METODO DE FABRICACION DE BOLSAS TERMOENCOGIBLES QUE COMPRENDEN UNA ETIQUETA DETECTABLE ELECTRONICAMENTE.
Un método para fabricar una pluralidad de bolsas termoencogibles que comprenden una etiqueta electrónicamente detectable adherida en una de las paredes internas de cada una de dichas bolsas,
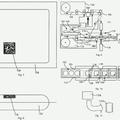
que comprende las etapas de: alimentar en una dirección de la máquina una banda de una película termoencogible orientada biaxialmente plegada en la dirección longitudinal, dicha banda comprende primera y segunda capas superpuestas que se extienden entre un primer pliegue marginal y un borde abierto; separar dichas primera y segunda capas en el borde abierto lo suficiente como para introducir una etiqueta electrónicamente detectable entre las dos capas; aplicar dicha etiqueta electrónicamente detectable a la pared interior de una de dichas primera o segunda capas a través del borde abierto; corriente abajo de dicha estación de aplicación de etiquetas precintar transversalmente y cortar dicha banda en una pluralidad de líneas de precinto transversales espaciadas regularmente de manera que por lo menos una etiqueta electrónicamente detectable esté comprendida en cada bolsa
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06290249.
Solicitante: SEALED AIR S.A.S.
CRYOVAC, INC.
Nacionalidad solicitante: Francia.
Dirección: CRYOVAC FOOD PACKAGING DIVISION 53 RUE ST. DENIS,28234 EPERNON CEDEX.
Inventor/es: ROY,FABRICE, MERIC,FRANCOIS-XAVIER, SANTAGOSTINO,STEFANO.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Febrero de 2006.
Fecha Concesión Europea: 13 de Enero de 2010.
Clasificación Internacional de Patentes:
- B65D75/54 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Cartulinas, cupones u otros insertos o accesorios (dispositivos de apertura B65D 75/70).
- B65D81/20B2
Clasificación PCT:
- B65D75/54 B65D 75/00 […] › Cartulinas, cupones u otros insertos o accesorios (dispositivos de apertura B65D 75/70).
- B65D81/20 B65D […] › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › a presión inferior o superior a atmosférica, o en una atmósfera especial, p. ej. de gas inerte.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método de fabricación de bolsas termoencogibles que comprenden una etiqueta detectable electrónicamente.
La presente invención se refiere a un método para la fabricación de bolsas termoencogibles para el envasado al vacío de productos, preferiblemente de productos alimenticios. En particular la presente invención se refiere a un método para bolsas provistas de una etiqueta electrónicamente detectable aplicada sobre una de sus paredes interiores para la trazabilidad y/o el control antirrobo del producto envasado en dicha bolsa.
Antecedentes de la invención
Los sistemas de seguridad de artículos electrónicos son ampliamente utilizados para impedir y controlar los robos en tiendas minoristas. Entre estos sistemas de seguridad resultan ampliamente conocidas las etiquetas adhesivas que comprenden sistemas electrónicamente detectables tales como circuitos electrónicos pasivos o bandas magnéticas que disparan una alarma a la salida de la tienda si no han sido antes desactivadas, por ejemplo, en el mostrador de venta.
También son conocidas las etiquetas que comprenden un chip de memoria en el que se puede guardar cierta información sobre el producto vendido, tal como información de inventario, información de uso por fechas y similares.
Para simplificar, ambos tipos de etiquetas se mencionarán en la presente patente como "etiquetas electrónicamente detectables".
Se han realizado diferentes propuestas para ocultar o atrapar dichas etiquetas en el envase con el fin de reducir el riesgo de violación o retirada de la etiqueta del objeto vendido. Por ejemplo, en EP-A-1.275.493 se describe un método en el que un dispositivo antirrobo en forma de etiqueta se coloca entre las capas de una bolsa plana preferiblemente en correspondencia de un inserto de refuerzo en la zona que sirve para colgar el envase de un expositor. En EP-A-1.054.369 se describe un método en el que la etiqueta antirrobo se coloca en la pared interior de un manguito termoplástico que es después encogido alrededor de un producto tal como un frasco o una lata. En EP-A-698.561 se describe un manguito de un material plástico termoencogible esencialmente orientado en la dirección transversal que comprende en su pared interna un filamento de metal que forma una antena para un sistema electrónico de vigilancia. Sin embargo aún existe la necesidad de proporcionar una bolsa termoencogible para el envasado al vacío de productos, en particular de productos alimenticios, provista de una etiqueta electrónicamente detectable que no se pueda retirar o falsificar sin destruir el envase final.
Descripción de la invención
El término "envasado al vacío" se utiliza en la presente patente para hacer referencia a un método de envasado en el que el encogimiento del material de envasado sobre un producto contenido se realiza después de precintar al vacío el envase, es decir que se precinta el envase una vez que el interior de dicho envase ha sido evacuado.
La bolsa termoencogible de la presente invención está hecha de una película termoencogible orientada biaxialmente. Las películas termoencogibles orientadas biaxialmente se fabrican típicamente por extrusión o coextrusión de polímeros de una masa fundida para obtener una película espesa, seguida de un templado rápido y después de la orientación de la película espesa estirándola en unas condiciones de temperatura en las que tiene lugar la orientación molecular de la película y la película no se desgarra. Tras un posterior recalentamiento a una temperatura próxima a la temperatura de orientación, la película tenderá a encogerse, intentando recuperar su estado dimensional original. Las películas termoencogibles biaxialmente orientadas pueden obtenerse por extrusión o coextrusión de el(los) polímero(s) a través de una matriz redonda proporcionando una película espesa tubular denominada "cinta", que es templada inmediata y rápidamente por medio de un baño o cascada de agua típicamente a aproximadamente temperatura ambiente. Dicha cinta es después calentada a la temperatura de orientación y estirada biaxialmente mientras está a esta temperatura, p. ej., mediante la técnica denominada de "burbuja atrapada" que utiliza la presión de gas interna para expandir el diámetro de la cinta y formar una gran "burbuja" y haciendo avanzar el tubo expandido a una velocidad más rápida que la velocidad de extrusión para obtener respectivamente una orientación en la dirección transversal y en la dirección de la máquina. Habitualmente, la elasticidad es de por lo menos aproximadamente 3 veces en cada dirección. La película es después enfriada y enrollada una vez enfriada para conservar la capacidad de termoencogimiento. El intervalo de temperatura de orientación generalmente depende del tipo de polímeros utilizados. La temperatura de orientación utilizada para la fabricación de películas termoencogibles en cualquier caso es inferior a la temperatura de fusión de por lo menos un polímero presente en la película. De forma alternativa, las películas termoencogibles orientadas biaxialmente pueden obtenerse extruyendo los polímeros a través de una matriz plana en forma de hoja y, después de una etapa de templado, calentando la hoja a la temperatura de orientación y estirándola. La orientación longitudinal generalmente se obtiene pasando la hoja sobre por lo menos dos series de rodillos de tracción, en donde el segundo conjunto avanza a una velocidad superior al primero. La orientación cruzada o transversal generalmente se realiza en un marco de estiramiento donde los bordes de la hoja son sujetados por clips transportados por dos cadenas continuas que se mueven por dos pistas que se van separando a medida que avanzan. Como alternativa a un estiramiento secuencial, es decir primero en sentido longitudinal y después en sentido transversal o viceversa, el estiramiento puede realizarse simultáneamente en ambas direcciones. La película estirada es después enfriada y enrollada como de costumbre. También en el caso de una orientación mediante un marco de estiramiento, el estiramiento es habitualmente de por lo menos aproximadamente 3 veces en cada dirección, aunque también son comunes relaciones superiores.
Las películas utilizadas para la fabricación de las bolsas termoencogibles de la invención típicamente tendrán capas múltiples, en donde las diferentes capas proporcionan las películas con las propiedades físicas y mecánicas necesarias. En general, las películas utilizadas para la fabricación de las bolsas termoencogibles de la invención tendrán un espesor total de hasta 150 µm, preferiblemente de hasta 100 µm e incluso más preferiblemente de hasta 95 µm. Típicamente, las películas tienen espesores de 25 a 150 µm, preferiblemente de 35 a 100 µm y más preferiblemente de 35 a 95 µm.
Generalmente la bolsa termoencogible se encogerá de 25 a 35% y preferiblemente de 30 a 35% en la dirección longitudinal y de 30 a 45%, preferiblemente de 38 a 45% en la dirección transversal cuando se calienta a 85ºC.
Las etiquetas electrónicamente detectables están generalmente en forma de laminados finos que comprenden por lo menos una capa termoplástica, un adhesivo sensible a la presión laminado en una cara de dicha capa termoplástica y un elemento electrónicamente detectable unido en la otra cara de la capa termoplástica. De forma opcional una segunda capa termoplástica es laminada sobre la primera capa de manera que el elemento electrónicamente detectable queda apretado entre las dos capas termoplásticas.
Generalmente las etiquetas se suministran como rollo de alimentación, estando unidas de forma desprendible a una banda continua de un material adecuado.
Los tamaños típicos de las etiquetas electrónicamente detectables adecuados para la bolsa termoencogible de la invención están en el intervalo de 5 a 35 cm2, de 8 a 30 cm2, preferiblemente de 10 a 25 cm2.
Las etiquetas electrónicamente detectables pueden actuar como dispositivos de control antirrobo produciendo una alarma audible si no han sido desactivadas antes de pasar a través de un dispositivo receptor adecuado, por ejemplo a la salida de la tienda. En este caso, el elemento electrónicamente detectable está en forma de una banda magnética fina o de un circuito electrónico pasivo. De forma alternativa, las etiquetas electrónicamente detectables pueden utilizarse para almacenar información sobre el origen, el ciclo de fabricación, el período de almacenamiento del producto que puede ser almacenada y/o recuperada durante el ciclo de distribución. En este caso el elemento electrónicamente detectable comprende...
Reivindicaciones:
1. Un método para fabricar una pluralidad de bolsas termoencogibles que comprenden una etiqueta electrónicamente detectable adherida en una de las paredes internas de cada una de dichas bolsas, que comprende las etapas de: alimentar en una dirección de la máquina una banda de una película termoencogible orientada biaxialmente plegada en la dirección longitudinal, dicha banda comprende primera y segunda capas superpuestas que se extienden entre un primer pliegue marginal y un borde abierto; separar dichas primera y segunda capas en el borde abierto lo suficiente como para introducir una etiqueta electrónicamente detectable entre las dos capas; aplicar dicha etiqueta electrónicamente detectable a la pared interior de una de dichas primera o segunda capas a través del borde abierto; corriente abajo de dicha estación de aplicación de etiquetas precintar transversalmente y cortar dicha banda en una pluralidad de líneas de precinto transversales espaciadas regularmente de manera que por lo menos una etiqueta electrónicamente detectable esté comprendida en cada bolsa.
2. El método según la reivindicación 1, en el que la banda está parcialmente cortada y la pluralidad de bolsas selladas transversalmente forman una cadena dentada precortada de bolsas.
Patentes similares o relacionadas:
Caja de embalaje para naipes barajados, del 13 de Mayo de 2020, de ANGEL PLAYING CARDS CO., LTD. (100.0%): Un procedimiento para insertar un naipe de corte en un paquete de naipes (i) barajados aleatoriamente, en el que el paquete comprende un número […]
Sistema que comprende un recipiente y un producto complementario, del 29 de Abril de 2020, de REEMTSMA CIGARETTENFABRIKEN GMBH: Sistema que comprende un recipiente para un producto relacionado con el tabaco y un producto complementario , en el que el recipiente […]
Envase de rollos de papel, del 27 de Febrero de 2020, de MANCA, Stefano: 1. Envase de rollos de papel, que partiendo de la estructuración convencional de cualquier envase de rollos de papel, ya sea de cocina o higiénico, envase […]
Envase de tipo bolsa y método asociado para la adaptación de dicho envase, del 16 de Mayo de 2019, de ECOLEAN AB: Un envase de tipo bolsa para contenidos fluidos, que comprende: dos paredes laterales flexibles opuestas que forman una parte de esquina superior […]
 Método para embalar, máquina de embalaje y programa de ordenador, del 31 de Octubre de 2018, de GAMBRO LUNDIA AB: Un método para embalar un recipiente que comprende
alimentar una primera película;
imprimir información sobre la primera película;
[…]
Método para embalar, máquina de embalaje y programa de ordenador, del 31 de Octubre de 2018, de GAMBRO LUNDIA AB: Un método para embalar un recipiente que comprende
alimentar una primera película;
imprimir información sobre la primera película;
[…]
Recipientes flexibles con válvulas flexibles, del 25 de Abril de 2018, de THE PROCTER & GAMBLE COMPANY: Un recipiente flexible no duradero que comprende: un armazón de soporte estructural al menos un volumen de producto; y al menos […]
Método para fabricar recipientes flexibles, del 17 de Mayo de 2017, de THE PROCTER & GAMBLE COMPANY: Un método para conformar un recipiente flexible , comprendiendo el método proporcionar una primera parte […]
Métodos para fabricar recipientes flexibles, del 1 de Febrero de 2017, de THE PROCTER & GAMBLE COMPANY: Un método de conformación de un recipiente flexible , comprendiendo el método proporcionar uno o más materiales […]