PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE EMPALMES DE TUBOS.
Procedimiento de fabricación de empalmes de tubos, en especial,
tubuladuras roscadas, con las siguientes etapas:
Introducción de un trozo (1) de tubo en una matriz (9),
Abocardado de un primer extremo (6) de tubo del trozo (1) de tubo por medio de un mandril (14) conformador, configurando o eliminando un perfilado del trozo (1) de tubo,
Sobreponer un dispositivo (23) de estirado sobre el extremo (6) del tubo, caracterizado por
Llevar a cabo un proceso de estirado en el extremo (6) del tubo abocardado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08103391.
Solicitante: WITZIG & FRANK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AM HOLDERSTOCK 2,77652 OFFENBURG.
Inventor/es: BAUER, WALTER, KONIG,MANFRED, KOSCHIG,BERND.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Abril de 2008.
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B21D41/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Ensanchamiento.
Clasificación PCT:
- B21C37/28 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de racores para tubos, p. ej. piezas en forma de U.
- B21D41/02 B21D 41/00 […] › Ensanchamiento.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de empalmes de tubos.
El invento se refiere a un procedimiento y a un dispositivo para la fabricación de empalmes de tubos, racores y similares, en especial, tubuladuras roscadas, según el preámbulo de la reivindicación 1 o bien 14 (véase, por ejemplo, el documento WO-A-2005/061148).
Los racores son mercancías producidas a gran escala, que se fabrican con la mayor eficacia en números extraordinariamente grandes. Pero no deben hacerse recortes en la calidad. Esto plantea exigencias elevadas en la construcción de máquinas, construcción de moldes y en la tecnología de procesos. Como "tubuladuras roscadas" se designan, en la práctica, los racores, que presentan un extremo roscado y un extremo dispuesto para un empalme por presión.
A partir del documento DE 100 31 989 A1, se conoce, por ejemplo, un procedimiento para fabricar racores de acero fino. Este procedimiento utiliza una matriz, en la que se inserta un trozo de tubo como pieza en bruto, así como un mandril de recalcado, que es introducido a presión en el extremo del tubo para abocardar el extremo del tubo. La pared del tubo se expande, al mismo tiempo, en dirección perimetral. Además de eso, se ejerce con un reborde, configurado en el mandril, una presión axial sobre el extremo frontal del trozo de tubo, de modo que la pared del tubo es recalcada en dirección axial. Este proceso sirve para producir una acanaladura anular, que se extiende alrededor de la pared del tubo, y en la que se puede instalar un anillo tórico como junta de estanqueidad.
Otro procedimiento más para la fabricación de un racor a presión, preferiblemente de cobre, se conoce por el documento DE 43 36 261 A1. Este documento revela un procedimiento de varias etapas, en el que se inserta un trozo de tubo como pieza en bruto en una matriza dividida. La pieza en bruto así sujeta es recalcada axialmente por medio de un mandril y, dado el caso, algo abocardada. En la pared del tubo del extremo tubular se forma un toro anular de material, que se extiende alrededor del tubo. En una etapa ulterior, se ruletea el toro o bien la canaladura desde dentro con un rodillo, que marcha sobre una pista orbital, para configurar un asiento liso sin defectos para un anillo tórico.
Interés principal del procedimiento conocido previamente era la fabricación de racores con un asiento para un anillo tórico. Además, los racores tenían respectivamente la misma tecnología de empalme en sus dos extremos, es decir, un asiento para un anillo tórico y una zona de presión para empalmar un tubo, en cada caso. Pero la pared del tubo es tan delgada que no se puede practicar ninguna rosca corriente, en caso de que se haya de fabricar una tubuladura roscada.
Por el documento DE 10 2005 014 940 A1, se conoce un racor con un empalme roscado y un empalme por presión, que es fabricado en un procedimiento de conformación. El espesor de pared más grueso para el empalme roscado se realiza por recalcado. La rosca debe hacerse entonces en el material recalcado axialmente.
Es problema del presente invento proporcionar un procedimiento de producción robusto y altamente eficiente para fabricar racores, que utilicen una técnica de empalme diferente en sus dos extremos mutuamente opuestos.
Otro problema más del invento consiste en la fabricación de racores con una sección de sección transversal no circular.
Este problema se resuelve por el procedimiento según la reivindicación 1 y con el dispositivo según la reivindicación 14.
En el procedimiento según el invento, se inserta o se fija dentro de un molde o matriz el trozo de tubo, que sirve de pieza en bruto. Luego, se abocarda en sucesión discrecional apropiada una sección del trozo de tubo por medio de un mandril de conformación, pudiéndose eliminar un perfilado existente del trozo de tubo o pudiéndose realizar un perfilado no existente en el trozo de tubo y sobreponiéndose (antes o después) un dispositivo de estirado en el extremo del tubo. Con el dispositivo de estirado, se lleva a cabo un proceso de estirado en el extremo del tubo, en cuyo transcurso se expande axialmente el extremo del tubo. Con ello, se consigue una reducción del espesor de pared. Se forma una pieza en bruto intermedia con dos extremos, que presentan espesores de pared diferentes.
De este modo, se pueden conformar trozos de tubo resultando un producto, que presenta un primer extremo de espesor de pared más grueso, un segundo extremo con espesor de pared más delgado y, entremedias, una sección perfilada, por ejemplo, octogonal o hexagonal. En los dos extremos del tubo se pueden materializar diferentes técnicas de empalme. Por ejemplo, se puede dotar el extremo del tubo de espesor más grueso de una rosca exterior, una rosca interior o un medio de empalme diferente, que requiera una pared más gruesa. El extremo del tubo más delgado se puede dotar de otro medio de empalme como, por ejemplo, una acanaladura anular, en la que se inserte un anillo tórico, manejándose después el extremo del tubo como un racor a presión. Puede servir también como empalme soldado. Se pueden aplicar asimismo otras técnicas de empalme, que se adecuen más bien a extremos de tubo de paredes delgadas.
El abocardado del extremo del tubo se lleva a cabo preferiblemente en dos etapas parciales. Para ello, se utilizan dos mandriles de conformación diferentes. El primer mandril conformador se utiliza en una primera etapa de abocardado para ensanchar el extremo del tubo con un diámetro pequeño. Al mismo tiempo, se puede realizar un perfilado en una sección intermedia del trozo de tubo. El perfilado puede ser, por ejemplo, un perfilado hexagonal, octogonal o cualquier otro. Se puede realizar éste en el tamaño deseado. Aunque el extremo del tubo contiguo a la zona perfilada se abocarda preferiblemente a una dimensión deseada. Si el trozo de tubo, que sirve de pieza en bruto, tenía ya un perfilado inicial, se puede eliminarlo al abocardar. La sección transversal del extremo del tubo es ahora redonda en cualquier caso, independientemente de un perfilado inicial existente.
La generación (u obtención) del perfilado en la sección intermedia y el abocardado del extremo del tubo tiene lugar preferiblemente en una matriz, que rodea por fuera la zona perfilada del extremo del tubo. Esta parte de la matriz se configura preferiblemente de dos o más piezas, apoyándose las piezas de forma móvil, por ejemplo, radialmente ajustables.
Una etapa ulterior del procedimiento es un proceso de estirado a realizar en el extremo del tubo. Para llevar a cabo la misma, se instala un dispositivo de estirado en el extremo del tubo. Al dispositivo de estirado le corresponden preferiblemente un anillo de estirado, que rodea por fuera el extremo del tubo, y un mandril. Como mandril puede servir, por ejemplo, el mandril abocardador de la etapa de abocardado. Si la etapa de abocardado se realiza en dos etapas, se puede aprovechar el mandril conformador, utilizado para la segunda etapa de abocardado, como parte del dispositivo de estirado.
En el proceso de estirado, se reduce el espesor de pared del extremo del tubo. Se puede reducir hasta la dimensión apropiada, por ejemplo, para la configuración de una tubuladura por presión. Se pueden agregar etapas de mecanizado ulteriores como, por ejemplo, el refrentado de la superficie frontal del extremo del tubo, la realización de una o varias acanaladuras anulares para recibir anillos tóricos u otros elementos, etc.
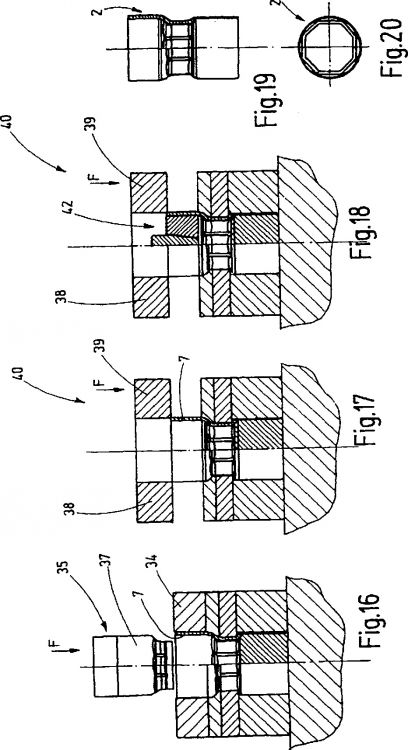
La continuación del procedimiento tiene lugar ahora en un segundo extremo del tubo, que ha de conservar un espesor de pared más grueso. El extremo del tubo se puede abocardar con un mandril adicional, para lo cual es recibido en la matriz, que se ajusta exteriormente al extremo del tubo. Si se hubiese de practicar una rosca cónica en el extremo del tubo, se puede recalcar entonces radialmente el extremo del tubo para recibir una forma básica cónica. Al mismo tiempo, el extremo del tubo se puede apoyar, en caso necesario, desde dentro por medio de una o varias piezas mecanizadas móviles.
Si la pieza en bruto hubiese tenido al principio una sección transversal poligonal, se la puede eliminar en la etapa de abocardado para darle al extremo del tubo una sección transversal circular.
En la configuración de la forma deseada del extremo del tubo, se puede agregar una etapa de mecanizado adicional como, por ejemplo, el refrentado, en el que se alisa por torneado la superficie frontal del extremo del tubo. En etapa de tratamiento ulterior, se puede practicar por laminación u otra forma una rosca exterior en...
Reivindicaciones:
1. Procedimiento de fabricación de empalmes de tubos, en especial, tubuladuras roscadas, con las siguientes etapas:
2. Procedimiento según la reivindicación 1, caracterizado porque el abocardado del extremo (6) del tubo se realiza en dos etapas parciales.
3. Procedimiento según la reivindicación 2, caracterizado porque el trozo de tubo es abocardado en una primera etapa de abocardado con un mandril (14) conformador a una dimensión fijada, que es menor que una dimensión prevista.
4. Procedimiento según la reivindicación 2, caracterizado porque el extremo (6) del tubo es ensanchado en una segunda etapa de abocardado a la dimensión prevista.
5. Procedimiento según la reivindicación 1, caracterizado porque el extremo (6) del tubo es abocardado dentro del dispositivo (23) de estirado antes de llevarse a cabo el proceso de estirado.
6. Procedimiento según la reivindicación 4, caracterizado porque la segunda etapa de abocardado se lleva a cabo dentro del dispositivo (23) de estirado.
7. Procedimiento según la reivindicación 1, caracterizado porque el primer extremo (6) del tubo se expande en dirección axial durante el proceso de estirado, reduciéndose su espesor de pared.
8. Procedimiento según la reivindicación 1, caracterizado porque se abocarda la segunda sección del trozo (1) de tubo, que forma un segundo extremo (7) del tubo.
9. Procedimiento según la reivindicación 1, caracterizado porque una segunda sección del trozo (1) de tubo, que forma un segundo extremo (7) del tubo, es transformada en una forma cónica.
10. Procedimiento según la reivindicación 1, caracterizado porque una segunda sección del trozo (1) de tubo, que forma un segundo extremo (7) del tubo, es provista de una rosca.
11. Procedimiento según la reivindicación 1, caracterizado porque el mandril (14,19) de conformación presenta una sección (15, 20) de sección transversal poligonal y una sección (16, 21) de sección transversal redonda, y porque el trozo (1) de tubo se apoya con una sección (5) intermedia, que ha de recibir o conservar una sección transversal poligonal, en una sección (12, 13) perfilada, que presenta la dimensión prevista de la sección (5) intermedia.
12. Procedimiento según la reivindicación 1, caracterizado porque el trozo (1) de tubo presenta una sección transversal circular antes de la realización del procedimiento.
13. Procedimiento según la reivindicación 1, caracterizado porque el trozo (1) de tubo presenta una sección transversal poligonal antes de la realización del procedimiento.
14. Dispositivo, en especial para llevar a cabo el procedimiento según la reivindicación 1:
15. Dispositivo según la reivindicación 14, caracterizado porque el orificio de la primera pieza (9) de la matriz presenta una sección transversal circular.
16. Dispositivo según la reivindicación 14, caracterizado porque el orificio de la primera pieza (9) de la matriz presenta una sección transversal poligonal.
17. Dispositivo según la reivindicación 14, caracterizado porque la segunda pieza (12, 13) de la matriz está subdividida en al menos dos piezas apoyadas de forma radialmente desplazable.
18. Dispositivo según la reivindicación 14, caracterizado porque se han previsto al menos dos mandriles (14, 19) abocardores a aplicar consecutivamente de diferentes tamaños.
19. Dispositivo según la reivindicación 18, caracterizado porque el segundo mandril (19) abocardador se ha asociado al dispositivo (23) de estirado.
20. Dispositivo según la reivindicación 14, caracterizado porque al dispositivo de estirado le corresponde un anillo (23) de estirado, que se ha colocado alrededor del contorno exterior de la sección del extremo (6) del tubo a abocardar, mientras que el mandril abocardador se introduce en el extremo (6) del tubo.
21. Dispositivo según la reivindicación 14, caracterizado porque al dispositivo le corresponden una matriz (26, 34) y un mandril (35) abocardador para una segunda sección del trozo (1) de tubo, que forma un segundo extremo (7) del tubo.
22. Dispositivo según la reivindicación 14, caracterizado porque el dispositivo presenta un mecanismo 40 de compresión para transformar la sección no expandida axialmente del extremo (7) del tubo en una forma cónica.
Patentes similares o relacionadas:
CABEZAL EXPANSOR DE TUBOS PARA HERRAMIENTA ELÉCTRICA, del 21 de Julio de 2020, de LEHENTECH, proizvodnja in druge storitve d.o.o: 1. Cabezal de herramienta eléctrica para expandir un extremo de un tubo, en particular para aumentar el diámetro de dicho extremo, caracterizado […]
Un método para realizar una conexión de manguera para una manguera, del 6 de Mayo de 2020, de Bremboflex S.R.L: Método para realizar una conexión de manguera para una manguera, que incluye por lo menos las fases siguientes de procesamiento de una lámina metálica: - […]
Aparato de expansión de tubos para tubos finos de acero inoxidable, del 2 de Octubre de 2019, de O.N. Industries Ltd: Un aparato de expansión de tubos para un tubo fino de acero inoxidable , que comprende: un cabezal de expansión de tubos que incluye un orificio […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Dispositivo de vuelo mejorado para vuelo a los extremos de tubos, del 6 de Marzo de 2019, de Andel Technology Polska Sp. z.o.o: Dispositivo de abocardado adecuado para abocardar los extremos de las tuberías (T), que comprende un cuerpo principal que se desarrolla a lo largo de una dirección […]
Pieza adicional para rebordear para el abocardamiento de extremos de tubo cilíndricos, del 21 de Febrero de 2019, de Goop, Florian: Pieza adicional para rebordear para el abocardamiento de extremos (R) de tubo cilíndricos, para un aparato (G) de mano accionable automáticamente, […]
Estructura de acoplamiento, miembro de acoplamiento que tiene una estructura de acoplamiento y método de fabricación de un miembro de acoplamiento que tiene una estructura de acoplamiento, del 16 de Enero de 2019, de NIPPON STEEL CORPORATION: Una estructura de acoplamiento que comprende: una sección hueca del vástago formada por un tubo metálico; y secciones de fijación (20, […]