METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS.
Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o de aleación de plomo que tiene una anchura definida por un par de bordes laterales equiespaciados;
formar una serie de huecos alargados equiespaciados en la cinta que definen una rejilla que tiene una pluralidad de alambres de rejillas longitudinales equiespaciados paralelos a los bordes laterales de cinta a través de al menos una porción de la anchura de la cinta de plomo o de aleación de plomo y una pluralidad de alambres de rejillas transversales que se extienden a través de la rejilla desde una lado hasta el otro lado de la rejilla cortando los alambres de rejilla longitudinales en los nodos, y curvando los alambres de rejilla transversales intermedios a los nodos fuera del plano de la rejilla para mejorar la retención de la pasta en la rejilla
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2007/000244.
Solicitante: TECK METALS LTD.
Nacionalidad solicitante: Canadá.
Dirección: 3300- 550 BURRARD STREET,VANCOUVER, BC V6C 0B3.
Inventor/es: MARLOW, JOHN, V., VINCZE, ALBERT, M.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21C37/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › de chapas.
- B21D31/04 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 31/00 Otros métodos de trabajo de las chapas, tubos o perfiles metálicos (deformación helicoidal de una de las superficies de los tubos por laminado B21H 3/00; forjado por recalcado B21J 5/08; estampado de motivos decorativos o marcas B44B 5/00). › Operaciones para dilatar el material no previstas en los grupos B21D 1/00 - B21D 28/00, p. ej. para obtener metal desplegado (B21D 47/00 tiene prioridad).
- H01M4/73 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01M PROCEDIMIENTOS O MEDIOS, p. ej. BATERÍAS, PARA LA CONVERSION DIRECTA DE LA ENERGIA QUIMICA EN ENERGIA ELECTRICA. › H01M 4/00 Electrodos. › para acumuladores de plomo, p. ej. placas de cuadros.
Clasificación PCT:
- B21D28/26 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › en chapas o piezas planas.
- B21D28/36 B21D 28/00 […] › utilizando portapiezas o portaherramientas rotativas.
- B21F1/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- H01M10/06 H01M […] › H01M 10/00 Células secundarias; Su fabricación. › Acumuladores de plomo (acumuladores de semi-plomo H01M 10/20).
- H01M4/20 H01M 4/00 […] › de electrodos empastados.
- H01M4/73 H01M 4/00 […] › para acumuladores de plomo, p. ej. placas de cuadros.
Fragmento de la descripción:
Método y aparato para la fabricación continua de rejillas de baterías.
Antecedentes de la invención
Esta invención se refiere a la producción de rejillas de batería y, más particularmente, se refiere a un método y un aparato para formar una serie de huecos en cintas deformables tales como cintas de plomo, mediante un troquelado continúo, para la producción de rejillas de plomo o de aleaciones de plomo que tienen alambres de rejillas curvados fuera del plano para características de retención de pasta mejorada para su uso en la fabricación de baterías ácidas de plomo.
La técnica anterior describe métodos giratorios para expandir la cinta de plomo para su uso en la fabricación de placas de baterías. Tales métodos emplean grupos de herramientas dispuestas de forma secuencial para preformar y ranurar la cinta en una primera etapa y completar la ranuración de la cinta en una segunda etapa. Los métodos secuenciales tienen problemas inherentes con respecto a la sincronización de etapas, tales como la sincronización de rollo a rollo, que requiere ciertas consideraciones de registro y de rastreo.
Los alambres y los nodos sobre los lados opuestos de la cinta expandida producida por el estiramiento y formación de acuerdo con la técnica anterior no son uniformes ni son simétricos. El perfil y la forma sobre un lado no es la imagen especular del otro lado lo que da como resultado un número de imperfecciones y defectos. Esto se hace incluso más significativo cuando se desean dianas de mayor elongación a fin de producir electrodos de rejilla más ligeros para baterías.
La Patente de Estados Unidos Nº 4.291.443 de Cominco presentada el 29 de Septiembre de 1981 y la Patente de Estados Unidos Nº 4.315.356 de Cominco presentada el 16 de Febrero de 1982, describen la relación geométrica de una herramienta de agrupación de tres ejes convencional o pares de rollos separados que emplean dos etapas secuenciales, es decir, preformación, en la que la cinta de plomo se ranura y se estira para formar alambres que están todavía conectados con firmeza y no en una forma que pueden ser separados entre sí, y ranuración, en la que se elaboran ranuras alternas en los nodos para permitir una expansión subsiguiente para completar el proceso.
La Patente de Estados Unidos Nº 4.297.866 de Cominco presentada el 3 de Noviembre de 1981, describe un proceso secuencial de dos etapas para la producción de alambres de ranuras simétricas deformados fuera del plano de la cinta que tiene una porción secundaria del alambre más larga que la porción principal para la estirabilidad mejorada de los alambres.
La Patente de Estados Unidos Nº 6.691.386 de Teck Cominco presentada el 19 de Febrero del 2.004, describe un proceso de una etapa que supera los problemas mencionados anteriormente con respecto a la sincronización de etapas y a las imperfecciones y defectos relacionados.
Las rejillas de batería producidas ranurando y expandiendo la cinta para formar la malla de metal expandido proporcionan retención de pasta de batería mejorada debido al torcimiento inherente de los alambres de las rejillas.
La producción de las rejillas de baterías a partir de una cinta continua troquelándole huecos es una alternativa para ranurar y expandir la cinta, pero se han encontrado problemas en el troquelado de múltiples etapas para producir una rejilla que tiene huecos o espacios espaciados de forma cercana que definen una estructura enrejada constituida de alambres de rejillas que se insertan en nodos.
El troquelado no giratorio convencional de una cinta para la producción de una malla para rejillas de baterías ha abarcado el problema de troquelar muchos huecos pequeños espaciados de forma cercana. Los métodos exitosos emplean un troquel de vaivén que troquela una gran sección de la rejilla en un momento, y después indexa la cinta deformable aguas abajo antes de troquelar otra sección de la rejilla. Este enfoque segmentado esta limitado en cuanto a la tasa de producción y es relativamente lento en comparación con un troquelado giratorio debido a que el proceso es de parada y arranque opuesto al continúo. Estas prensas de troqueles de vaivén deben ser robustas y poderosas para troquelar el metal y el cambio constante en el momento debido a la oscilación de la máquina crea problemas de ruido, precisión y vibración. Indexando la cinta entre los troqueles también puede dar como resultado la imprecisión del emplazamiento del hueco entre un conjunto de huecos troquelados y los siguientes.
La indexación también tiene un efecto aguas abajo sobre la producción de la malla a partir de la cinta de plomo debido a que la misma produce un movimiento brusco en el movimiento de la cinta de plomo. Esto puede dañar posiblemente la malla de plomo o hacer complicado que la misma se integre de forma suave con la malla dentro de la siguiente fase del procesamiento.
Los troqueles giratorios que se han aplicado en la industria del metal a menudo dependen de la capacidad de cizallamiento de algunos metales como el acero y el aluminio que no se deforman plásticamente tanto como el plomo u otros materiales suaves. Incluso cuando se usa el acero y el aluminio, estos troqueles giratorios a menudo dejan virutas y cortes sucios o irregulares, que pueden dar como resultado una acumulación de errores inaceptables.
La Patente de Estados Unidos Nº 7.066.066 de Teck Cominco Metals Ltd. presentada el 27 de Junio de 2006, describe un método y un aparato para una producción continúa a alta velocidad de cintas troqueladas para formar una rejilla que tiene alambres de rejillas para rejillas de baterías de baterías de almacenamiento de plomo-ácido. Los alambres de rejillas forman una estructura enrejada rectangular que tiene una pluralidad de alambres de rejilla longitudinales equiespaciados paralelos al eje longitudinal de la cinta y una pluralidad de alambres de rejilla transversales equiespaciados que se cortan en los nodos. La estructura rectangular altamente eficaz, es particularmente muy adecuada para la producción continúa a alta velocidad troquelando giratoriamente en comparación con el moldeo y métodos de producción en línea.
Un objeto de la presente invención es por lo tanto proporcionar una método y un aparato para troquelar continuamente una cinta deformable a alta velocidad para producir una rejilla troquelada que tiene una alta tolerancia, una serie de huecos espaciados de forma cercana y una rejilla que tiene alambres de rejillas curvados fuera del plano de la rejilla para mejorar la retención de pasta. Otro objeto de la invención es proporcionar un aparato de troqueles giratorios de dos etapas que se auto-indexe para una producción a alta velocidad de una rejilla troquelada de forma uniforme. Otro objeto de la invención es la provisión de un troquel giratorio y de una máquina para curvar los alambres de rejilla para producir rejillas de baterías para baterías de plomo-ácido.
Una capacidad de recogida de corriente eléctrica incrementada y una resistencia a la tracción que incrementa desde la parte inferior hasta la parte superior de cada enrejado de rejilla para usarse como una placa de batería, en la proximidad a la pestaña de la placa, y una resistencia a la corrosión mejorada son características deseables de la placa de batería. La Patente de Estados Unidos Nº 6.797.403 de Teck Cominco Metals Ltd. presentada el 28 de Septiembre de 2004, describe un método para producir una cinta de aleación de pomo para fabricar electrodos positivos y negativos de una batería de plomo extruyendo una aleación de plomo a una temperatura elevada para producir una cinta de aleación de plomo que tiene un perfil deseado y enfriando rápidamente la cinta extruida para que adquiera una microestructura deseada. Las rejillas de baterías producidas por extrusión a partir de cintas de aleación de plomo tienen longitudes verticales reducidas y resistencias a la corrosión mejoradas, buena conductividad eléctrica y perfiles deseados tales como perfiles ahusados, delgados y ligeros. Adicionalmente, un objeto de la presente invención es por lo tanto proporcionar una estructura enrejada de rejilla para placas de baterías con un perfil controlado que incluye perfiles ahusados y perfiles ligeros y finos que tengan una capacidad de recogida de corriente eléctrica mejorada, tensión estructural y resistencia a la corrosión incrementada, que se puedan producir tal como, mediante extrusión seguido de un troquelado giratorio a alta velocidad.
Una...
Reivindicaciones:
1. Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o de aleación de plomo que tiene una anchura definida por un par de bordes laterales equiespaciados;
formar una serie de huecos alargados equiespaciados en la cinta que definen una rejilla que tiene una pluralidad de alambres de rejillas longitudinales equiespaciados paralelos a los bordes laterales de cinta a través de al menos una porción de la anchura de la cinta de plomo o de aleación de plomo y una pluralidad de alambres de rejillas transversales que se extienden a través de la rejilla desde una lado hasta el otro lado de la rejilla cortando los alambres de rejilla longitudinales en los nodos, y curvando los alambres de rejilla transversales intermedios a los nodos fuera del plano de la rejilla para mejorar la retención de la pasta en la rejilla.
2. Un método de acuerdo con la reivindicación 1, en el que la serie de huecos se forma en la cinta troquelando el material de cinta fuera de la cinta de plomo o de aleación de plomo mediante un primer par de cuñas giratorias opuestas que consiste de una cuña hembra y una cuña macho/hembra y un segundo par de cuñas giratorias opuestas que consiste de una cuña macho/hembra y una cuña macho que comprenden el suministro de forma continua de la longitud de cinta hasta el primer par de cuñas giratorias opuestos para troquelar transversalmente un primer conjunto de huecos de la cinta a lo largo de la cinta, suministrando de forma continua de la cinta hasta el segundo par de cuñas para troquelar un segundo conjunto de huecos en la cinta entre el primer conjunto de huecos que definen la rejilla que tiene alambres de rejilla, envolviéndose la cinta alrededor de la cuña macho/hembra común durante el troquelado del primer y segundo conjuntos de huecos para indexar de forma continua la cinta con dos pares opuestos de cuñas giratorias para asegurar la producción de huecos, y curvar los alambres de rejilla fuera del plano de la reji- lla.
3. Un método de acuerdo con la reivindicación 2, en el que los alambres de rejilla transversales se curvan de forma simétrica fuera del plano de la rejilla pasando la cinta a través de un par de rollos opuestos que tienen proyecciones y rebajes alternos angularmente espaciados de un rollo para coincidir con rebajes y proyecciones alternos angularmente espaciados del otro rollo, con lo que se desplazan los alambres de rejillas transversales dentro de los rebajes de los rollos para curvar los alambres de rejilla transversales fuera del plano de la rejilla.
4. Un método de acuerdo con la reivindicación 1, 2 ó 3, en el que los alambres de rejillas transversales se curvan de forma simétrica fuera del plano de la rejilla en la proximidad de los bordes laterales de la rejilla y en la proximidad de los nodos.
5. Un método continúo para elaborar placas de batería que comprende:
proporcionar una longitud de cinta plomo o de aleación de plomo que tiene una anchura definida por un par de bordes laterales equiespaciados;
formar series de huecos alargados equiespaciados en la cinta que definen las rejillas que tienen una pluralidad de alambres de rejillas longitudinales equiespaciados paralelos a los bordes laterales a través de al menos una porción de la anchura de la cinta de plomo o de aleación de plomo y una pluralidad de alambres de rejillas transversales que se extienden a través de la rejilla y que cortan los alambres de rejilla longitudinales en los nodos, y que curvan los alambres de rejilla transversales intermedios a los nodos fuera del plano de la rejilla para mejorar la retención de la pasta en la reji- lla;
aplicar la pasta a las rejillas formadas en la cinta de plomo o de aleación de plomo y
cortar la cinta con pasta para formar las placas de batería con pasta.
6. Un método de acuerdo con las reivindicaciones 1-5, en el que los alambres de rejilla transversales alternos se curvan en direcciones opuestas fuera del plano de la rejilla a lo largo de la longitud de la cinta de plomo o de aleación de plomo.
7. Un método de acuerdo con las reivindicaciones 1-5, en el que los alambres de rejilla transversales alternos se curvan en direcciones opuestas fuera del plano de la rejilla a través de la anchura de la cinta de plomo o de aleación de plomo.
8. Un método de acuerdo con las reivindicaciones 1-5; en el que los alambres de rejilla transversales alternos se curvan en direcciones opuestas fuera del plano de la rejilla a lo largo de la longitud de la rejilla y a través de la anchura de la rejilla.
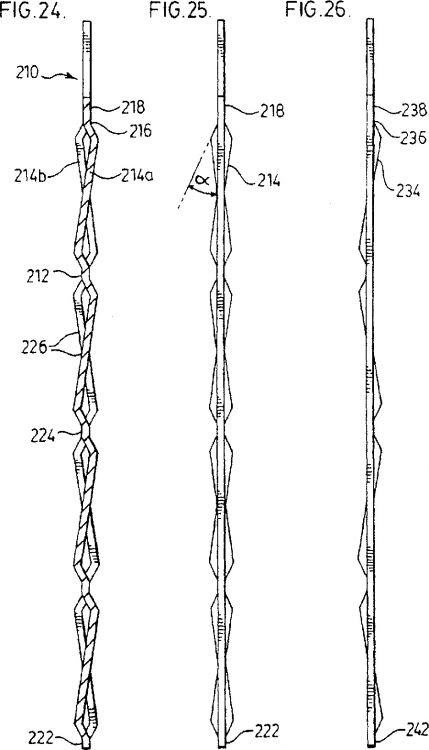
9. Un método de acuerdo con las reivindicaciones 1-8, en el que los alambres de rejillas transversales se curvan fuera del plano de la rejilla al menos 0,1 milímetro hasta el espesor de la rejilla desde cada lado de la rejilla para un espesor total de hasta tres veces el espesor de la rejilla en un ángulo de aproximadamente 5º a 45º con respecto al plano de la rejilla.
10. Un método de acuerdo con la reivindicación 1, en el que la cinta se produce mediante vaciado, extrusión o enrollado del plomo o aleación de plomo y la cinta tiene un perfil controlado para producir rejillas de batería ahusadas.
11. Un método de acuerdo con las reivindicaciones 1-10, que forma una agarradera en la cinta adyacente a un lado de la rejilla, y en el que la cinta de plomo o de aleación de plomo se ahúsa desde un borde lateral longitudinal apartado de la agarradera hacia la agarradera con lo que se mejora la conductividad eléctrica en la proximidad de la agarradera.
12. Un método para elaborar placas de baterías de acuerdo con la reivindicación 5, que forma un par de series de huecos paralelas alargadas en la cinta, definiendo cada serie de huecos una de dichas rejillas en la proximidad de un borde lateral de la cinta separado de una rejilla adyacente mediante una sección hueca longitudinal central,
formar agarraderas de rejilla en la sección hueca central, aplicar la pasta a las rejillas, y
separar las rejillas con pasta en placas de batería.
13. Un método de acuerdo con la reivindicación 12, en el que los alambres transversales se curvan 0,4 milímetros fuera del plano de la rejilla desde cada lado de la rejilla en un ángulo con respecto al plano de la rejilla que está en el intervalo de 15º a 35º.
14. Un método de acuerdo con las reivindicaciones 1-13, en el que la longitud de la cinta de plomo o de aleación de plomo tiene una sección central y bordes laterales longitudinales engrosados con relación a la sección central.
15. Un método de acuerdo con las reivindicaciones 1-13, en el que los alambres de rejilla transversales tienen una anchura que incrementa desde el borde lateral longitudinal apartado desde la agarradera hacia la agarradera.
Patentes similares o relacionadas:
 Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Ánodo para protección catódica y método para fabricarlo, del 6 de Mayo de 2019, de INDUSTRIE DE NORA S.P.A: Ánodo para la protección catódica en forma de cinta de metal expandido con mallas romboides libres de secciones sólidas extendidas longitudinalmente […]
Un sistema de depuración de gases que tiene un rectificador del flujo de gas, del 11 de Junio de 2014, de ALSTOM TECHNOLOGY LTD: Un sistema de depuración de gases que comprende: un conducto del reactor ; un dispositivo de depuración de gases dispuesto en el […]
Procedimiento para el desbarbado multifilar de hilos de alambre, y dispositivo correspondiente, del 14 de Octubre de 2013, de Hacanoka GmbH: Procedimiento para el desbarbado multifilar de hilos de alambre, preferentemente de un gran número de hilos de alambre , dispuestos paralelamente […]
CONFORMACIÓN POR ESTIRADO RECONFIGURABLE ACTIVA, del 8 de Febrero de 2012, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Una herramienta de conformación por estirado reconfigurable activa para crear una forma tridimensional en una pieza de trabajo de malla o de chapa metálica […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
PROCEDIMIENTO Y APARATO PARA EL APLANADO IN SITU DE CHAPAS METALICAS FORMADAS POR ESTAMPACION., del 16 de Mayo de 2007, de GENCELL CORPORATION: Un procedimiento para reducir la distorsión en una banda de chapa metálica que comprende los pasos de: proporcionar una prensa de conformado por estirado que […]
 MAQUINA PARA LA FABRICACION DE REJILLA DE METAL DESPLEGADO, del 16 de Junio de 2010, de SORST STRECKMETALL GMBH: Máquina para la fabricación de rejilla de metal desplegado , que comprende
un cuchillo fijo y un cuchillo ajustable en la dirección vertical […]
MAQUINA PARA LA FABRICACION DE REJILLA DE METAL DESPLEGADO, del 16 de Junio de 2010, de SORST STRECKMETALL GMBH: Máquina para la fabricación de rejilla de metal desplegado , que comprende
un cuchillo fijo y un cuchillo ajustable en la dirección vertical […]