Procedimiento para el desbarbado multifilar de hilos de alambre, y dispositivo correspondiente.
Procedimiento para el desbarbado multifilar de hilos de alambre,
preferentemente de un gran número de hilos de alambre (1), dispuestos paralelamente entre sí y aislados, de una banda de hilos de alambre, especialmente para la fabricación de alambres redondos o alambres perfilados, siendo entallada previamente una banda de chapa, bien por un lado o por ambos lados contrapuestos, para la conformación de los hilos de alambre (1) de la banda (2) de hilos de alambre, después de lo cual los hilos de alambre (1), unidos todavía por nervios, y para la posterior transformación de los nervios hasta nervios de separación finos y separables entre sí de forma sencilla, y que forman al separarse superficies de separación lisas y con escasas rebabas, son sometidos a un proceso de laminación a través del cual cada nervio experimenta una deformación múltiple por flexión alrededor de su eje longitudinal, de tal forma que en la zona de los nervios se originan grietas mediante rotura por fatiga, las cuales configuran el nervio de separación, pudiéndose separar también localmente el nervio de separación caracterizado porque los hilos de alambre (1) son esparrancados mediante una unidad (4) de cilindros de esparrancado, tras pasar por una pareja (3) de cilindros de separación, en hilos de alambres pares e impares, de tal forma que se configuran dos cuerdas de hilos de alambre (1) distanciados entre sí, que a continuación las dos cuerdas de hilos de alambre (1) atraviesan respectivamente, bajo una tensión de tracción ajustable, una estación de desbarbado dotada de cuchillas de desbarbado, estando elegida la tensión de tracción de tal forma que, a través del efecto del ángulo de entalladura y del ángulo de ataque de las cuchillas de desbarbado, tiene lugar un centraje automático, y con ello un arranque de viruta en los hilos de alambre (1) uniforme en los dos lados, y que a continuación los hilos de alambre (1) son juntados nuevamente, en una unidad de tracción (6) formada por cilindros, hasta una cuerda conjunta de hilos de alambre (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2010/000785.
Solicitante: Hacanoka GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Pfälzer Strasse 14 89269 Vöhringen ALEMANIA.
Inventor/es: STAHL, KARL-HERMANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D19/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos.
- B21D31/04 B21D […] › B21D 31/00 Otros métodos de trabajo de las chapas, tubos o perfiles metálicos (deformación helicoidal de una de las superficies de los tubos por laminado B21H 3/00; forjado por recalcado B21J 5/08; estampado de motivos decorativos o marcas B44B 5/00). › Operaciones para dilatar el material no previstas en los grupos B21D 1/00 - B21D 28/00, p. ej. para obtener metal desplegado (B21D 47/00 tiene prioridad).
- B21F13/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Hendido longitudinal de alambre.
- B23D1/26 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 1/00 Máquinas cepilladoras o mortajadoras que cortan por desplazamiento relativo del útil y de la pieza que va a ser trabajada según una dirección horizontal únicamente. › para cepillar aristas nervaduras o tallar ranuras (tallado de ranuras helicoidales B23D 5/02).
PDF original: ES-2425204_T3.pdf
Fragmento de la descripción:
Procedimiento para el desbarbado multifilar de hilos de alambre, y dispositivo correspondiente La invención se refiere a un procedimiento para el desbarbado multifilar de hilos de alambre, preferentemente de un gran número de hilos de alambre, dispuestos paralelamente entre sí y aislados, de una banda de hilos de alambre, especialmente para la fabricación de alambres redondos o alambres perfilados, siendo entallada previamente una banda de chapa, bien por un lado o por ambos lados contrapuestos, para la conformación de los hilos de alambre de la banda de hilos de alambre, después de lo cual los hilos de alambre, unidos todavía por nervios, y para la posterior transformación de los nervios hasta nervios de separación finos y separables entre sí de forma sencilla, y que forman al separarse superficies de separación lisas y con escasas rebabas, son sometidos a un proceso de laminación a través del cual cada nervio experimenta una deformación múltiple por flexión alrededor de su eje longitudinal, de tal forma que en la zona de los nervios se originan grietas mediante rotura por fatiga, las cuales configuran el nervio de separación, pudiéndose separar también localmente el nervio de separación. La fabricación de una banda de hilos de alambre de ese tipo está descrita en el documento WO 2008/135002.
En la fabricación tradicional de alambres redondos, se funden fundamentalmente en un hilo de alambre, extruido o laminado en caliente, y a continuación, por ejemplo, descascarillado, rascado, decapado, etc., después de lo cual este alambre es trefilado hasta que se ha alcanzado la medida final deseada.
De una banda de hilos de alambre, según la descripción anterior, pueden sacarse hilos de alambre diferentes con una medida muy pequeña, por ejemplo menos de 1 mm de diámetro, para un procesamiento subsiguiente en una fabricación convencional de alambres. El conjunto de la fabricación previa tiene lugar entonces mediante laminado, lo cual es normalmente más económico, pero también se puede, por ejemplo para la fabricación de alambre fino y extrafino, sacar simultáneamente un gran número de hilos de alambre de una banda de hilos de alambre procedente de una banda de chapa, teniéndose entonces solamente un rollo desarrollado de material previo, el cual fué producido en la fabricación previa solamente mediante laminación. Por motivos de calidad, es adecuado cuando las superficies de separación, con el nervio de separación y los restos del nervio de separación, se apartan de los hilos de alambre.
La invención se plantea el objetivo de conseguir un procedimiento para el desbarbado multifilar de hilos de alambre que se han producido de la separación de una banda de hilos de alambre conformada desde una banda de chapa.
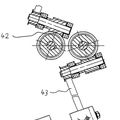
Este objetivo se alcanza, según la invención, al ser esparrancados los hilos de alambre mediante una unidad de cilindros de esparrancado, tras pasar por una pareja de cilindros de separación, en hilos de alambres pares e impares, de tal forma que se configuran dos cuerdas de hilos de alambre distanciados entre sí, que a continuación las dos cuerdas de hilos de alambre atraviesan respectivamente, bajo una tensión de tracción ajustable, una estación de desbarbado dotada de cuchillas de desbarbado, estando elegida la tensión de tracción de tal forma que, a través del efecto del ángulo de entalladura y del ángulo de ataque de las cuchillas de desbarbado, tiene lugar un centraje automático, y con ello un arranque de viruta en los hilos de alambre uniforme en los dos lados, y que a continuación los hilos de alambre son juntados nuevamente, en una unidad de tracción formada por cilindros, hasta una cuerda conjunta de hilos de alambre, a fin de alcanzar condiciones uniformes de tracción para todos los hilos, y conducir a los alambres hacia otro tratamiento.
La ventaja alcanzada a través de la invención consiste fundamentalmente en que, a través de la separación en dos cuerdas de los hilos de alambre, situados por de pronto apretados unos con otros, ahora existe en cada cuerda una separación del ancho de un cable de alambre entre los hilos de alambre, a través de lo cual se consigue la posibilidad de realizar un desbarbado lateralmente en la zona de los nervios de separación que existen al principio. A través de la subsiguiente nueva reunión de las dos cuerdas en la unidad de tracción los hilos de alambre desbarbados después pueden ser conducidos hacia otro tratamiento. En caso de que pueda asegurarse de otra forma que se ejerce la misma fuerza de tracción sobre las dos cuerdas, por ejemplo con electromotores controlados correspondientemente, puede prescindirse también de la concentración final de las dos cuerdas. Por lo tanto, las dos cuerdas pueden ser conducidas también a otro tratamiento separado, si es que esto es deseable según el procedimiento. Cuando la distancia entre los cilindros de separación y la unidad de tracción es elegida lo suficientemente grande, y entonces se posicionan las estaciones de desbarbado entre medio en el centro, los distintos hilos de alambre se orientan respectivamente por sí mismos, en el caso de una tensión de tracción adaptada, de forma centrada respecto a las cuchillas de desbarbado de la herramienta de desbarbado, porque debido a las pendientes de las entalladuras (para las que es ventajoso un ángulo de entalladura en el campo de 45º a 90º) , las anchuras de las virutas se ajustan por si mismas con la misma anchura a los dos lados de los hilos de alambre. A través de ello puede suprimirse un guiado horizontal de los hilos de alambre antes de las herramientas de desbarbado. La presión de las virutas basta para ajustar correspondientemente los hilos de alambre en el centro. Como resultado, las superficies de las superficies de separación a ambos lados de los respectivos hilos de alambre son eliminadas completamente a ambos lados de forma fiable, lo cual es necesario por motivos de calidad.
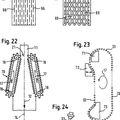
En una configuración preferida de la invención, los hilos de alambre atraviesan en la estación de desbarbado una herramienta de desbarbado dotada de púas a modo de peine, siendo configuradas las cuchillas de desbarbado por las púas.
Además es importante que los hilos de alambre sean transportados en la estación de desbarbado bajo tensión de tracción, originando la unidad de tracción, dotada de ranuras de guiado, la fuerza de tracción requerida para el avance de los hilos de alambre, y la pareja de cilindros de separación, así como la unidad especial de cilindros, dotada de ranuras de guiado, una fuerza de frenado. A través de la adecuada sintonización de esas uunidades entre sí puede llevarse a cabo el ajuste de la adecuada tensión respectiva. En esto puede ser también ventajoso cuando puede regularse sin escalones la tensión de tracción de los hilos de alambre entre ambas unidades.
En el marco de la invención, ha resultado ventajoso para un proceso de desbarbado, uniforme y a ambos lados en la zona anterior y posterior a la estación de desbarbado, cuando los hilos de alambre no experimentan ningún guiado horizontal forzado. A través de ello, el hilo de alambre puede ser alineado en dirección horizontal y en el centro por las dos cuchillas que atacan por la izquierda y por la derecha, de tal forma que se alcanza un desbarbado uniforme y a ambos lados. En efecto de la autoalineación de los hilos de alambre en la herramienta de desbarbado es el más efectivo cuando la relación de la anchura respecto al espesor no es considerablemente mayor que 1:1. La invención prevé además que los hilos de alambre sean guiados antes de las herramientas de desbarbado, con sólo una ligera presión, sobre un rodillo respectivo de guiado, estando por tanto apoyados los mismos sólo ligeramente. A través de esto se alcanza una amortiguación de vibraciones, y además se asegura que los hilos de alambre no transcurran girados a través de la herramienta de desbarbado, existiendo ahora como antes la posibilidad de una alineación horizontal hasta la concentricidad.
En este sentido, la introducción de una nueva banda de hilos de alambre en la estación de desbarbado es costosa porque el comienzo de la banda de hilos de alambre no es separado en los cilindros de separación precedentes, y la banda de hilos de alambre, en el caso de no estar montados los cilindros de esparrancado, es conducida hasta la unidad de tracción y es enhebrada. En el alineamiento posterior son activados los cilindros de separación, y es separada la banda de hilos de alambre hasta que los hilos de alambre separados han alcanzado la unidad de tracción. Después de ello, se origina tanta longitud de hilos de alambre entre los cilindros de separación y la unidad de tracción, que pueden montarse los cilindros de esparrancado. En ello, el haz de hilos de alambre es dividido... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el desbarbado multifilar de hilos de alambre, preferentemente de un gran número de hilos de alambre (1) , dispuestos paralelamente entre sí y aislados, de una banda de hilos de alambre, especialmente para la fabricación de alambres redondos o alambres perfilados, siendo entallada previamente una banda de chapa, bien por un lado o por ambos lados contrapuestos, para la conformación de los hilos de alambre (1) de la banda (2) de hilos de alambre, después de lo cual los hilos de alambre (1) , unidos todavía por nervios, y para la posterior transformación de los nervios hasta nervios de separación finos y separables entre sí de forma sencilla, y que forman al separarse superficies de separación lisas y con escasas rebabas, son sometidos a un proceso de laminación a través del cual cada nervio experimenta una deformación múltiple por flexión alrededor de su eje longitudinal, de tal forma que en la zona de los nervios se originan grietas mediante rotura por fatiga, las cuales configuran el nervio de separación, pudiéndose separar también localmente el nervio de separación caracterizado porque los hilos de alambre (1) son esparrancados mediante una unidad (4) de cilindros de esparrancado, tras pasar por una pareja (3) de cilindros de separación, en hilos de alambres pares e impares, de tal forma que se configuran dos cuerdas de hilos de alambre (1) distanciados entre sí, que a continuación las dos cuerdas de hilos de alambre (1) atraviesan respectivamente, bajo una tensión de tracción ajustable, una estación de desbarbado dotada de cuchillas de desbarbado, estando elegida la tensión de tracción de tal forma que, a través del efecto del ángulo de entalladura y del ángulo de ataque de las cuchillas de desbarbado, tiene lugar un centraje automático, y con ello un arranque de viruta en los hilos de alambre (1) uniforme en los dos lados, y que a continuación los hilos de alambre (1) son juntados nuevamente, en una unidad de tracción (6) formada por cilindros, hasta una cuerda conjunta de hilos de alambre (1) .
2. Procedimiento según la reivindicación 1, caracterizado porque la estación de desbarbado presenta una herramienta de desbarbado dotada de púas (6) a modo de peine, siendo configuradas las cuchillas de desbarbado por las púas.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque la unidad (6) de tracción tras la estación de desbarbado genera la tensión de tracción prevista para el desbarbado, así como una fuerza de tracción prevista para el avance de los hilos de alambre (1) , y la pareja de cilindros de separación (3) , así como la unidad de cilindros de esparrancado (4) , generan una fuerza de frenado en dirección opuesta, y las dos unidades están dotadas con ranuras de guiado para los hilos de alambre.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los hilos de alambre (1) no experimentan ningún guiado forzado en el plano horizontal para un procedimiento de desbarbado uniforme y a ambos lados, antes y después de la estación de desbarbado.
5. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los hilos de alambre (1) son guiados verticalmente, antes de las herramientas de desbarbado (5) , con sólo una ligera presión sobre un respectivo rodillo liso de guiado (7) .
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la banda (2) de hilos de alambre atraviesa una estación de soldadura antes de entrada en la pareja de cilindros (3) de separación, en la que, al alcanzarse el final de una banda (2) de hilos de alambre, se suelda a tope una nueva banda (2) de hilos de alambre, de tal forma que los distintos hilos de alambre (1) están alineados entre sí.
7. Procedimiento según la reivindicación 6, caracterizado porque el cordón de soldadura que se forma en la costura de soldadura a ambos lados de la banda (2) de hilos de alambre se rectifica en forma plana, y se elimina también en gran parte el cordón de soldadura en la zona de las entalladuras con una herramienta conformada correspondientemente, a través de un rectificado simultáneo a ambos lados y en la parte superior e inferior de la banda de hilos de alambre.
8. Dispositivo para la realización del procedimiento según las reivindicaciones 1 a 7, caracterizado a través de una estación de desbarbado para una banda (2) de hilos de alambre que está formada por una banda de chapa entallada previamente en un lado o en ambos lados, en la que los hilos (1) de alambre, los cuales tras el entallado están todavía unidos por nervios, son sometidos a un proceso de laminación para una posterior transformación de los nervios hasta unos nervios de separación finos, fácilmente separables entre sí, y que formen en la separación superficies lisas y con escasas rebabas, a través de lo cual en la zona de los nervios, tras una deformación múltiple por flexión a lo largo de su eje longitudinal, se originan fisuras incipientes que configuran un nervio de separación por rotura por fatiga, pudiendo estar también el mismo separado localmente, y presentando la estación de desbarbado una pareja (3) de cilindros de separación que separa la banda (2) de hilos de alambre hasta hilos (1) de alambre individuales, además a través de una unidad (4) de cilindros de esparrancado en la que tiene lugar un esparrancado de los hilos (1) de alambre pares respecto a los impares, de tal forma que se configuran dos cuerdas de hilos de alambre (1) separados entre sí, además a través de una
respectiva herramienta (5) de desbarbado para las dos cuerdas de hilos (1) de alambre, así como una unidad de tracción (6) compuesta por cilindros, en la cual los hilos de alambre (1) son reunidos nuevamente hasta una cuerda común, a fin de que sobre todos los hilos sea efectiva aproximadamente la misma tracción.
9. Dispositivo según la reivindicación 8, caracterizado porque la herramienta de desbarbado (5) presenta púas (6)
dispuestas a modo de peine, estando configuradas las púas (6) de forma que conforman cuchillas de desbarbado.
10. Dispositivo según la reivindicación 9, caracterizado porque las púas (6) están alineadas de forma inclinada respecto a la dirección de desplazamiento de los hilos (1) de alambre.
11. Dispositivo según la reivindicación 9 0 10, caracterizado porque las púas (6) están alineadas bajo un ángulo de 10 aproximadamente 45º respecto a los hilos de alambre (1) .
12. Dispositivo según una de las reivindicaciones 9 o 11, caracterizado porque la herramienta (5) de desbarbado es desplazable en la dirección longitudinal de las púas (6) .
13. Dispositivo según una de las reivindicaciones 9 a 12, caracterizado porque los cilindros de la unidad de
esparrancado (4) y de la unidad de tracción (6) están dotados de ranuras de guiado para los hilos de alambre 15 (1) .
Patentes similares o relacionadas:
 Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Ánodo para protección catódica y método para fabricarlo, del 6 de Mayo de 2019, de INDUSTRIE DE NORA S.P.A: Ánodo para la protección catódica en forma de cinta de metal expandido con mallas romboides libres de secciones sólidas extendidas longitudinalmente […]
Un sistema de depuración de gases que tiene un rectificador del flujo de gas, del 11 de Junio de 2014, de ALSTOM TECHNOLOGY LTD: Un sistema de depuración de gases que comprende: un conducto del reactor ; un dispositivo de depuración de gases dispuesto en el […]
CONFORMACIÓN POR ESTIRADO RECONFIGURABLE ACTIVA, del 8 de Febrero de 2012, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Una herramienta de conformación por estirado reconfigurable activa para crear una forma tridimensional en una pieza de trabajo de malla o de chapa metálica […]
 METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS, del 8 de Octubre de 2010, de TECK METALS LTD: Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o […]
METODO Y APARATO PARA LA FABRICACION CONTINUA DE REJILLAS DE BATERIAS, del 8 de Octubre de 2010, de TECK METALS LTD: Un método continuo para elaborar rejillas de baterías para soportar pasta de batería que comprende:
proporcionar una longitud de cinta plomo o […]
 DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENSANCHAR ELEMENTOS METALICOS, del 17 de Diciembre de 2009, de PROTEKTORWERK FLORENZ MAISCH GMBH & CO. KG: Dispositivo diseñado para ensanchar elementos metálicos extendidos longitudinalmente que se mueven en dirección longitudinal, planos por lo menos por zonas, adecuados […]
PROCEDIMIENTO Y APARATO PARA EL APLANADO IN SITU DE CHAPAS METALICAS FORMADAS POR ESTAMPACION., del 16 de Mayo de 2007, de GENCELL CORPORATION: Un procedimiento para reducir la distorsión en una banda de chapa metálica que comprende los pasos de: proporcionar una prensa de conformado por estirado que […]
 MAQUINA PARA LA FABRICACION DE REJILLA DE METAL DESPLEGADO, del 16 de Junio de 2010, de SORST STRECKMETALL GMBH: Máquina para la fabricación de rejilla de metal desplegado , que comprende
un cuchillo fijo y un cuchillo ajustable en la dirección vertical […]
MAQUINA PARA LA FABRICACION DE REJILLA DE METAL DESPLEGADO, del 16 de Junio de 2010, de SORST STRECKMETALL GMBH: Máquina para la fabricación de rejilla de metal desplegado , que comprende
un cuchillo fijo y un cuchillo ajustable en la dirección vertical […]