METODO PARA CEBAR UN FILTRO PARA METAL FUNDIDO.
Un método para iniciar el flujo de metal a través de un filtro en una unidad de filtración de metal fundido en línea que tiene un filtro (20) cerámico o refractario poroso montado horizontalmente en un recipiente (10) de filtración que tiene una entrada (16) para el metal (18) fundido y una salida (25) para el metal fundido,
siendo la salida una salida que se puede cerrar en una cubeta (23) de salida que conecta al fado aguas abajo del filtro,
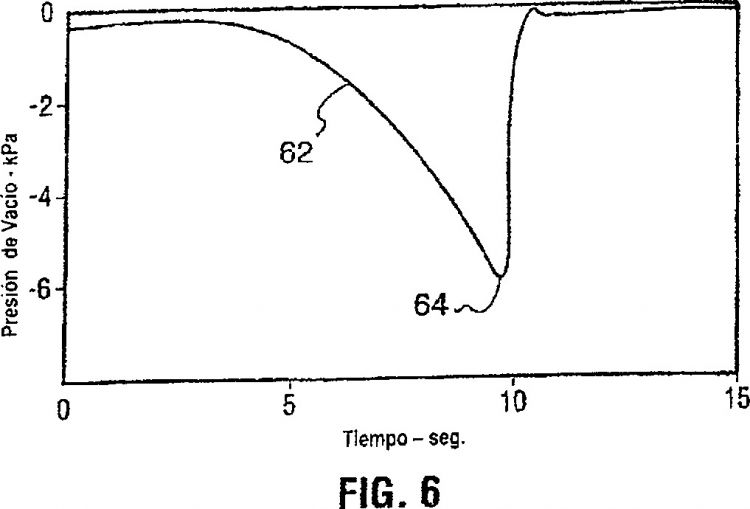
comprendiendo el método los pasos de añadir suficiente metal (18) fundido al recipiente de filtración para Henar totalmente el lado aguas arriba del filtro con metal fundido, cerrando la salida (25) de metal fundido con una tapa (24) estanca, aplicando un vacío uniformemente creciente a la cubeta de salida cerrada en una proporción de entre 0,1 y 10 kPa por segundo mediante la aspiración de una corriente de aire de la cubeta de salida a través de un ventilador (40) o venturi de aire hasta que el metal fundido comienza a fluir a través del filtro (20) y liberando entonces el vacío inmediatamente y retirando la tapa (24) estanca de la salida (25) de metal fundido
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2005/000248.
Solicitante: ALCAN INTERNATIONAL LIMITED.
Nacionalidad solicitante: Canadá.
Dirección: 1188 SHERBROOKE STREET WEST,MONTREAL QUEBEC H3A 3G2.
Inventor/es: BILODEAU, JEAN-FRANCOIS, GENDRON, ANDRE, BELLEY,LUC, MUNGER,SERGE.
Fecha de Publicación: .
Fecha Concesión Europea: 7 de Abril de 2010.
Clasificación Internacional de Patentes:
- B22D11/119 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › por filtrado.
- B22D43/00R2
Clasificación PCT:
- B01D35/02 B […] › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 35/00 Elementos filtrantes que poseen características que no están especificamente cubiertas por los grupos B01D 24/00 - B01D 33/00, o para aplicaciones no especificamente cubiertas por las clases B01D 24/00 - B01D 33/00; Dispositivos auxiliares para la filtración; Estructura de la carcasa del filtro. › Filtros adaptados a lugares especiales, p. ej. tuberías, bombas, grifos (B01D 35/05 tiene prioridad).
- B22D21/04 B22D […] › B22D 21/00 Colada de metales no férreos o de compuestos metálicos, en la medida en que sus propiedades metalúrgicas afectan al procedimiento de colada (equipos para la colada en vacío B22D 18/00 ); Utilización de composiciones apropiadas. › Colada de aluminio o magnesio.
- B22D27/00 B22D […] › Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad).
- B22D43/00 B22D […] › Limpieza mecánica, p. ej. desespumado del metal líquido.
Clasificación antigua:
- B01D35/02 B01D 35/00 […] › Filtros adaptados a lugares especiales, p. ej. tuberías, bombas, grifos (B01D 35/05 tiene prioridad).
- B22D21/04 B22D 21/00 […] › Colada de aluminio o magnesio.
- B22D27/00 B22D […] › Tratamiento del metal en el molde durante el estado líquido o plástico (B22D 7/12, B22D 11/10, B22D 18/00, B22D 43/00 tienen prioridad).
- B22D43/00 B22D […] › Limpieza mecánica, p. ej. desespumado del metal líquido.
Fragmento de la descripción:
Método para cebar un filtro para metal fundido.
Campo de la técnica
Esta invención se refiere a la filtración de metal fundido, por ejemplo, aluminio fundido.
Antecedentes de la técnica
Es una práctica industrial común eliminar por filtración pequeñas inclusiones existentes en metales fundidos, tales como el aluminio fundido. Un material típico utilizado para tales filtros es un material cerámico o refractario poroso a través del cual se hace pasar el metal fundido. Estos materiales cerámicos o refractarios no se mojan fácilmente por los metales fundidos, y cuando tales materiales tienen poros relativamente finos, se encuentran considerables dificultades para iniciar el flujo de metal a través del filtro (cebado del filtro) y típicamente tales materiales requieren el uso de recipientes de filtrado profundos para crear una carga de metal suficiente para superar las dificultades de cebado que se presentan. Varios fabricantes han desarrollado recientemente versiones de tamaño de poro fino de estos materiales de filtración para mejorar la eficiencia de filtración y las dificultades de cebado limitan su utilidad.
Una solución a este problema ha sido propuesta por la Publicación de Patente Japonesa JP 60-5829 que enseña el uso de una campana de vacío para cebar un filtro para filtrar metal fundido para utilizar en la producción de metal ultra puro. Se había encontrado que con filtros que tienen tamaños de poro fino, se necesita una presión manométrica sustancial de metal para cebar el filtro (en un ejemplo son indicadas presiones manométricas de hasta alrededor de una atmósfera). De acuerdo con esta publicación japonesa, se producía un vacío en una campana de vacío por medio de una bomba de vacío conectada a un volumen intermedio por un conducto. La bomba de vacío se utilizaba para evacuar el volumen intermedio el cual era entonces aplicado al filtro en su lado aguas abajo. Se proporcionaba una válvula de alivio de vacío rápida para cortar el vacío una vez que el cebado se había producido.
En la Publicación de Patente Japonesa JP 06-49551 se describe un dispositivo de filtro en línea continuo, basado en un filtro de tubo poroso donde se utilizaba un ventilador para forzar el metal que es pasado a través del elemento filtrante desde el exterior del tubo. El ventilador funciona solo para soplar y no proporciona ninguna succión.
En WO 88/07165 se describe un dispositivo de mezcla para horno en el cual un metal fundido en una cámara lateral cerrada es subido y bajado repetidamente para provocar el flujo de metal a través de orificios tallados y de este modo provocar la mezcla en el horno principal. El metal era subido y bajado mediante la aplicación alternativa de presión y succión por medio de un ventilador actuando sobre el gas por encima del metal en la cámara lateral cerrada. No existía sugerencia del uso de tal ventilador con un filtro.
Los presentes inventores se enfrentaban al problema de intentar cebar un filtro comercial relativamente grande que tiene por regía general un área de sección transversal relativamente grande comparada con su espesor. Ese filtro tiene una cubeta de salida relativamente grande y se encontró que un sistema como el descrito en el documento JP 60-5829 no era adecuado. Por ejemplo, se encontró que para el nivel de vacío necesario en el sistema JP 60-5829, se necesitaba una bomba de vacío y una bomba de vacío típica no es capaz de eliminar aire de una cubeta de salida comercial con suficiente rapidez. Para un funcionamiento comercial con el filtro más grande, la necesidad no era tanto de un alto nivel de vacío como de ser capaz de eliminar el aire de la cubeta de salida a una velocidad suficientemente alta.
Cebar un filtro comercial de metal de sección transversal considerable, en particular aquellos que tienen tamaño de poro fino, es un problema técnico complejo. Si se aplica un vacío a un ritmo fuera de ciertos límites, el cebado falla. Si el ritmo de aplicación del vacío es demasiado grande, el elemento filtrante puede romperse. Por otro lado, si el ritmo de aplicación es demasiado bajo, cuando el vacío alcanza cierto nivel crítico, el elemento filtrante puede resultar cebado solo en unos pocos sitios, que causa que el metal empiece a fluir a través del filtro sólo por esos sitios. Cuando esto sucede, el vacío que fue producido se libera de forma que el filtro no se ceba más y no existe flujo de metal a través de las áreas no cebadas. El área de filtración resultante se reduce sustancialmente dando lugar a una filtración más pobre, una mayor caída de nivel de metal a través del filtro y en algunos casos es necesario detener el proceso.
Se realizaron intentos de usar un tanque de vacío como el mostrado en JP 60-5829, con el tanque dimensionado para contener suficiente volumen de gas a la presión final deseada la cual se obtiene por medio de una bomba de vacío separada antes de establecer una conexión con el filtro, y diferente de la referencia en que la bomba de vacío se desconectaba del tanque antes de conectar al sistema. Aparte de la necesidad de un gran tanque de vacío, este método tendía también a crear una velocidad de evacuación incontrolable e inicialmente alta y si el sistema no era hermético podía dar por resultado una presión final insuficiente para permitir el cebado. No se encontró que fuera una disposición satisfactoria para una operación grande de filtrado comercial.
Es un objeto de la presente invención proporcionar un sistema de cebado que pueda ser adaptado para uso en grandes filtros comerciales para los que el tamaño de poro es demasiado pequeño para permitir el cebado en recipientes de filtrado de poca profundidad.
Descripción de la invención
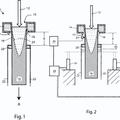
En un aspecto, ta presente invención se refiere a un método de iniciar el flujo de metal a través de un filtro en una unidad de filtración de metal fundido en línea que tiene un filtro cerámico o refractario poroso montado horizontalmente en un recipiente de filtrado. Este recipiente de filtrado tiene una entrada para metal fundido y una salida para metal fundido, siendo la salida una salida que se puede cerrar en una cubeta de salida que conecta al lado aguas abajo del filtro. El método de la invención comprende los pasos de añadir un metal fundido al recipiente de filtración suficiente para cubrir por completo el lado aguas arriba del filtro con una profundidad de metal fundido y que cierra temporalmente la salida en la cubeta de salida con una tapa estanca. Se aplica entonces un vacío uniformemente creciente a la cubeta de salida cerrada a un ritmo de entre 0,1 y 10 kPa por segundo mediante la extracción de una corriente de aire de la cubeta de salida por medio de un ventilador hasta que el metal fundido comienza a fluir a través del filtro. En ese momento el vacío se libera rápidamente y la tapa estanca se retira de la salida de metal fundido. Una vez que el filtro se ha cebado de esta manera, el flujo de metal a través del filtro continúa mientras necesita solo una carga relativamente baja de metal fundido en el lado de entrada del filtro.
Se ha encontrado que el uso de un ventilador en la forma de arriba tiene varias ventajas importantes. En primer lugar, no se necesita un tanque de vacío y el ventilador es capaz de retirar aire de la cubeta de salida muy rápidamente de forma que el nivel de vacío necesario para cebar el filtro se alcanza muy rápidamente. En segundo lugar, mediante una conexión directa a un ventilador, es posible liberar el vacío muy rápidamente sin ningún rebase cuando se alcanza el cebado.
En una realización alternativa de la invención es posible utilizar un venturi de aire en lugar del ventilador y alcanzar similares resultados.
La invención se refiere también a un nuevo aparato para filtrar metal fundido. Este aparato incluye un recipiente de filtrado, un canal de alimentación para alimentar metal fundido al recipiente de filtrado y un filtro cerámico o refractario poroso montado horizontalmente dentro del recipiente de filtrado para recibir el metal fundido del canal de alimentación. Una cubeta de salida se sitúa debajo del filtro para recibir metal fundido filtrado. Esta cubeta de salida también se extiende lateralmente mas allá del recipiente de filtrado y debajo de una parte inferior del canal de descarga. Una abertura en la parte inferior del canal de descarga conecta a la cubeta de salida de forma que el metal fundido filtrado puede fluir desde la cubeta de salida en el canal de descarga. Una unidad de cierre desplazable verticalmente se adapta para hacer asiento y sellar la abertura entre el canal de descarga y la cubeta...
Reivindicaciones:
1. Un método para iniciar el flujo de metal a través de un filtro en una unidad de filtración de metal fundido en línea que tiene un filtro (20) cerámico o refractario poroso montado horizontalmente en un recipiente (10) de filtración que tiene una entrada (16) para el metal (18) fundido y una salida (25) para el metal fundido, siendo la salida una salida que se puede cerrar en una cubeta (23) de salida que conecta al fado aguas abajo del filtro,
comprendiendo el método los pasos de añadir suficiente metal (18) fundido al recipiente de filtración para Henar totalmente el lado aguas arriba del filtro con metal fundido, cerrando la salida (25) de metal fundido con una tapa (24) estanca, aplicando un vacío uniformemente creciente a la cubeta de salida cerrada en una proporción de entre 0,1 y 10 kPa por segundo mediante la aspiración de una corriente de aire de la cubeta de salida a través de un ventilador (40) o venturi de aire hasta que el metal fundido comienza a fluir a través del filtro (20) y liberando entonces el vacío inmediatamente y retirando la tapa (24) estanca de la salida (25) de metal fundido.
2. Un método según la reivindicación 1 en el que el ventilador (40) se conecta a la cubeta (23) de salida del recipiente (10) de filtración por medio de un conducto (34) que tiene una válvula (31) para ventear a la atmósfera y el vacío se libera abriendo esta válvula a la atmósfera.
3. Un método según la reivindicación 2 en el que el conducto (34) se conecta a la tapa (24) estanca y cuando el vacío va a ser liberado se retira la tapa estanca de la cubeta (23) de salida y salida (25) del metal fundido.
4. Un método según la reivindicación 2 en el que el conducto (34) incluye también una válvula (38) de tres vías para purgar aire atmosférico en la corriente de aire que está siendo aspirada por el ventilador (40).
5. Un método según la reivindicación 4 en el que la iniciación se lleva a cabo en un tiempo de 1 a 120 segundos.
6. Un método según la reivindicación 5 en el que el tiempo es de 2 a 30 segundos.
7. Un método según la reivindicación 5 en el que el filtro (20) tiene un área de filtración de 25 a 10130 centímetros cuadrados (4 a 1570 pulgadas cuadradas).
8. Un método según la reivindicación 5 en el que el área de filtración es de al menos 645 centímetros cuadrados (100 pulgadas cuadradas).
9. Un método según la reivindicación 5 en el que el filtro (20) tiene un espesor de 1,25 a 10,2 centímetros (0,5 a 4,0 pulgadas).
10. Un método según la reivindicación 9 en el que el espesor del filtro (20) es de 2,5 a 7,6 centímetros (1 a 3 pulgadas).
11. Un método según la reivindicación 9 en el que el filtro (20) tiene un tamaño de poro medio de 150 a 500 micras.
12. Un aparato para filtrar metal fundido que comprende un recipiente (10) de filtración, un canal (16) de alimentación para alimentar metal fundido al recipiente de filtración, un filtro (20) cerámico o refractario poroso montado horizontalmente dentro del recipiente de filtración para recibir metal (18) fundido del canal de alimentación, una cubeta (23) de salida debajo del filtro para recibir metal fundido filtrado, extendiéndose dicha cubeta de salida lateralmente mas allá del recipiente de filtración y debajo de una parte del fondo de un canal (28) de descarga, teniendo dicha parte del fondo una abertura (25) que conecta el canal de descarga a la cubeta de salida, una unidad (24) de cierre desplazable verticalmente adaptada para asentar y sellar la abertura entre el canal de descarga y la cubeta de salida, un conducto (34) de aire conectado por el primer extremo a la unidad (24) de cierre y por el segundo extremo a un ventilador (40) o venturi de aire para aspirar aire de la cubeta (23) de salida, una válvula (30, 45) para liberar el vacío formado en la cubeta de salida y medios (44) para levantar y bajar la unidad (24) de cierre.
13. Un aparato según la reivindicación 12 en el que el segundo extremo del conducto de aire incluye una válvula (38) de tres vías para purgar aire atmosférico en el conducto del aire (34) que está siendo aspirado de la cubeta (23) de salida.
14. Un aparato según la reivindicación 12 en el que el ventilador (40) o venturi de aire está adaptado para aplicar un vacío continuamente creciente a la cubeta (23) de salida a razón de entre 0,1 y 10 kPa por segundo.
15. Un aparato según la reivindicación 12 en el que la válvula (31, 45) para liberar el vacío está conectada a la unidad de cierre desplazable verticalmente.
16. Un aparato según la reivindicación 15 en el que la unidad (24) de cierre desplazable verticalmente incluye contactos (47) eléctricos que se extienden desde el fondo de la misma para detectar la presencia de metal fundido.
17. Un aparato según la reivindicación 12 en el que el recipiente (10) de filtración incluye una tapa (41) que se puede quitar.
18. Un aparato según la reivindicación 12 en el que el filtro (20) tiene un área de filtración de 25 a 10130 centímetros cuadrados (4 a 1570 pulgadas cuadradas).
19. Un aparato según la reivindicación 12 en el que el área de filtración es al menos de 645 centímetros cuadrados (100 pulgadas cuadradas).
20. Un aparato según la reivindicación 12 en el que el filtro (20) tiene un espesor de 1,25 a 10,2 centímetros (0,5 a 4,0 pulgadas).
21. Un aparato según la reivindicación 12 en el que el espesor del filtro (20) es de 2,5 a 7,6 centímetros (1 a 3 pulgadas).
22. Un aparato según la reivindicación 12 en el que el filtro (20) tiene un tamaño de poro medio de 150 a 500 micras.
Patentes similares o relacionadas:
 Aparato y método para la eliminación de inclusiones no deseadas de masas fundidas de metal, del 25 de Septiembre de 2019, de NORSK HYDRO ASA: Aparato para filtrar metal fundido, en particular aluminio, que incluye un recipiente con una cubierta o carcasa exterior de metal y una construcción de revestimiento […]
Aparato y método para la eliminación de inclusiones no deseadas de masas fundidas de metal, del 25 de Septiembre de 2019, de NORSK HYDRO ASA: Aparato para filtrar metal fundido, en particular aluminio, que incluye un recipiente con una cubierta o carcasa exterior de metal y una construcción de revestimiento […]
 INSTALACION DE COLADA EN CONTINUO Y PROCEDIMIENTO ASOCIADO, del 1 de Mayo de 2009, de PYROTEK ENGINEERING MATERIALS LIMITED: Una unidad de calentamiento para utilizarse en una instalación de colada en continuo, incluyendo la citada unidad de calentamiento una cámara de calentamiento […]
INSTALACION DE COLADA EN CONTINUO Y PROCEDIMIENTO ASOCIADO, del 1 de Mayo de 2009, de PYROTEK ENGINEERING MATERIALS LIMITED: Una unidad de calentamiento para utilizarse en una instalación de colada en continuo, incluyendo la citada unidad de calentamiento una cámara de calentamiento […]
 Artículo pozo adentro corrosible, del 25 de Marzo de 2020, de MAGNESIUM ELEKTRON LIMITED: Un artículo pozo adentro corrosible que comprende una aleación de magnesio, la aleación de magnesio comprende:
(a) 0,01-10% en peso de uno o más de Ni, Co, Ir, Au, Pd o Cu,
[…]
Artículo pozo adentro corrosible, del 25 de Marzo de 2020, de MAGNESIUM ELEKTRON LIMITED: Un artículo pozo adentro corrosible que comprende una aleación de magnesio, la aleación de magnesio comprende:
(a) 0,01-10% en peso de uno o más de Ni, Co, Ir, Au, Pd o Cu,
[…]
Cuadro fundido de motocicleta y alojamiento de motor integrados, del 6 de Septiembre de 2017, de Faster Faster Inc: Un cuadro de motocicleta eléctrica , incluyendo el cuadro: una primera estructura de cuadro incluyendo: un primer tubo de torsión completamente […]
Dispositivo y procedimiento de obtención de lodos semisólidos, del 5 de Abril de 2017, de CIE AUTOMOTIVE, S.A.: Equipo de fabricación de piezas metálicas por inyección, que comprende una mesa vibratoria, un equipo inyector de alta presión y un dispositivo […]
 Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
Homogeneización y tratamiento térmico de metales colados, del 24 de Febrero de 2016, de NOVELIS, INC.: Un método de colar un lingote de una aleación de aluminio, que comprende las etapas de:
(a) suministrar metal fundido a partir de al menos una fuente a una […]
Procedimiento para la producción de un componente de motor y componente de motor, del 30 de Noviembre de 2015, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la producción de un componente de motor, en particular, de un émbolo para un motor de combustión, en el que se cuela una aleación […]
 Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio, del 29 de Julio de 2015, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , […]
Procedimiento de laminación por colada continuo y de alta eficiencia para la formación de una plancha de aleación de magnesio, del 29 de Julio de 2015, de Shenzhen Sunxing Light Alloys Materials Co., Ltd: Un procedimiento para la laminación por colada continua y eficiente de planchas de aleación de magnesio que comprende:
la provisión de varios hornos de inducción , […]