PROCEDIMIENTO PARA LA FABRICACIÓN DE UN PAÑAL.
Procedimiento para la fabricación de un pañal (2), con una parte principal (4) consistente en una zona delantera (6),
una zona de la espalda (8) y una zona de entrepierna (10) situada en dirección longitudinal (28) entre aquéllas para quedar entre las piernas de un usuario, presentando la parte principal (4) un cuerpo absorbedor (12), y con unos tramos laterales (20, 22) añadidos a ambos lados a la zona de la espalda (8) y/o a ambos lados a la zona delantera (6), que se extienden en dirección transversal (30) más allá de los bordes laterales longitudinales (32) de la parte principal (4), y que en estado puesto del pañal unen entre sí la zona delantera (6) y la zona de la espalda (8), donde los tramos laterales (20, 22) transcurren al menos por el lado orientado hacia la zona de la entrepierna (10) en dirección oblicua a la dirección longitudinal (28) o están contorneadas, fabricándose el pañal (2) en su dirección longitudinal (28), y para conseguir un trazado oblicuo o para el contorneado de los tramos laterales (20, 22) se forman escotaduras de material (62) en los tramos laterales (20, 22), caracterizado porque una banda de material (50) que forma los tramos laterales (20, 22) de ambos lados se transporta en dirección longitudinal (28); porque las escotaduras de material (62) para lograr el trazado oblicuo o el contorneado de los tramos laterales (20, 22) se forman mediante la realización de un orificio (52) con un borde periférico continuo en la banda de material (50), porque a continuación se divide la banda de material (50) en la dirección longitudinal (28) en bandas parciales (58) y la división pasa a través del orificio (52); porque de las dos bandas parciales (58) se separan de cada una unos tramos (66) en dirección transversal a la dirección longitudinal (28) para formar los tramos laterales (20, 22) que se han de aplicar a ambos lados, y porque los tramos (66) se añaden a la respectiva zona de la espalda (8) y/o a la zona delantera (6)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/004131.
Solicitante: PAUL HARTMANN AG.
Nacionalidad solicitante: Alemania.
Dirección: PAUL-HARTMANN-STRASSE 12 89522 HEIDENHEIM ALEMANIA.
Inventor/es: OSTERTAG, WOLFGANG, KESSELMEIER,RUDIGER DR, HORNUNG,FRIDMANN.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Mayo de 2008.
Fecha Concesión Europea: 22 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- A61F13/15M7
Clasificación PCT:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de un pañal, con una parte principal compuesta por una zona delantera, una zona de espalda y una zona de entrepierna situada entre aquéllas en dirección longitudinal entre las piernas de un usuario, donde la parte principal comprende un cuerpo absorbedor y unos tramos laterales aplicados a ambos lados de la zona de la espalda y/o a ambos lados de la zona delantera, que en dirección transversal se extienden más allá de los bordes longitudinales laterales de la parte principal y que en estado colocado del pañal unen entre sí la zona delantera y la zona de la espalda, estando los tramos laterales realizados con un trazado oblicuo a la dirección longitudinal por el lado orientado hacia la zona de la entrepierna, o están contorneados, confeccionándose el pañal en su dirección longitudinal y donde para conseguir el trazado oblicuo o el contorneado de los tramos laterales se forman escotaduras de material en los tramos laterales.
Los pañales anteriores son conocidos y se describen por ejemplo en el documento WO 2005/102241 A1. Frecuentemente encuentran aplicación como artículos de incontinencia relativamente abultados para adultos. Es imaginable y deseable que tanto en la zona delantera como en la zona de la espalda de la parte principal del pañal, que comprende el cuerpo absorbedor, estén adosados los tramos laterales antes citados que se extienden en la dirección transversal o en dirección periférica de las caderas. Igualmente cabe imaginar que las partes laterales sólo estén adosadas a la zona delantera o sólo a la zona de la espalda de la parte principal, y esto por ejemplo cuando las respectivas partes laterales se colocan alrededor del usuario en la dirección periférica de las caderas, y se cierran entonces sobre sí mismas, formando de este modo una especie de cinturón del pañal.
Dado que los pañales, o en particular los artículos de incontinencia de la clase citada inicialmente, pueden presentar unos tramos laterales muy salientes en la dirección periférica de las caderas, la realización de estos productos, especialmente en dirección transversal a esta dirección periférica de las caderas, es decir en la dirección longitudinal del producto, a menudo resulta muy difícil en máquinas de fabricación rápidas, ya que los materiales que forman los tramos laterales no se pueden conducir en la máquina de fabricación correctamente a altas velocidades, o sólo con un gasto considerable. El problema del "aleteo", en particular de tramos aislados o destalonados respecto a la dirección de la máquina, en la máquina de fabricación resulta problemático.
La presente invención tiene como objetivo describir un procedimiento para la fabricación de un pañal de la clase citada inicialmente mediante el cual se puedan dominar mejor los problemas citados anteriormente de configuración y aplicación de tramos laterales.
Este objetivo se resuelve conforme a la invención en un procedimiento de la clase
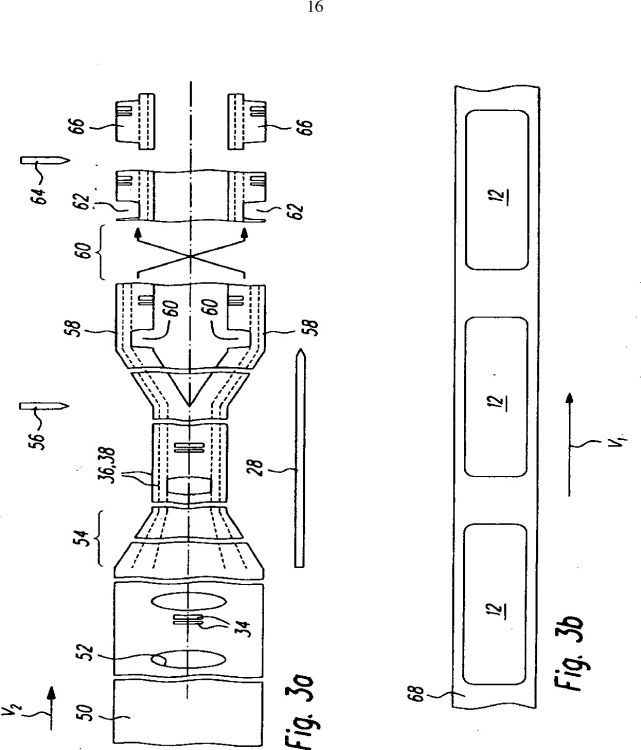
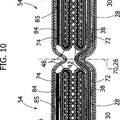
citada, por el hecho de que la banda de material que forma los tramos laterales de ambos lados se transporta en dirección longitudinal, se forman en la banda del material las escotaduras de material para lograr el trazado oblicuo o el contorneado de los tramos laterales, mediante la realización de un orificio con un borde periférico pasante en la banda de material, porque a continuación se divide la banda de material en dirección longitudinal en bandas parciales, y la división atraviesa el orificio, que de ambas bandas laterales se separan tramos respectivamente en dirección transversal a la dirección longitudinal con el fin de formar los tramos laterales que se han de aplicar a ambos lados, y porque los tramos se añaden a la respectiva zona de la espalda y/o a la zona delantera.
Por lo tanto, en la banda de material sinfín conducida en dirección longitudinal, de la que se forman los tramos laterales del pañal, se realiza un orificio rodeado por todos los lados, en particular se recorta o troquela. Después de realizada la división este orificio forma entonces el trazado oblicuo o contorneado de los tramos laterales en su lado orientado hacia la zona de la entrepierna del pañal. Los tramos laterales limitan entonces también junto con la zona de la entrepierna de la parte principal del pañal los orificios del pañal para las piernas. El procedimiento conforme a la invención resulta ventajoso por cuanto mediante la aplicación del citado orificio la banda de material se extiende todavía siempre continua en dirección longitudinal o dirección de la máquina, y sin estar destalonada por los bordes exteriores. Por lo tanto la banda se puede conducir sin problemas. Incluso cuando se divide la banda de material en dirección longitudinal, con lo cual un corte de separación y división atraviesa el orificio, preferentemente de modo simétrico o por la mitad, la banda de material o las bandas parciales formadas después de la división longitudinal siguen siendo continuas en dirección longitudinal o dirección de la máquina, hasta que se individualizan entonces en dirección transversal a la dirección longitudinal formando los tramos laterales que se vayan a aplicar.
En este punto hay que señalar también que después de la división longitudinal de la banda de material, las dos bandas parciales formadas de este modo primeramente se pueden enrollar sinfín sobre un rollo, enviándolas a un almacenamiento intermedio para su futura utilización. Para la posterior utilización y aplicación se desenrollarían entonces de nuevo las bandas parciales enrolladas y se añadirían a la zona delantera y/o a la zona de la espalda de la parte principal del pañal transportado en dirección longitudinal. También esto se debe considerar incluido en la idea de la invención.
De acuerdo con otra idea de la invención, las bandas parciales resultantes de la división de la banda de material en dirección longitudinal se conducen cruzándose entre sí, de modo que se provoca un cambio de lados con relación a la parte principal, y los orificios divididos de las dos bandas parciales señalan entonces cada uno hacia el exterior. Sin embargo hay que señalar expresamente que el procedimiento conforme a la invención también se puede realizar sin esta variante de proceso especialmente ventajosa.
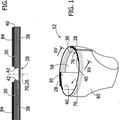
Especialmente en el caso de pañales con tramos laterales muy salientes en la dirección periférica de las caderas resulta ventajoso si la banda de material se pliega sobre sí misma por ambos lados, por lo menos a lo largo de una línea de plegado que transcurra en dirección longitudinal. Ventajosamente se pliega la banda de material sobre sí misma por ambos lados, por lo menos a lo largo de dos líneas de plegado, en particular de tres o cuatro líneas de plegado.
Este plegado de la banda de material a lo largo de una línea de plegado que transcurre en dirección longitudinal resulta especialmente ventajosa si la extensión del respectivo tramo lateral en estado desplegado en dirección transversal, es decir en dirección perpendicular a la dirección longitudinal, rebasa el borde longitudinal de la parte principal por lo menos en 10 cm., en particular por lo menos en 15 cm., muy en particular por lo menos en 18 cm. y aún más en particular por lo menos en 20 cm.
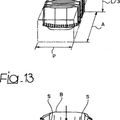
Igualmente resulta ventajoso si las zonas parciales de los tramos laterales plegadas sobre sí mismas y adosadas unas junto a otras en superficie se fijan entre sí de modo liberable en esta configuración plegada, de modo que se pueda seguir evitando el aleteo en la máquina de fabricación. Ahora bien, los tramos de material plegados sobre sí mismos con sus zonas parciales se fijan preferentemente de tal modo liberables que al desplegar al tirar una vez de los tramos laterales se pueda separar la fijación liberable sin ofrecer una resistencia importante. Para este fin resulta especialmente ventajoso si la fijación liberable de las zonas parciales plegadas sobre sí mismas de los tramos laterales está realizada mediante puntos de unión generados térmicamente y/o por ultrasonido. Sin embargo también se podría imaginar y sería ventajosa una unión que difiera de esto o sea complementaria, mediante un adhesivo adherente.
Las zonas parciales de los tramos laterales plegadas de este modo sobre sí mismas se fijan entre liberables sí de tal modo que una zona de sujeción de los tramos laterales permanezca sin fijar y se pueda sujetar bien con los dedos del usuario o de un asistente. En particular se pliegan los tramos laterales de tal modo que esta zona de sujeción sobresalga en dirección transversal más allá de la configuración...
Reivindicaciones:
1. Procedimiento para la fabricación de un pañal (2), con una parte principal (4) consistente en una zona delantera (6), una zona de la espalda (8) y una zona de entrepierna (10) situada en dirección longitudinal (28) entre aquéllas para quedar entre las piernas de un usuario, presentando la parte principal (4) un cuerpo absorbedor (12), y con unos tramos laterales (20, 22) añadidos a ambos lados a la zona de la espalda (8) y/o a ambos lados a la zona delantera (6), que se extienden en dirección transversal (30) más allá de los bordes laterales longitudinales (32) de la parte principal (4), y que en estado puesto del pañal unen entre sí la zona delantera (6) y la zona de la espalda (8), donde los tramos laterales (20, 22) transcurren al menos por el lado orientado hacia la zona de la entrepierna (10) en dirección oblicua a la dirección longitudinal (28) o están contorneadas, fabricándose el pañal (2) en su dirección longitudinal (28), y para conseguir un trazado oblicuo o para el contorneado de los tramos laterales (20, 22) se forman escotaduras de material (62) en los tramos laterales (20, 22), caracterizado porque una banda de material (50) que forma los tramos laterales (20, 22) de ambos lados se transporta en dirección longitudinal (28); porque las escotaduras de material (62) para lograr el trazado oblicuo o el contorneado de los tramos laterales (20, 22) se forman mediante la realización de un orificio (52) con un borde periférico continuo en la banda de material (50), porque a continuación se divide la banda de material (50) en la dirección longitudinal
(28) en bandas parciales (58) y la división pasa a través del orificio (52); porque de las dos bandas parciales (58) se separan de cada una unos tramos (66) en dirección transversal a la dirección longitudinal (28) para formar los tramos laterales (20, 22) que se han de aplicar a ambos lados, y porque los tramos (66) se añaden a la respectiva zona de la espalda (8) y/o a la zona delantera (6).
2. Procedimiento según la reivindicación 1, caracterizado porque las bandas parciales (58) formadas por la división en dirección longitudinal se conducen cruzándose entre sí, de modo que se provoca un cambio de lado con relación a la parte principal (4), y los orificios divididos (52) señalan entonces cada uno hacia el exterior en las dos bandas parciales
(58) en forma de escotaduras de material (62).
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque la banda de material
(50) se pliega sobre sí misma al menos alrededor de una línea de plegado (36, 38) que transcurre en dirección longitudinal (28).
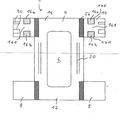
4. Procedimiento según la reivindicación 1, 2 o 3, caracterizado porque antes de dividir la banda de material (50) en dirección longitudinal (28) se aplican unos medios de cierre
(34) sobre la banda de material (50) y se fijan allí.
5. Procedimiento según la reivindicación 4, caracterizado porque los medios de cierre (34) se aplican próximos en la zona de un plano de división (70) que incluye la dirección longitudinal (28).
6. Procedimiento según la reivindicación 4, caracterizado porque los medios de cierre (34) puentean el trazado de la subsiguiente división y también se cortan en el curso de esta división.
7. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque el orificio (52) tiene forma aproximadamente ovalada.
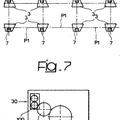
8. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque los pañales se fabrican de tal modo que en el caso de que se trate de pañales transportados de modo consecutivo en dirección longitudinal (28), la zona de la espalda
(8) de un pañal va a continuación de la zona de la espalda (8) del otro pañal, y la zona delantera (6) de un pañal está contigua a la zona delantera (6) del otro pañal.
9. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque los pañales se fabrican de tal modo que en el caso de pañales transportados de modo consecutivo en dirección longitudinal (28), la zona de la espalda (8) de un pañal va a continuación de la zona delantera (6) del otro pañal.
10. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque un tramo (66) cortado en dirección transversal a la dirección longitudinal (28) forma las partes laterales (20, 22) de dos pañales que se transportan de modo consecutivo.
11. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque los tramos laterales (20, 22) de la zona delantera (6) y de la zona de la espalda
(8) son diferentes.
12. Procedimiento según la reivindicación 11, caracterizado porque los tramos laterales (20, 22) de la zona delantera (6) y de la zona trasera (8) se diferencian en cuanto al material y/o al peso por unidad de superficie y/o a la actividad respiratoria de la banda de material empleada.
13. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque una banda de partes principales (68) que forma las partes principales (4) se transporta con una velocidad v1 de 100 – 600 m/min., en particular de 110 – 500 m/min. y muy especialmente de 120 – 400 m/min.
14. Procedimiento según una o varias de las reivindicaciones anteriores, caracterizado porque la banda de material (50) que forma los tramos laterales (20, 22) se transporta con una velocidad v2 de 50 – 300 m/min., en particular de 55 – 250 m/min. y muy especialmente de 60 – 200 m/min.
15. Procedimiento según la reivindicación 13 y 14, caracterizado porque la relación entre v2 y v1 es de 0,25 – 0,75, en particular de 0,30 – 0,65, en particular de 0,35 – 0,65, en particular de 0,40 – 0,60 y muy en particular de 0,45 – 0,55.
Patentes similares o relacionadas:
ARTÍCULO DE HIGIENE FEMENINA CON UN DISEÑO ONDULADO, del 14 de Febrero de 2012, de THE PROCTER & GAMBLE COMPANY: Un artículo de higiene femenina que comprende una superficie orientada hacia el cuerpo, en el que la superficie orientada hacia el cuerpo tiene una línea (C) […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLURALIDAD DE PAÑALES DE INCONTINENCIA DESECHABLES QUE PRESENTEN UNA PARTE PRINCIPAL DEL PAÑAL Y AÑADIDOS AL MISMO UNAS PARTES LATERALES DE PAÑAL DELANTERAS Y TRASERAS.-I, del 17 de Diciembre de 2010, de PAUL HARTMANN AG: Procedimiento para la producción de una multitud de pañales desechables de incontinencia que presentan una parte principal del pañal y adosadas al mismo unas […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLURALIDAD DE PAÑALES DE INCONTINENCIA DESECHABLES QUE PRESENTEN UNA PARTE PRINCIPAL DEL PAÑAL Y AÑADIDOS AL MISMO UNAS PARTES LATERALES DE PAÑAL DELANTERAS Y TRASERAS.-I, del 17 de Diciembre de 2010, de PAUL HARTMANN AG: Procedimiento para la producción de una multitud de pañales desechables de incontinencia que presentan una parte principal del pañal y adosadas al mismo unas […]
 PROCEDIMIENTO DE PRODUCCIÓN DE UN ELEMENTO DE CIERRE PARA PRODUCTOS HIGIÉNICOS ABSORBENTES, PRODUCTO HIGIÉNICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACIÓN RESPECTIVO, del 23 de Noviembre de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento para producir un elemento de cierre para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado […]
PROCEDIMIENTO DE PRODUCCIÓN DE UN ELEMENTO DE CIERRE PARA PRODUCTOS HIGIÉNICOS ABSORBENTES, PRODUCTO HIGIÉNICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACIÓN RESPECTIVO, del 23 de Noviembre de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento para producir un elemento de cierre para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado […]
 PROCEDIMIENTO DE FABRICACION DE PRODUCTOS HIGIENICOS ABSORBENTES PREABROCHADOS, del 31 de Mayo de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de un producto higiénico absorbente preabrochado destinado a ser llevado como un par de calzoncillos, teniendo dicho […]
PROCEDIMIENTO DE FABRICACION DE PRODUCTOS HIGIENICOS ABSORBENTES PREABROCHADOS, del 31 de Mayo de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de un producto higiénico absorbente preabrochado destinado a ser llevado como un par de calzoncillos, teniendo dicho […]
 PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
PROCEDIMIENTO PARA FABRICAR ARTICULOS HIGIENICOS CON PANELES LATERALES, del 16 de Abril de 2010, de FAMECCANICA. DATA S.P.A.: Un procedimiento de fabricación de artículos higiénicos que pueden ser llevados como ropa interior, teniendo dichos artículos un cuerpo principal que puede adoptar […]
 ELEMENTO DE CIERRE CON PANELES LATERALES ELASTICOS PARA PRODUCTOS HIGIENICOS ABSORBENTES, PRODUCTO HIGIENICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACION RESPECTIVO, del 17 de Diciembre de 2009, de FAMECCANICA. DATA S.P.A.: Un elemento de cierre con paneles laterales elásticos para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado dicho elemento […]
ELEMENTO DE CIERRE CON PANELES LATERALES ELASTICOS PARA PRODUCTOS HIGIENICOS ABSORBENTES, PRODUCTO HIGIENICO ABSORBENTE Y PROCEDIMIENTO DE FABRICACION RESPECTIVO, del 17 de Diciembre de 2009, de FAMECCANICA. DATA S.P.A.: Un elemento de cierre con paneles laterales elásticos para productos higiénicos absorbentes desechables de tipo braga-pañal, estando formado dicho elemento […]
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]