PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLURALIDAD DE PAÑALES DE INCONTINENCIA DESECHABLES QUE PRESENTEN UNA PARTE PRINCIPAL DEL PAÑAL Y AÑADIDOS AL MISMO UNAS PARTES LATERALES DE PAÑAL DELANTERAS Y TRASERAS.-I.
Procedimiento para la producción de una multitud de pañales desechables de incontinencia (2) que presentan una parte principal del pañal (4) y adosadas al mismo unas partes laterales de pañal delanteras y traseras (8,
10), caracterizado por los siguientes pasos del proceso: - alimentación y transporte de una banda continua de partes principales de pañal (50) en una primera dirección longitudinal (18) hacia una estación de aplicación (24), - alimentación de una banda continua de partes laterales del pañal (22) con un primer material de soporte sin fin (30), en el que respecto al primer material soporte (30) alternan zonas elásticas (70) en la dirección longitudinal de la banda de partes laterales de pañal (22), es decir previstas con una separación entre ellas, - separación de tramos longitudinales (46) de la banda de las partes laterales de pañal (22) y alimentación de los tramos longitudinales (46) a la estación de aplicación (24) y posicionamiento en la banda de partes principales de pañal (50), - fijación inseparable de los tramos longitudinales (46) de la banda de partes laterales del pañal (22) en unas primeras zonas (56) de la banda de partes principales de pañal, comprendiendo las primeras zonas (56) cada una, una zona delantera de caderas (12) y una zona trasera de caderas (14), de dos partes principales de pañal (4) contiguos y consecutivos entre sí en la dirección longitudinal, - individualización de los pañales de incontinencia desechables (2) mediante corte a través de la banda de partes principales de pañal (50) en dirección transversal a la dirección longitudinal (18), pasando el corte a través de los tramos longitudinales (46), de tal modo que una primera sección parcial (62) de un respectivo tramo longitudinal (46) forma una parte lateral de pañal delantera (8) de un primer pañal de incontinencia desechable, y un segundo tramo parcial (64) del respectivo tramo longitudinal (46) forma una parte lateral trasera de pañal (10) de un segundo pañal de incontinencia desechable inmediatamente contiguo, -presentando la parte lateral trasera del pañal (10) mayor elasticidad que la parte lateral delantera del pañal (8)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/005125.
Solicitante: PAUL HARTMANN AG.
Nacionalidad solicitante: Alemania.
Dirección: PAUL-HARTMANN-STRASSE 12 89504 HEIDENHEIM ALEMANIA.
Inventor/es: KESSELMEIER,RUDIGER DR, HORNUNG,FRIDMANN.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Mayo de 2006.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación Internacional de Patentes:
- A61F13/15J
- A61F13/15M5
- A61F13/15M7
Clasificación PCT:
- A61F13/49 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › especialmente adaptados para ser llevados alrededor de la cintura, p. ej. pañales-braga.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
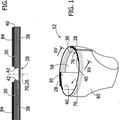
La invención se refiere a un procedimiento para la fabricación de una multitud de pañales de incontinencia desechables que presenten una parte principal de pañal y añadidas a la misma, unas partes laterales de pañal delanteras y traseras.
En los pañales de incontinencia desechables, es decir en artículos higiénicos que son utilizados generalmente por adultos, en particular de edad avanzada, las partes laterales del pañal añadidas generalmente están salientes. Se emplean para posicionar el artículo higiénico correctamente en el cuerpo y también pueden estar realizadas con elasticidad o elastificadas.
Pañales desechables con partes laterales de pañal esencialmente no elásticos y posteriores dilatables adosadas a ambos lados se conocen por ejemplo por el documento EPA-0 923 920.
El documento WO-A-2005/110314 da a conocer un procedimiento para la fabricación continua de partes delantera – con trasera de pañales desechables, donde las partes laterales del pañal delanteras y traseras se fabrican a partir de la misma banda de material, reduciendo los recortes.
La presente invención tiene como objetivo crear un procedimiento que se pueda realizar ventajosamente en cuanto a técnica de proceso y de modo económico para la producción de esta clase de pañales de incontinencia desechables.
Este objetivo se resuelve conforme a la invención por medio de un procedimiento que comprende los siguientes pasos del proceso:
- alimentar y transportar una banda continua de la parte principal del pañal en una primera dirección longitudinal hasta una estación de aplicación, - alimentar una banda continua de partes laterales del pañal con un primer material de soporte continuo, en la que con respecto al primer material de soporte están previstas de forma alternativa, es decir distanciadas entre sí, unas zonas extensibles en la dirección longitudinal de la banda de partes laterales del pañal, - separación de tramos longitudinales de la banda de las partes latearles del pañal y alimentación de los tramos longitudinales a la estación de aplicación, y posicionado junto a la banda de partes principales del pañal, - fijación inseparable de los tramos longitudinales de la banda de partes laterales del pañal a unas primeras zonas de la banda de partes principales del pañal, donde las primeras zonas comprenden cada vez una primera zona de cadera y una zona trasera de cadera de dos partes principales de pañal consecutivas en dirección longitudinal y contiguas entre sí, - individualización de los pañales de incontinencia desechables mediante el corte de la banda de partes principales del pañal en dirección transversal a su dirección longitudinal, efectuándose el corte a través de los tramos longitudinales, de tal modo que un primer tramo parcial de un respectivo tramo longitudinal forma una parte lateral de pañal delantera de un primer pañal de incontinencia desechable, y un segundo tramo parcial del respectivo tramo longitudinal forma una parte lateral trasera de pañal de un segundo pañal de incontinencia desechable inmediatamente contiguo, - donde la parte lateral trasera del pañal presenta mayor elasticidad que la parte lateral delantera del pañal.Se entiende por alargamiento la relación entre un incremento de longitud de una parte lateral del pañal, debida a la acción de una fuerza, y su longitud original. Durante el uso de tales pañales de incontinencia desechables actúan sobre las partes laterales del pañal principalmente fuerzas en dirección periférica, es decir transversal al pañal. Con la característica de elasticidad se designa la magnitud de alargamiento de la parte lateral del pañal al actuar una fuerza en la dirección transversal del pañal. Esto quiere decir, que cuanto mayor sea la magnitud de alargamiento, tanto mayor es la elasticidad. Conforme a la invención, una parte lateral trasera del pañal presenta mayor elasticidad frente al efecto de la acción de una fuerza usual durante el uso del pañal, que una parte lateral delantera del pañal. De acuerdo con un método de ensayo que se describirá más adelante, una parte lateral trasera del pañal presenta en particular para la acción de una fuerza de 45 N mayor alargamiento que una parte lateral delantera del pañal. Durante la acción de una fuerza de 45 N, una parte lateral trasera del pañal presenta preferentemente un alargamiento mínimo del 20%, en particular mínimo del 25% y especialmente como mínimo un 30%. En cambio una parte lateral delantera del pañal presenta para la acción de una fuerza de 45 N únicamente un alargamiento de preferentemente un máximo del 15%, en particular un máximo del 10% y más particularmente un máximo del 8%.
Preferentemente, una parte lateral trasera del pañal presenta alargamiento elástico al menos en dirección transversal. El alargamiento de la parte lateral del pañal se considera elástico si durante la acción de corta duración de una fuerza resulta posible alcanzar un alargamiento mínimo del 40%, y que al retirar esta fuerza permanezca un alargamiento (alargamiento permanente) máximo del 20%.
En un perfeccionamiento ventajoso de la invención, la elasticidad de una parte lateral trasera del pañal en dirección transversal es como mínimo del 40%, muy especialmente como mínimo del 50%. De acuerdo con otra idea de la invención, la magnitud absoluta del alargamiento elástico de una parte lateral trasera del pañal es como mínimo de 3 cm, en particular como mínimo de 5 cm y muy especialmente como mínimo de 7 cm.
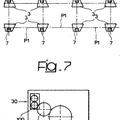
De acuerdo con el procedimiento conforme a la invención se realiza un transporte continuo de una banda de partes principales del pañal, y a esta banda de partes principales del pañal se le añaden en la forma reivindicada las partes laterales del pañal en la máquina de producción. Las partes laterales del pañal proceden a su vez de una banda de partes laterales del pañal alimentada de modo continuo, de la que se van cortando tramos longitudinales que se aplican entonces sobre la banda de partes principales del pañal transportada de modo continuo, y se fijan en ésta. De acuerdo con la invención se realiza para la individualización de los pañales de incontinencia desechables un corte de separación a través del respectivo tramo longitudinal, de modo que una sección parcial de este tramo longitudinal pertenezca a un artículo de incontinencia y la otra sección parcial al artículo de incontinencia contiguo. De forma ventajosa, se realizan las zonas afectadas de la banda de partes laterales del pañal en cuanto a su elasticidad, tal como ya se ha mencionado, de tal modo y se separan los mencionados tramos longitudinales de la banda de partes laterales del pañal de tal modo y se conduce el corte de separación al individualizar nuevos artículos de incontinencia desechables, de tal modo que una parte lateral trasera del pañal, es decir una parte lateral del pañal que se añade a la zona trasera de las caderas o zona de espalda de la parte principal del pañal, presenta mayor elasticidad que una parte lateral delantera del pañal, que se añade a una zona de caderas o una zona abdominal de la parte principal del pañal. Y es que se ha comprobado que mediante una elasticidad diferenciada de esta clase se puede conseguir una forma de ajuste mejor del artículo de incontinencia, o dicho con otras palabras, que no hay necesidad de crear elasticidades que se correspondan entre sí en la parte lateral delantera y trasera del pañal. Dado que la creación de propiedades de elasticidad, en particular propiedades de alargamiento elástico, siempre entraña costes, la posibilidad de realizar una elasticidad diferenciada en las partes laterales delantera y trasera del pañal resulta ventajosa aunque sólo fuera por este motivo. Sin embargo esto requiere realizar una elasticidad variada en la banda de partes laterales del pañal. Esto se realiza antes de aplicar los tramos longitudinales de la banda de partes laterales del pañal sobre la banda de partes principales del pañal, lo cual se describirá más adelante de forma detallada en combinación con los ejemplos de realización.
La parte principal del pañal o la banda de partes principales del pañal podría fabricarse en principio de forma continua en dirección longitudinal, en particular a partir de un material no tejido o de lámina o de un compuesto de material no tejido / lámina. Sin embargo también resulta ventajoso si una respectiva parte principal del pañal presenta un núcleo de absorción para la acumulación de fluidos, preferentemente un núcleo de absorción que comprenda materiales superabsorbentes, que se puede aplicar en particular como unidad prefabricada sobre una lámina...
Reivindicaciones:
1. Procedimiento para la producción de una multitud de pañales desechables de incontinencia (2) que presentan una parte principal del pañal (4) y adosadas al mismo unas partes laterales de pañal delanteras y traseras (8, 10), caracterizado por los siguientes pasos del proceso:
- alimentación y transporte de una banda continua de partes principales de pañal
(50) en una primera dirección longitudinal (18) hacia una estación de aplicación (24),
- alimentación de una banda continua de partes laterales del pañal (22) con un primer material de soporte sin fin (30), en el que respecto al primer material soporte (30) alternan zonas elásticas (70) en la dirección longitudinal de la banda de partes laterales de pañal (22), es decir previstas con una separación entre ellas,
- separación de tramos longitudinales (46) de la banda de las partes laterales de pañal (22) y alimentación de los tramos longitudinales (46) a la estación de aplicación (24) y posicionamiento en la banda de partes principales de pañal (50),
- fijación inseparable de los tramos longitudinales (46) de la banda de partes laterales del pañal (22) en unas primeras zonas (56) de la banda de partes principales de pañal, comprendiendo las primeras zonas (56) cada una, una zona delantera de caderas (12) y una zona trasera de caderas (14), de dos partes principales de pañal (4) contiguos y consecutivos entre sí en la dirección longitudinal,
- individualización de los pañales de incontinencia desechables (2) mediante corte a través de la banda de partes principales de pañal (50) en dirección transversal a la
dirección longitudinal (18), pasando el corte a través de los tramos longitudinales (46), de tal modo que una primera sección parcial (62) de un respectivo tramo longitudinal
(46) forma una parte lateral de pañal delantera (8) de un primer pañal de incontinencia desechable, y un segundo tramo parcial (64) del respectivo tramo longitudinal (46) forma una parte lateral trasera de pañal (10) de un segundo pañal de incontinencia desechable inmediatamente contiguo, -presentando la parte lateral trasera del pañal (10) mayor elasticidad que la parte lateral delantera del pañal (8).
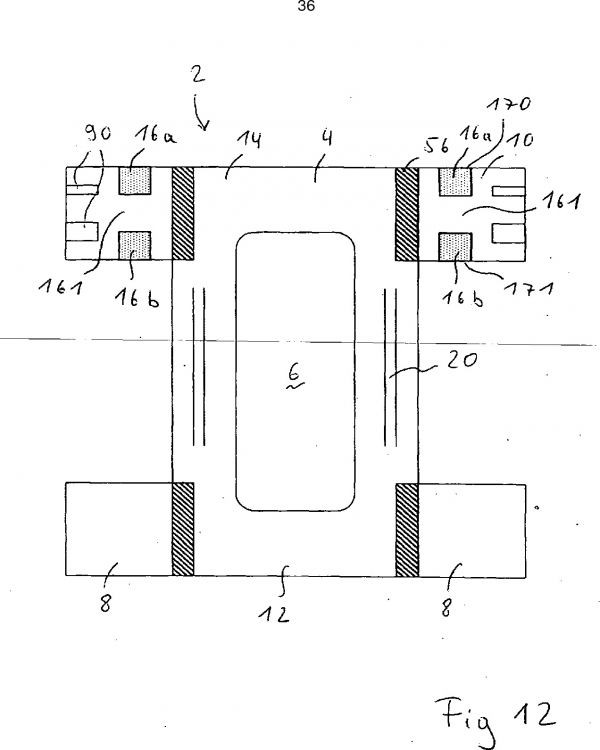
2. Procedimiento según la reivindicación 1, caracterizado porque cada parte principal del pañal (4) presenta un núcleo de absorción (6) para el almacenamiento de fluidos.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque las zonas elásticas
(70) son zonas de alargamiento elástico.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque en un segundo tramo parcial (64) de la banda de partes laterales de pañal (22) están previstas por lo menos dos zonas extensibles (70a, 70b) distanciadas entre sí en dirección longitudinal (18).
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque en la primera dirección longitudinal (18) se añaden a la banda de las partes principales de pañal (50) unos primeros elementos elásticos (20).
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se añaden a la banda de partes principales de pañal (50) unos segundos elementos elásticos que se extienden en la primera dirección longitudinal (18).
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los segundos elementos elásticos están formados por elementos cuff levantados.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la alimentación de la banda de partes laterales de pañal (22) a la estación de aplicación
(24) tiene lugar con una primera velocidad v1, y la alimentación de la banda continua de partes principales de pañal (50) a la estación de aplicación (24), tiene lugar con una segunda velocidad v2, siendo la primera velocidad v1 inferior a la segunda velocidad v2.
9. Procedimiento según la reivindicación 8, caracterizado porque la segunda velocidad v2 es por lo menos un 40%, especialmente por lo menos un 70%, en particular por lo menos un 90%, y muy particularmente como máximo un 200% mayor que la primera velocidad v1.
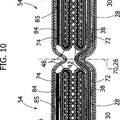
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las zonas elásticas (70) de la banda de partes laterales del pañal (22) está formada por la aplicación de material elástico (36) sobre el material de soporte (30) y por el exceso de extensión por zonas del material de soporte (30).
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el material elástico de la banda de las partes laterales de pañal (22) está formado por un material elástico (36), especialmente en forma de bandas que se extiende de modo continuo en la dirección longitudinal de la banda de partes laterales de pañal, pero que solamente se activa por tramos en la dirección longitudinal.
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el material elástico (36) está dispuesto a modo de sándwich entre un primer y un segundo material de soporte.
13. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque un tramo longitudinal (46) de la banda de las partes laterales de pañal (22) se realiza continuo de una sola pieza en una dirección transversal del pañal (2), de modo que recubre de forma continua la zona de caderas delantera o trasera (12, 14) correspondiente de la parte principal del pañal (4).
14. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque en la banda de las partes laterales del pañal (22) están previstos en dirección longitudinal y de modo consecutivo un tramo longitudinal (46a) para la formación de la parte lateral derecha del pañal y un tramo longitudinal (46b) para la formación de una parte lateral izquierda del pañal.
15. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque al individualizar los pañales desechables de incontinencia (2) o al separar los tramos longitudinales (46) se forma un tramo (72, 80) que se ha de desechar.
16. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque al efectuar la individualización se da un corte con contorno (78).
17. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la
parte lateral trasera del pañal presenta para el caso de aplicar una fuerza de 45 N un alargamiento mínimo del 20%, en particular mínimo del 25% y más particularmente como mínimo del 30%.
18. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la parte lateral delantera del pañal presenta para el caso de aplicar una fuerza de 45 N un alargamiento máximo del 15%, en particular máximo del 10% y más particularmente, máximo del 8%.
10 19. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las partes laterales delanteras del pañal (8) están realizadas esencialmente de modo no alargable.
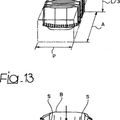
20. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las partes laterales del pañal (8, 10) se pliegan alrededor de una, en particular de dos líneas de plegado que se extienden en la primera dirección longitudinal (18).
21. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las
partes laterales del pañal (8, 10) se pliegan sobre sí mismos y se fijan en esta 20 configuración de modo separable.
22. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los pañales desechables de incontinencia (2) individualizados se pliegan alrededor de por lo menos una, en particular dos líneas de plegado que se extienden en dirección transversal a la primera dirección longitudinal (18).
Patentes similares o relacionadas:
 COMPRESA INTERLABIAL, del 10 de Mayo de 2010, de UNI-CHARM CORPORATION: Una compresa interlabial, que comprende:
un cuerpo absorbente que se mantiene entre una lámina del lado de la superficie permeable al agua […]
COMPRESA INTERLABIAL, del 10 de Mayo de 2010, de UNI-CHARM CORPORATION: Una compresa interlabial, que comprende:
un cuerpo absorbente que se mantiene entre una lámina del lado de la superficie permeable al agua […]
 PROCEDIMIENTO PARA COLOCAR UNA RED DE INTEGRIDAD DENTRO DE UNA MATRIZ ABSORBENTE, del 1 de Diciembre de 2007, de GRUPO P.I. MABE, S.A. DE C.V.: Procedimiento para colocar una red de integridad dentro de una matriz absorbente.#Proceso para colocar una red de integridad dentro de una matriz absorbente formada […]
PROCEDIMIENTO PARA COLOCAR UNA RED DE INTEGRIDAD DENTRO DE UNA MATRIZ ABSORBENTE, del 1 de Diciembre de 2007, de GRUPO P.I. MABE, S.A. DE C.V.: Procedimiento para colocar una red de integridad dentro de una matriz absorbente.#Proceso para colocar una red de integridad dentro de una matriz absorbente formada […]
ARTÍCULO DE HIGIENE FEMENINA CON UN DISEÑO ONDULADO, del 14 de Febrero de 2012, de THE PROCTER & GAMBLE COMPANY: Un artículo de higiene femenina que comprende una superficie orientada hacia el cuerpo, en el que la superficie orientada hacia el cuerpo tiene una línea (C) […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN PAÑAL, del 31 de Enero de 2011, de PAUL HARTMANN AG: Procedimiento para la fabricación de un pañal , con una parte principal consistente en una zona delantera , una zona de la espalda […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN PAÑAL, del 31 de Enero de 2011, de PAUL HARTMANN AG: Procedimiento para la fabricación de un pañal , con una parte principal consistente en una zona delantera , una zona de la espalda […]
 PROCEDIMIENTO DE PRODUCCIÓN DE UN ELEMENTO DE CIERRE PARA PRODUCTOS HIGIÉNICOS ABSORBENTES, PRODUCTO HIGIÉNICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACIÓN RESPECTIVO, del 23 de Noviembre de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento para producir un elemento de cierre para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado […]
PROCEDIMIENTO DE PRODUCCIÓN DE UN ELEMENTO DE CIERRE PARA PRODUCTOS HIGIÉNICOS ABSORBENTES, PRODUCTO HIGIÉNICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACIÓN RESPECTIVO, del 23 de Noviembre de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento para producir un elemento de cierre para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado […]
 PROCEDIMIENTO DE FABRICACION DE PRODUCTOS HIGIENICOS ABSORBENTES PREABROCHADOS, del 31 de Mayo de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de un producto higiénico absorbente preabrochado destinado a ser llevado como un par de calzoncillos, teniendo dicho […]
PROCEDIMIENTO DE FABRICACION DE PRODUCTOS HIGIENICOS ABSORBENTES PREABROCHADOS, del 31 de Mayo de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de un producto higiénico absorbente preabrochado destinado a ser llevado como un par de calzoncillos, teniendo dicho […]
 PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
 ELEMENTO DE CIERRE CON PANELES LATERALES ELASTICOS PARA PRODUCTOS HIGIENICOS ABSORBENTES, PRODUCTO HIGIENICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACION RESPECTIVO, del 17 de Diciembre de 2009, de FAMECCANICA. DATA S.P.A.: Un elemento de cierre con paneles laterales elásticos para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado dicho elemento […]
ELEMENTO DE CIERRE CON PANELES LATERALES ELASTICOS PARA PRODUCTOS HIGIENICOS ABSORBENTES, PRODUCTO HIGIENICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACION RESPECTIVO, del 17 de Diciembre de 2009, de FAMECCANICA. DATA S.P.A.: Un elemento de cierre con paneles laterales elásticos para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado dicho elemento […]