METODO PARA PRODUCIR PIEZAS DE CIERRE ADHESIVAS.
Método para elaborar piezas de cierre adhesivas por el cual se forman elementos de cierre adhesivos individuales (3;
19; 21) de un material sintético, caracterizado porque se forma al menos un elemento de cierre adhesivo (3; 19; 21) en al menos un área parcial sin herramientas de moldeamiento depositando el material sintético por medio de al menos un dispositivo de aplicación (9) en gotas depositadas sucesivamente y los sitios de la deposición de las gotas se seleccionan tridimensionalmente con respecto a la forma del respectivo elemento de cierre adhesivo (3; 19; 21) que va a formarse
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP01/13385.
Solicitante: GOTTLIEB BINDER GMBH & CO.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 19,71088 HOLZGERLINGEN.
Inventor/es: SCHULTE, AXEL.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- A44B18/00F8B
- G01V8/20 FISICA. › G01 METROLOGIA; ENSAYOS. › G01V GEOFISICA; MEDIDA DE LA GRAVITACION; DETECCION DE MASAS U OBJETOS; MARCAS O ETIQUETAS DE IDENTIFICACION (medios para indicar dónde se encuentran personas sepultadas accidentalmente, p. ej. por la nieve A63B 29/02). › G01V 8/00 Prospección o detección por medios ópticos. › utilizando múltiples emisores o receptores.
Clasificación PCT:
- A44B18/00 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › Cierres del tipo de elementos de enganche por contacto; Fabricación de tales cierres.
Clasificación antigua:
- A44B18/00 A44B […] › Cierres del tipo de elementos de enganche por contacto; Fabricación de tales cierres.
Fragmento de la descripción:
Método para producir piezas de cierre adhesivas.
La invención se refiere a un método para la producción de piezas de cierre adhesivas en el que se forman elementos individuales de cierre adhesivos a partir de un material sintético.
Un método de este tipo se conoce ya de la DE 198 28 856 C1. La realización del método conocido es relativamente costoso en particular cuando deben elaborarse piezas de cierre adhesivas en las que los elementos de cierre adhesivos están dispuestos en una alta densidad de empaquetadura y se forman en formato pequeño. Esto es por ejemplo el caso de los así llamados micro-cierres adhesivos en los que los elementos de cierre adhesivos están provistos en forma de rabillos con engrasamientos en sus lados extremos o salientes laterales en densidades de empaquetadura muy altas de 200 o más elementos de cierre adhesivos por cm2, por ejemplo. Para dar forma a los rabillos en sus lados extremos de una manera deseada, se requieren herramientas de moldeamiento tales como rodillos tamiz. Debido al número muy grande de aberturas del tamiz, las cuales pueden elaborarse mediante grabado, galvanizado o mediante procesamiento con láser, resultan costes altos de producción.
A partir de este estado de la técnica, la invención plantea la tarea de revelar un método que haga posible una elaboración particularmente económica de piezas de cierre adhesivas con elementos de cierre adhesivos dispuestos con una alta densidad de empaquetadura en la variedad más amplia posible de formas deseadas.
En un método del tipo mencionado al principio, esta tarea se resuelve de conformidad con la invención formando sin herramientas de moldeo al menos un elemento de cierre adhesivo en al menos un área parcial depositando el material artificial en gotas de manera consecutiva por medio de al menos un dispositivo de aplicación y los sitios de deposición de las gotas se seleccionan en tres dimensiones considerando la forma del respectivo elemento de cierre adhesivo a formarse.
La estructura prevista, según la invención, de los elementos de cierre adhesivos a partir de gotas individuales muy finas que se depositan sucesivamente en sitios seleccionados hace posible la formación de los elementos de cierre adhesivos en un diseño cualquiera, en prácticamente cualquier tamaño pequeño de formato y en las densidades altas deseadas de empaquetadura sin que sea obligatoria una correspondiente formación costosa de herramientas de moldeo. Mediante el control de los sitios de depósito de las gotas el cual se realiza mediante movimientos relativos correspondientes entre un dispositivo de aplicación y un sustrato que lleva la deposición, preferiblemente bajo control de un ordenador, pueden formarse sin dificultades no solo las formas de elementos de cierre adhesivos, mostradas en la ya mencionada DE 198 28 856 C1, tales como rabillos con cabezas hongos, con cabezas con forma de estrella y similares, sino también formas que serían apenas realizables, o no realizables de ninguna manera, con las herramientas usuales de moldeo, como por ejemplo lazos, garfios o anclas; es decir, formas que debido a sus cortes traseros presentes son difícilmente moldeables, o no son moldeables de ninguna manera, a partir de una herramienta de moldeo.
Según el proceso de la invención, pueden producirse piezas de cierre adhesivas en las que pueden estar provistos materiales de diversos tipos como elemento de soporte, en cuya superficie sobresalen los elementos de cierre adhesivos. Dicho con otras palabras, pueden usarse los materiales adecuados para los respectivos propósitos de aplicación contemplados en las piezas de cierre adhesivas, por ejemplo material sintético, en particular en forma de lámina, como sustrato en el que se depositan las gotas que forman los elementos de cierre adhesivos.
Al usar material sintético como elemento de soporte puede procederse de tal forma que la deposición de las gotas que forman elementos de cierre adhesivos se efectúe sobre el elemento de soporte terminado. Aunque también es posible formar no solo los elementos de cierre adhesivos a partir de las gotas depositadas, sino también el material de soporte. De esta manera, en una sola sección de producción, por ejemplo, puede formarse una lámina plástica que forma el elemento de soporte y se ensamblan los elementos de cierre adhesivos que allí se encuentran a partir de gotas aspergidas mediante dispositivos de aplicación.
En lugar del uso de plástico como material del elemento de soporte pueden usarse materiales textiles, por ejemplo tejido o tejido de punto. El elemento de soporte no necesita ser un cuerpo bidimensional. Para aplicaciones particulares, en calidad de elementos de soporte pueden proveerse cuerpos moldeados, por ejemplo cuerpos perfilados, en cuya superficie se forman los elementos de cierre adhesivos sobresalientes por medio de dispositivos de aplicación pertinentes.
Preferiblemente se usa un dispositivo de aplicación con al menos una boquilla de la cual se asperge el material sintético con un tamaño de gota de unos pocos picolitros. Dispositivos de boquilla de este tipo pueden ser accionados para centrifugar el material sintético líquido mediante u n mecanismo piezoeléctiro o electroquímico. El material sintético se compone preferiblemente de acrilato que se cura después de que cada gota o cada grupo de gotas se depositan, por ejemplo sometiendo el sitio de deposición a una radiación UV. Aunque el material sintético también puede ser termoplástico, el cual se cura de una manera química o de alguna otra.
El ensamblaje de los elementos de cierre adhesivos puede realizarse con alta velocidad de operación porque la aspersión de gotas sucesivas puede efectuarse con un ritmo alto. En el caso de la operación controlada mediante ordenador pueden lograrse sin más frecuencias de ritmo de varios kilohertz. También puede proveerse un dispositivo de aplicación con varias boquillas operadas simultáneamente para ensamblar simultáneamente varias filas de elementos de cierre adhesivos.
A continuación se ilustra en particular la invención por medio de ejemplos de realización representados en los dibujos. En ellos se muestra:
Fig. 1 una vista muy esquemáticamente simplificada, en perspectiva, de un ejemplo de realización de un dispositivo para realizar el método según la invención;
Fig. 2 una vista lateral esquematizada del dispositivo de la Fig. 1;
Fig. 3 una representación aumentada del área denominada A en la Fig. 2;
Fig. 4 una vista lateral similar a la Fig. 2 de la invención donde se muestra la preparación de elementos de cierre adhesivos en forma de lazo;
Fig. 5 una representación agrandada del área designada con A en la Fig. 4;
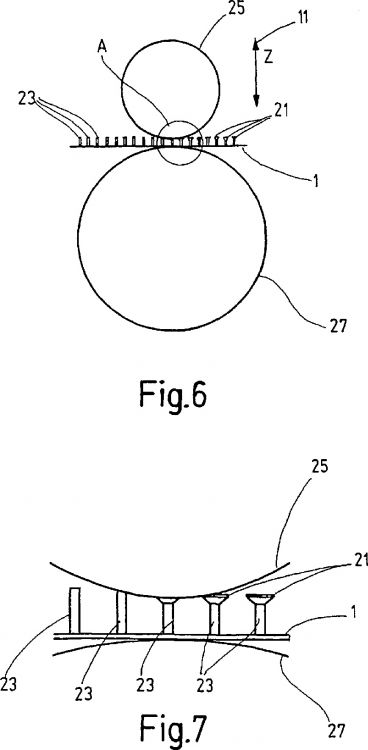
Fig. 6 una vista lateral trazada de manera muy esquemáticamente simplificada de un dispositivo para la elaboración de elementos de cierre adhesivos con cabezas en forma de artesa mediante calandrado y
Fig. 7 una representación agrandada del área designada con A en la Fig. 6.
Fig. 1 a 3 sirven para aclarar el método de la invención por medio de un ejemplo en el cual se elaboran piezas de cierre adhesivas con un elemento de soporte 1 en forma de una lámina de PET en cuya superficie se forman elementos de cierre adhesivos 3 que poseen la forma de rabillos con engrasamientos en sus lados extremos. En el ejemplo de la Fig.1 a 3 los engrasamientos de los extremos son del tipo de cabeza de hongo, tal como en particular puede verse de la Fig. 3. En aras de la claridad los elementos de cierre adhesivos se representan en todas las figuras en un tamaño ampliamente exagerado y en espacios unos de otros exageradamente grandes.
El elemento de soporte 1 se monta en un rodillo de guía 5 que puede accionarse en ambas direcciones de rotación para ejecución de pasos rotacionales controlados, de modo que el elemento de soporte 1 puede moverse atrás y adelante en la dirección de un eje Y (véase flecha curvada 7 en Fig. 2) relativa al sitio del depósito de gotas situado dentro de un área de aplicación A. La deposición de las gotas de material plástico licuado se efectúa por medio de un dispositivo de aplicación 9, que a su vez es movible en la dirección de eje Z, véase flecha doble 11 de Fig., y en la dirección perpendicular a ésta del eje X, véase flecha doble 13 de la Fig. 1. De esta manera, el sitio de la deposición de las gotas puede seleccionarse de manera tridimensional con relación al elemento de soporte 1 moviendo el rodillo de guía 5 y con esto el elemento de soporte 1, así como correspondientemente el dispositivo...
Reivindicaciones:
1. Método para elaborar piezas de cierre adhesivas por el cual se forman elementos de cierre adhesivos individuales (3; 19; 21) de un material sintético, caracterizado porque se forma al menos un elemento de cierre adhesivo (3; 19; 21) en al menos un área parcial sin herramientas de moldeamiento depositando el material sintético por medio de al menos un dispositivo de aplicación (9) en gotas depositadas sucesivamente y los sitios de la deposición de las gotas se seleccionan tridimensionalmente con respecto a la forma del respectivo elemento de cierre adhesivo (3; 19; 21) que va a formarse.
2. Método según la reivindicación 1, caracterizado porque las gotas que forman los elementos de cierre adhesivos (3; 19; 21) se depositan sobre un elemento de soporte (1).
3. Método según la reivindicación 2, caracterizado porque como elemento de soporte (1) se usa un material sintético.
4. Método según la reivindicación 3, caracterizado porque el elemento de soporte (1), como los elementos de cierre adhesivos (3; 19; 21), también se forma mediante deposición de gotas depositadas mediante al menos un dispositivo de aplicación (9).
5. Método según la reivindicación 4, caracterizado porque se usa un elemento de soporte (1) en forma de una lámina.
6. Método según la reivindicación 3, caracterizado porque como elemento de soporte (1) se usa un material textil, en particular en forma de un tejido o de un tejido de punto.
7. Método según la reivindicación 3, caracterizado porque como elemento de soporte se usa un cuerpo moldeado, en particular un cuerpo perfilado.
8. Método según una de las reivindicaciones 1 hasta 7, caracterizado porque el dispositivo de aplicación (9) tiene al menos una boquilla (15) y porque el material sintético se asperge desde la boquilla (15) del dispositivo de aplicación (9) con un volumen de gota de unos pocos picolitros.
9. Método según la reivindicación 8, caracterizado porque como material sintético se asperge de la boquilla (15) un plástico licuado.
10. Método según la reivindicación 8 ó 9, caracterizado porque para el control tridimensional de los sitios de la deposición de las gotas se mueve tanto el elemento de soporte (1) como también al menos una boquilla (15).
11. Método según una de las reivindicaciones 1 hasta 10, caracterizado porque el material sintético se solidifica después de la deposición de cada gota o de un grupo de gotas.
12. Método según la reivindicación 11, caracterizado porque la solidificación se efectúa debido a un suministro de energía.
13. Método según la reivindicación 12, caracterizado porque el suministro de energía se efectúa por radiación electromagnética, en particular radiación ultravioleta (UV) o radiación infrarroja (IR), o por reacción química.
14. Método según una de las reivindicaciones 11 hasta 13, caracterizado porque para la solidificación el elemento de soporte (1) y/o el dispositivo de aplicación (9) se mueve o se mueven a una ubicación que es diferente de la ubicación adoptada en el caso de la deposición precedente de la gota.
15. Método según una de las reivindicaciones 11 hasta 14, caracterizado porque el material sintético después de la solidificación tiene una flexibilidad pre-calculable adecuada para enganchar y/o soltar los elementos de cierre adhesivos (3; 19; 21).
16. Método según una de las reivindicaciones 1 hasta 15, caracterizado porque las gotas se depositan con una frecuencia de ritmo de más de 50 Hertz, preferiblemente en el rango de kilohertz.
Patentes similares o relacionadas:
Teclado óptico para ubicaciones explosivas, del 11 de Marzo de 2020, de PR Electronics A/S: Un teclado óptico (1A) que comprende al menos un panel transparente que comprende una pluralidad de aberturas rodeadas de áreas cerradas , en […]
Disposición de sensor, del 18 de Diciembre de 2019, de VISHAY SEMICONDUCTOR GMBH: Disposición de sensor, en particular como parte de una barrera de luz de reflexión, con un soporte , sobre el cual están dispuestos un fotodiodo , un primer diodo […]
Monitorización de residuos, del 20 de Noviembre de 2019, de IROBOT CORPORATION: Un sistema de monitorización de residuos para un robot de cobertura autónomo, que comprende: un receptáculo que define una abertura rectangular para […]
Barrera inmaterial, del 23 de Octubre de 2019, de SICK AG: Barrera inmaterial que presenta una carcasa con al menos tres tarjetas electrónicas dispuestas una tras otra en una dirección longitudinal y en las que […]
Bastidor de medición con filtro óptico para la determinación óptica sin contacto de una posición de penetración, del 9 de Octubre de 2019, de Meyton Elektronik GmbH: Bastidor de medición para la determinación óptica sin contacto de una posición de penetración de un proyectil a través de una superficie […]
Hoja de puerta con disposición de seguridad y procedimiento para asegurar una hoja de puerta de una puerta pivotante, del 4 de Septiembre de 2019, de Strassacker Project GmbH & Co. KG: Hoja de puerta (12, 12a, 12b, 12c, 12d) para unas puertas pivotantes , con por lo menos una hoja de puerta (12, 12a, 12b, 12c, 12d) con una disposición de seguridad […]
 Barrera óptica multirrayo, del 28 de Agosto de 2019, de SICK AG: Barrera óptica multirrayo para detectar objetos en una zona de vigilancia ,
que comprende al menos una carcasa con un […]
Barrera óptica multirrayo, del 28 de Agosto de 2019, de SICK AG: Barrera óptica multirrayo para detectar objetos en una zona de vigilancia ,
que comprende al menos una carcasa con un […]
Rejilla de luz y procedimiento con rejilla de luz, del 8 de Mayo de 2019, de SICK AG: Rejilla de luz con una unidad de emisión con una pluralidad de emisores de luz para la emisión de rayos de luz y con una unidad de recepción con […]