paletas normales para fabricar ventiladores provistos de diferentes ángulos de paso de las paletas variando la orientación.
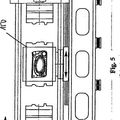
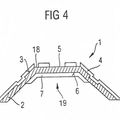
En una disposición alternativa, se puede utilizar una plantilla para recibir la herramienta de moldeado por inyección y las paletas montadas, la plantilla determinando el ángulo de paso particular para un diseño particular de ventilador. Con esta disposición, se pueden utilizar diferentes plantillas para variar la orientación de las paletas dentro de la herramienta de moldeado por inyección.
La plantilla puede incluir una pluralidad de elementos de orientación de las paletas para orientar cada paleta a un ángulo de paso deseado con respecto a la herramienta de moldeado por inyección.
La plantilla puede incluir una pluralidad de elementos de soporte de la paleta para sostener cada extremo interior de la paleta en una relación fija con respecto a la herramienta de moldeado por inyección.
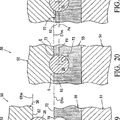
El extremo interior de cada paleta está conformado para que sea recibido en el interior de la herramienta de moldeado por inyección y para que sea enchavetado dentro de la sección del cubo, cuando está formado, para sostener y retener con seguridad la paleta en la posición previamente determinada. Se puede utilizar cualquier forma adecuada de la estructura de la chaveta en el extremo interior de las paletas previamente formadas.
Se proporciona un ventilador que comprende una pluralidad de extremos interiores de las paletas del ventilador los cuales están unidos en el interior y encapsulados mediante una sección del cubo formado mediante moldeado por inyección de material plástico sintético, el ángulo de paso de las paletas siendo seleccionado como se desee antes del encapsulado.
En una forma de realización, las paletas están formadas previamente con un ángulo de paso o longitud previamente determinados de modo que definen características previamente determinadas del ventilador. El extremo interior de cada paleta está formado con una estructura de chaveta la cual se acopla en una cavidad de acoplamiento en una herramienta de moldeado por inyección que forma el cubo. La estructura de chaveta puede colocar la paleta en una posición previamente determinada y cada paleta individual se asienta en el montaje con la herramienta de moldeado por inyección con el mismo ángulo previamente determinado. En esta forma de realización, la variación del ángulo de paso de las paletas se proporciona disponiendo de una pluralidad de diferentes formas de paleta para cada ángulo y diámetro deseados del ventilador.
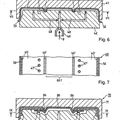
La herramienta puede definir la sección del cubo del ventilador e incluir cavidades de moldeo para recibir los extremos interiores de las paletas.
La plantilla puede actuar para sostener la herramienta de moldeado por inyección e incluir elementos para sostener o bien orientar las paletas del ventilador con respecto a la herramienta de moldeado por inyección.
Los elementos de plantilla pueden incluir elementos de soporte de las paletas para sostener las paletas del ventilador en una relación fija con...
Reivindicaciones:
1. Procedimiento de fabricación de un ventilador (10) a partir de una pluralidad de paletas de ventilador (12), comprendiendo las etapas de:
- proporcionar una herramienta de moldeado por inyección (31) la cual define una sección del cubo del ventilador (14);
- el montaje de un número previamente determinado de paletas del ventilador previamente formadas (12) con la herramienta de moldeado por inyección (31) de modo que los extremos interiores (17) de dichas paletas (12) se extienden dentro de una cavidad (32) en el interior de la herramienta;
- inyección de material plástico sintético dentro de la herramienta (31) y permitir que el material inyectado se enfríe o fragüe para formar de ese modo un cubo moldeado (14) con los extremos interiores (17) de las paletas (12) unidos al mismo;
caracterizado porque las paletas del ventilador (12) están formadas previamente y montadas con la herramienta de moldeado por inyección de tal modo que la orientación de las paletas se puede ajustar con relación a la herramienta (31) para definir un ángulo de paso previamente determinado proporcionando tanto una pluralidad de formas diferentes de las paletas para cada ángulo deseado, como proporcionando diferentes plantillas (30) o diferentes elementos de orientación de las paletas (34) para sostener las paletas del ventilador a los ángulos diferentes previamente determinados.
2. Procedimiento según la reivindicación 1 en el que las paletas (12) se forman previamente mediante moldeado a partir de material plástico sintético.
3. Procedimiento según cualquiera de las reivindicaciones 1 o 2 en el que se utiliza una plantilla (30) para recibir la herramienta de moldeado por inyección (31) y las paletas montadas (12), la plantilla (30) determinando el ángulo de paso particular para un diseño particular de ventilador.
4. Procedimiento según la reivindicación 3 en el que la plantilla (30) incluye una pluralidad de elementos de orientación de las paletas (34) para orientar la paleta (12) a un ángulo de paso deseado con respecto a la herramienta de moldeado por inyección (31).
5. Procedimiento según cualquiera de las reivindicaciones 3 o 4 en el que la plantilla (30) incluye una pluralidad de elementos de soporte de las paletas (33) para sostener cada extremo interior de las paletas (17) en una relación fija con respecto a la herramienta de moldeado por inyección (31).
6. Procedimiento según la reivindicación 4 en el que el extremo interior (17) de cada paleta (12) está conformado para ser recibido en el interior de la herramienta de moldeado por inyección (31) y ser enchavetado dentro de la sección del cubo (14), cuando se forma, para sostener de forma fija y retener la paleta (12) en la posición previamente determinada.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE ACRISTALAMIENTOS MULTICAPA MOLDEADOS POR INYECCIÓN, del 18 de Noviembre de 2011, de SOLUTIA INCORPORATED: Un procedimiento de fabricación de un panel de acristalamiento multicapa, que comprende: proporcionar dos substratos de acristalamiento rígidos (12, […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA COMPUESTA DE UNA PRIMERA PIEZA MOLDEADA Y UNA SEGUNDA PIEZA MOLDEADA A TRAVÉS DE FUNDICIÓN POR INYECCIÓN O ESTAMPACIÓN POR INYECCIÓN O PRENSADO DESDE ATRÁS DE MATERIAL DE PLÁSTICO, del 24 de Febrero de 2011, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento para la fabricación de una pieza compuesta de una primera pieza moldeada y una segunda pieza moldeada a través de fundición […]
 ESTANTE DE REJILLA ENCAPSULADO, del 14 de Febrero de 2011, de SCHOTT GEMTRON CORPORATION: Estante que comprende una pluralidad de primeros miembros separados relativamente esencialmente finos y alargados , al menos un segundo miembro esencialmente fino y alargado […]
ESTANTE DE REJILLA ENCAPSULADO, del 14 de Febrero de 2011, de SCHOTT GEMTRON CORPORATION: Estante que comprende una pluralidad de primeros miembros separados relativamente esencialmente finos y alargados , al menos un segundo miembro esencialmente fino y alargado […]
 PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE, del 10 de Junio de 2010, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, […]
PROCEDIMIENTO DE MOLDEO POR INYECCION, MOLDEO POR COMPRESION O MOLDEO POR TRANSFERENCIA Y HERRAMIENTA DE MOLDEO CORRESPONDIENTE, del 10 de Junio de 2010, de GEORG KAUFMANN FORMENBAU AG
PEGUFORM GMBH: Procedimiento de fabricación de una pieza de plástico mediante moldeo por inyección, moldeo por compresión o moldeo por transferencia de por lo menos un tejido, material decorativo, […]
 PLANCHA DE SUSPENSION CON UNIONES DE PLASTICO, del 15 de Febrero de 2010, de FICO CABLES, LDA: Plancha de suspensión para el asiento de un vehículo a motor, que comprende:
a) una pluralidad de alambres de suspensión ; y
b) una pluralidad […]
PLANCHA DE SUSPENSION CON UNIONES DE PLASTICO, del 15 de Febrero de 2010, de FICO CABLES, LDA: Plancha de suspensión para el asiento de un vehículo a motor, que comprende:
a) una pluralidad de alambres de suspensión ; y
b) una pluralidad […]
 ELEMENTO DE MANDO CON SIMBOLO ILUMINADO DESDE ATRAS Y LAMINA DE DISPERSION, del 1 de Diciembre de 2007, de SIEMENS AKTIENGESELLSCHAFT: Elemento de mando con símbolo iluminado desde atrás y lámina de dispersión, en particular elemento de mando o de representación, que está constituido por un […]
ELEMENTO DE MANDO CON SIMBOLO ILUMINADO DESDE ATRAS Y LAMINA DE DISPERSION, del 1 de Diciembre de 2007, de SIEMENS AKTIENGESELLSCHAFT: Elemento de mando con símbolo iluminado desde atrás y lámina de dispersión, en particular elemento de mando o de representación, que está constituido por un […]
PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA UNIDAD DE LAVADO CON UNA CUBETA DE LAVADO DE PLÁSTICO, del 8 de Febrero de 2012, de MIELE & CIE. KG: Procedimiento para la producción de una unidad de lavado para una lavadora con una cubeta de lavado esencialmente en forma de cilindro hueco, compuesta […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO DE ROTACIÓN EN EL PROCEDIMIENTO DE FUNDICIÓN, del 19 de Diciembre de 2011, de GEBR. SCHWARZ GMBH: Dispositivo para la fabricación de un cuerpo de rotación en el procedimiento de fundición, en el que en el dispositivo está definido un eje de rotación […]