METODO DE PRODUCCION DE FILM DE PLASTICO.
Método para producir film de plástico, que comprende las etapas de;
- hacer avanzar un film de plástico (2) desde unos medios para proporcionar film (1) hasta unos medios para recoger film (8) a lo largo de una ruta de transferencia;
Caracterizado por
- dividir dicho film mediante unos medios de división (3) en la dirección de transferencia en por lo menos dos secciones de film básicamente paralelas;
- estirar dichas secciones de film mediante una unidad de estiramiento (4) en la dirección de transferencia más allá del punto de fluencia de manera que el refuerzo de cada una de las partes de borde de dichas secciones de film se proporciona debido a una contracción de material de las partes de borde en la dirección lateral a la dirección de transferencia, en el que el nivel de estiramiento del film es de 50 a 250%; y
- recoger dicho film mediante dichos medios para recoger film (8) después de dicho estiramiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/004101.
Solicitante: TRIOPLAST AB.
Nacionalidad solicitante: Suecia.
Dirección: P.O. BOX 143,333 00 SMALANDSSTENAR.
Inventor/es: KARLSSON, HANS.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C55/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › paralelo a la dirección de alimentación.
- D01D5/42C
Clasificación PCT:
- B29C55/06 B29C 55/00 […] › paralelo a la dirección de alimentación.
- D01D5/42 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01D PROCEDIMIENTOS O APARATOS MECANICOS PARA LA FABRICACION DE FILAMENTOS, HILOS, FIBRAS, SEDAS O CINTAS ARTIFICIALES (procesado o trabajado de cables metálicos B21F; fibras o filamentos de vidreo, minerales o escorias reblandecidas C03B 37/00). › D01D 5/00 Formación de filamentos, hilos o similares. › por corte de láminas en cintas estrechas o en filamentos o por hacer fibras las láminas.
Fragmento de la descripción:
Método de producción de film de plástico.
Campo de la invención
La presente invención se refiere a un proceso para producir un film de plástico con bordes reforzados.
Antecedentes de la invención
Hoy en día el film de plástico se utiliza en muchos casos. Como ejemplo, el film extensible de plástico se utiliza ampliamente para envolver productos, por ejemplo para transporte o para almacenamiento. El film de envolver de plástico es bastante delgado y es por tanto frágil y tiene tendencia a romperse, particularmente en los bordes de dicho film. Si los bordes de los films se refuerzan, el film de plástico se volverá más duradero.
Son conocidos en la técnica métodos para producir film de plástico con bordes reforzados. US 5.565.222 describe un método en frío para producir un film extensible con dobladillos lisos de doble grosor en los márgenes opuestos del film. Una desventaja con este método en frío para producir bordes reforzados es que los bordes pueden separarse con facilidad durante su aplicación y/o uso.
US 6.592.699 describe un film extensible con bordes permanentemente termosellados. Los bordes se forman doblando las partes de borde del film en una doble capa.
Una desventaja habitual con las técnicas de la técnica anterior arriba indicadas es que el grosor de las partes de borde es aproximadamente el doble del de la parte central del film. Como resultado, el film con tales bordes reforzados es difícil de enrollar en un tubo para ser almacenado. Estos métodos son también laboriosos y llevan mucho tiempo, ya que solamente puede tener bordes reforzados un rollo a la vez. Además, puede enrollarse menos cantidad de film en un rollo sin afectar a la calidad del rollo.
Resumen de la invención
Es un objeto de la presente invención superar por lo menos uno de los problemas anteriormente indicados, y proporcionar un método y un aparato para proporcionar un film de plástico con bordes reforzados que sea fácil de enrollar en un tubo para su almacenamiento.
Este y otros objetivos se alcanzan por lo menos parcialmente mediante la invención como se describe en las reivindicaciones adjuntas.
Por tanto, en un primer aspecto la presente invención proporciona un método para producir film de plástico que comprende las etapas de;
La invención se basa en el descubrimiento de que cuando el film se separa en secciones de film paralelas antes de estirarse el film, se producirá un estrechamiento de todas las partes de borde de las secciones de film. Un "estrechamiento" es una reducción de la anchura del film conforme se estira el film. Se ha descubierto que estirar el film más allá de su punto de fluencia, lo que implica una deformación plástica del film, crea un grosor no uniforme en todo el ancho de la sección de film. Por lo tanto, se obtienen bordes permanentemente reforzados de todas las partes de borde de las secciones de film en un método en-línea para producir film extensible.
La producción en-línea de film de plástico implica que el film se divide y se estira en el mismo proceso que en el que se produce el film. Normalmente, se producen muchos rollos al mismo tiempo. La producción en-línea es por tanto mucho más eficiente y rentable que la producción fuera-de línea de los films de plástico. Como el refuerzo de las partes de borde del film puede llevarse a cabo en el método en-línea para producir film extensible de plástico según la presente invención, este método es incluso más eficiente y rentable comparado con la producción fuera-de línea.
En el método de acuerdo con la presente invención, no es necesario un corte adicional de los bordes antes del enrollado. Este método proporciona por tanto un film con bordes reforzados que puede enrollarse en grandes diámetros sin afectar a la calidad del rollo. Una mala calidad de rollo, debido a los bordes más gruesos, provoca una forma típica cóncava del rollo. De esta manera, puede enrollarse menos film en un rollo de este tipo. Además, pueden surgir dificultades al desenrollar el film del rollo.
Además, se proporciona un aparato para producir film extensible de plástico. El aparato tiene unos medios para proporcionar film, unos medios para dividir el film, una unidad de estiramiento del film y unos medios para recoger el film, y el aparato se adapta para hacer avanzar un film en una dirección desde los medios para proporcionar film hasta los medios para recoger film. Los medios para dividir film dividen el film en la dirección de transferencia, y se colocan delante de la unidad de estiramiento del film en la dirección de transferencia de manera que las partes de borde del film de plástico producido por el aparato se refuerzan debido a una contracción de material de las partes de borde en la dirección lateral a la dirección de transferencia.
A continuación se procederá a describir adicionalmente la invención en las secciones que siguen.
Breve descripción de los dibujos
La Fig. 1 muestra un método para producir film de plástico estirado con bordes reforzados utilizando un proceso de film soplado.
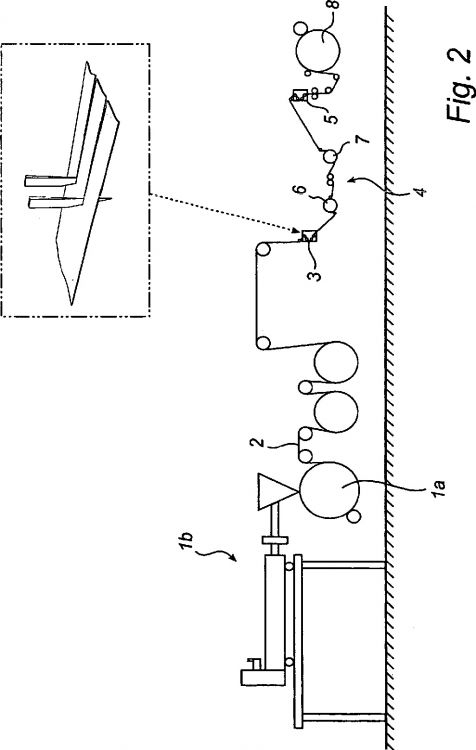
La Fig. 2 muestra un método para producir film de plástico estirado con bordes reforzados utilizando un proceso de film fundido.
Descripción detallada
La Figura 1 muestra un método para producir film de plástico estirado con bordes reforzados. Se produce film soplado mono-extruido o co-extruido que se hace avanzar a través de unos rodillos de presión 1 a. Los rodillos de presión presionan al mismo tiempo sobre el film soplado. Desde los rodillos de presión primarios el film de plástico 2 se hace pasar a través de unos rodillos guía hasta la estación de división 3 donde el film se divide en dos o varias secciones paralelas. A continuación el film pasa a través de una unidad de estiramiento 4 donde se lleva a cabo un estiramiento entre dos rodillos, el rodillo de estiramiento uno 6 y el rodillo de estiramiento dos 7, que tienen diferentes velocidades. Cuando el material es sometido a estiramiento, se produce un estrechamiento. El estrechamiento es una reducción de la anchura del film conforme se estira el film.
El punto de fluencia (también conocido como límite de resistencia) de un material se define como el estrés al que el material comienza a deformarse plásticamente. Al contrario de la deformación elástica, que es reversible y que existe únicamente por debajo del punto de fluencia, la deformación plástica es una deformación irreversible. Por consiguiente, un material que se expone a un estrés, como el estiramiento, más allá de su punto de fluencia no recupera su forma original cuando se elimina el estrés. Estirando el film de plástico de acuerdo con la invención, se crea un estrechamiento permanente por la deformación plástica del material. En el caso de un film de polietileno, el estiramiento más allá del punto de fluencia por lo general se corresponde con un estiramiento del film de 50-70% de su longitud original.
Se ha descubierto que estirar un film más allá de su punto de fluencia crea un grosor no uniforme en todo el ancho de la sección de film. Más concretamente se crean partes de borde permanentemente engordadas con una zona central ancha de un grosor considerablemente uniforme reducido con respecto al grosor del film antes del estiramiento. Puesto que la división del film de ancho completo en secciones de film paralelas se lleva a cabo antes del estiramiento, este fenómeno se produce en las partes de borde de todas las secciones de film. Las secciones de film estirado con partes de borde reforzadas pasan a los rodillos de presión secundarios 5 donde las secciones de film pueden separarse antes de pasar a la bobinadora 8.
La Figura 2 muestra...
Reivindicaciones:
1. Método para producir film de plástico, que comprende las etapas de;
2. Método según la reivindicación 1, que comprende adicionalmente la etapa de bobinar dicho film en una bobinadora (8) después de dicho estiramiento.
3. Método según la reivindicación 1 o la reivindicación 2, en el que dicho film de plástico es un film soplado.
4. Método según la reivindicación 1 o la reivindicación 2, en el que dicho film de plástico es un film fundido.
5. Método según la reivindicación 3, que comprende adicionalmente la etapa de presionar sobre dicho film soplado; en el que dicha división se lleva a cabo después de dicha etapa de presión sobre el film y antes de dicha etapa de estiramiento del film, teniendo en cuenta la dirección de transferencia.
6. Método según la reivindicación 4, en el que dichos medios para proporcionar film son una unidad de fundición (1 b); caracterizado porque la división se lleva a cabo después de dicha unidad de fundición (1 b) y antes de dicha unidad de estiramiento (4).
7. Método según cualquiera de las reivindicaciones anteriores, en el que dichas partes de borde reforzadas son entre un 10-80% más gruesas que la parte central del film.
8. Método según la reivindicación 7, en el que dichas partes de borde reforzadas son entre un 20-50% más gruesas que la parte central del film.
9. Método según cualquiera de las reivindicaciones anteriores, en el que dichas partes de borde reforzadas son de entre 5-18 micrómetros, y el grosor de la parte central del film es de entre 4-13 micrómetros.
10. Método según cualquiera de las reivindicaciones anteriores, en el que dicho film es un film de polietilenos o copolímeros que comprenden etileno.
Patentes similares o relacionadas:
Película retráctil, del 8 de Julio de 2020, de Taghleef Industries Inc: Una película retráctil de múltiples capas orientada que comprende una capa de núcleo y al menos una capa de cubierta, dicha capa de núcleo tiene un grosor […]
Composición y método de fabricación de una película de embalaje flexible, del 6 de Mayo de 2020, de FRITO-LAY NORTH AMERICA, INC.: Un método de fabricación de una película de embalaje flexible que comprende: proporcionar una película soplada que comprende resina de polietileno […]
Procedimiento para la producción de una banda de película multicapa y una banda de película multicapa, del 30 de Octubre de 2019, de RKW SE: Un procedimiento para la producción de una banda de película multicapa a partir de al menos dos bandas de película de partida hechas de material polimérico termoplástico, […]
Fleje de poliéster de alta integridad, del 29 de Marzo de 2019, de Signode International IP Holdings LLC: Fleje de poliéster que incluye moléculas de poliéster que se han orientado en la dirección longitudinal del fleje, que comprende: más de un 92% en peso y hasta […]
Procedimiento para la preparación de una cinta de película cargada, del 26 de Febrero de 2019, de RKW SE: Procedimiento para la producción de una cinta de película cargada a partir de una cinta de película de partida microporosa de material polimérico termoplástico, que […]
Línea de película soplada, procedimiento para la producción de una banda de película soplada y la película producida a partir del mismo, del 3 de Octubre de 2018, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Línea de película soplada que comprende una boquilla anular para la extrusión de un tubo de película, una zona de formación de tubo para […]
Aparato y métodos de formación por estirado de materiales variables, del 11 de Abril de 2018, de Orbital ATK, Inc: Un aparato de formación por estirado de material variable, donde el aparato comprende: una unidad de formación por estirado configurada para […]
Productos de ácido poliláctico y su uso, del 28 de Marzo de 2018, de LANKHORST PURE COMPOSITES B.V.: Producto en forma de cuerda, en particular una cinta, película o hilo, que comprende PLA, que se estira en al menos la dirección de la máquina en una proporción de estiramiento […]