HERRAMIENTA DE SOLDADURA POR PUNTOS.
- Herramienta de soldadura por puntos para la soldadura por resistencia de piezas de trabajo,
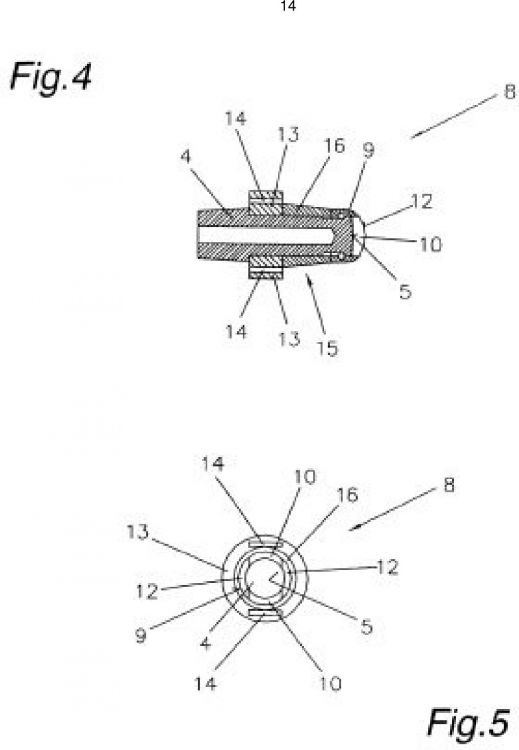
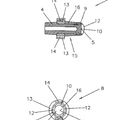
en particular de chapas (6, 7), con al menos una pinza portaelectrodos (11) con al menos un electrodo (4) y un dispositivo de enrollamiento para enrollar y desenrollar una cinta (1) para proteger el al menos un electrodo (4), caracterizada porque en el electrodo (4), en la zona de la caperuza de electrodo (5), está dispuesto un elemento de presión (9), presentando este elemento de presión (9) una guía (10) para la cinta (1) y estando unido el mismo al electrodo (4) de forma móvil en la dirección longitudinal del mismo, de modo que la cinta (1) puede distanciarse del electrodo (4) y porque en el electrodo (4) está dispuesto un elemento de apoyo (13) con canales guía (14) para el alojamiento de la cinta (1) y para el guiado de la cinta (1) a lo largo del electrodo (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06026457.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: VORCHDORFER STRASSE 40 4643 PETTENBACH AUSTRIA.
Inventor/es: STIEGLBAUER,WALTER, WIMMER,MANFRED, HIMMELBAUER,KARIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Mayo de 2003.
Fecha Concesión Europea: 25 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B23K11/30B
- B23K11/30Q
Clasificación PCT:
- B23K11/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Características relativas a los electrodos (formas o composiciones de los electrodos B23K 35/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
La invención se refiere a una herramienta de soldadura por puntos para la soldadura por resistencia de piezas de trabajo, en particular de chapas, con al menos un electrodo y un dispositivo de enrollamiento para enrollar y desenrollar una cinta para proteger el al menos un electrodo.
Una herramienta de soldadura por puntos de este tipo se conoce por el documento JP 08 118 037.
Actualmente se usan cada vez más chapas u otras piezas de trabajo de aleaciones de aluminio y magnesio, así como chapas de acero galvanizadas o recubiertas, en parte en una ejecución altamente resistente, por ejemplo en la construcción de carrocerías. Además de las ventajas, como una reducción del peso y una buena resistencia a la corrosión, estos materiales o los recubrimientos de los mismos causan problemas al unirlos mediante soldadura por puntos. En primer lugar, es un inconveniente la producción durante la vida fuertemente reducida de los electrodos de soldadura por puntos en comparación con la producción que se consigue en chapa de acero desnuda. El gran desgaste de los electrodos conlleva costes elevados por un repaso frecuente de la superficie de contacto del electrodo o por el frecuente cambio de electrodos que resulta de ello, así como una calidad de soldadura menor, en particular antes de un repaso de los electrodos o antes de un cambio de los electrodos.
Para proteger los electrodos de soldadura por puntos de suciedad o de una aleación del electrodo por el material que ha de ser soldado es conocido colocar una lámina metálica en forma de una cinta entre el electrodo y la pieza de trabajo. Para conseguir un avance asegurado de la cinta es necesario impedir que la cinta quede adherida a la superficie de contacto del electrodo.
Para ello se conoce por el documento EP 0 830 915 B1 un dispositivo para proteger los electrodos durante la soldadura por puntos, en el que se arrastra una cinta con ayuda de un dispositivo para desenrollar pasando por el electrodo que ha de ser protegido. La cinta está hecha sustancialmente de una aleación de cobre y níquel o de níquel puro, con un grosor de 0,02 mm a 0,05 mm. Para una mayor estabilidad, el electrodo, en particular la caperuza del electrodo, está recubierto con plata o un óxido metálico de plata o está provisto de una pieza insertada correspondiente.
Además, se conoce por el documento US 5 552 573 A una cinta para un procedimiento de soldadura por resistencia para la protección del electrodo, estando hecha la cinta de un material base, en el que está aplicado en los lados, respectivamente, una capa, pudiendo estar hechas las capas del mismo material o de materiales distintos. El material base presenta aquí un grosor de 0,02 mm a 1 mm y está hecho de hierro, acero, cobre o una aleación de cobre. Las capas aplicadas presentan un grosor del orden de 1 µm a 100 µm y pueden estar hechas de níquel, titanio, niobio, molibdeno, tungsteno, cromo, cobalto o aleaciones de éstos. Estas cintas presentan el inconveniente que es necesario un esfuerzo de fabricación muy grande mediante recubrimiento o aleación, por lo que se generan costes muy elevados al fabricar cintas de este tipo. Otro inconveniente muy importante es que son posibles múltiples combinaciones de los materiales más diversos, de modo que para las distintas aplicaciones es necesario un almacenamiento complicado y costoso de las cintas combinadas de este tipo, puesto que el usuario no tiene posibilidades de reunir por su cuenta las distintas combinaciones.
Una aplicación de cintas para proteger los electrodos en el procedimiento de soldadura por puntos se conoce también por los documentos DE 197 54 546 C1, JP 10 029 071 A, JP 08 118 037 A, JP 04 322 886 A o JP 05 192 774 A. En éstos, en las herramientas de soldadura por puntos se posiciona la cinta que se alimenta y evacua mediante un dispositivo de enrollamiento en el electrodo para protegerlo impidiendo el contacto entre el electrodo y la pieza de trabajo o el componente, de modo que en un proceso de soldadura por puntos la cinta se apoya en la pieza de trabajo o en el componente.
El documento JP 06-344149 A también muestran una cinta protectora para los electrodos para la soldadura por resistencia de piezas de trabajo, estando hecha la cinta de cobre o similares con un recubrimiento de una aleación de cobre y estaño. Por lo tanto, la cinta protectora debe ser prefabricada con un recubrimiento correspondiente.
El inconveniente de los procedimientos según los documentos DE 197 54 546 C1 y JP 04 322 886 A es que la cinta es arrastrada durante el transporte por el electrodo, por lo que se produce un gran desgaste del electrodo debido a la fricción entre el electrodo y la cinta.
En los procedimientos según los documentos JP 10 029 071 A y JP 08 118 037 A, el inconveniente es que para el transporte de la cinta, en particular la alimentación y evacuación de la cinta, es necesaria una estructura muy compleja, de modo que las herramienta de soldadura por puntos de este tipo apenas pueden usarse en la práctica. Con instalaciones de este tipo sólo es posible soldar entre sí chapas sencillas. No es posible una aplicación en robots de soldadura por puntos, en particular en la industria del automóvil, puesto que para ello se necesitan herramientas de soldadura por puntos pequeñas y compactas.
La invención tiene el objetivo de crear una herramienta de soldadura por puntos del tipo definido al principio con un tamaño constructivo pequeño.
El objetivo de la invención se consigue mediante una herramienta de soldadura por puntos según la reivindicación 1. Gracias a la disposición del elemento de presión se ejerce una presión adicional sobre las piezas de trabajo, en particular las chapas, de modo que no sólo se realiza una solicitación con presión puntual en la pieza de trabajo mediante el electrodo, pudiendo evitarse, por lo tanto, un abombado de la pieza de trabajo. Además, así es menor la solicitacíon del electrodo reduciéndose el desgaste del electrodo. Puesto que el elemento de presión presenta una guía para la cinta protectora del electrodo y está unido al electrodo de forma móvil en la dirección longitudinal del mismo, la cinta puede distanciarse del electrodo. Gracias al levantamiento de la cinta protectora del electrodo, ésta ya no roza en el electrodo al avanzar la cinta y contribuye a una reducción del desgaste del electrodo. De este modo es posible renunciar a recubrimientos caros en el electrodo y también en la cinta protectora del electrodo. Por lo tanto, se crea una herramienta de soldadura por puntos muy compacta, que también puede aplicarse en robots de soldadura, pero también en pinzas portaelectrodos manuales. La accesibilidad de los equipos de soldadura por puntos de este tipo con cintas corresponde a la accesibilidad de herramientas de soldadura por puntos sin cintas. Los canales guía para el alojamiento de la cinta crean un guiado de cinta óptimo a lo largo de la herramienta de soldadura por puntos, por lo que puede ser muy pequeño el tamaño constructivo de la herramienta de soldadura por puntos con la alimentación y evacuación de la cinta.
Es ventajoso que el elemento de presión sobresalga del electrodo en el estado no solicitado, es decir, con la pinza portaelectrodos abierta. De este modo que garantizado siempre que la cinta para la protección del electrodo no tenga contacto con el electrodo durante el transporte.
De forma ventajosa están previstos medios para la aplicación de fuerza del elemento de presión, de modo que el elemento de presión ejerce durante el servicio de la herramienta de soldadura por puntos una presión o una fuerza sobre las piezas de trabajo, en particular las chapas. Por lo tanto, no se produce una acción de fuerza puntual a través del electrodo, sino una acción de fuerza en varios puntos o superficies, por lo que se evita una torsión o un abombamiento de las piezas de trabajo. Por lo tanto, durante el proceso de soldadura se consigue un contacto con ajuste positivo entre las piezas de trabajo, en particular entre las chapas.
Los medios para la aplicación de fuerza pueden estar formados por un elemento elástico, por ejemplo un resorte o un medio de ajuste.
Además, pueden estar previstos medios para el ajuste de la fuerza sobre el elemento de presión, para poder adaptar la herramienta de soldadura por puntos de forma óptima a los requisitos de cada caso.
Si la guía para la cinta en el elemento de presión está realizada de tal modo que la cinta para la protección de los electrodos sobresale de una superficie frontal del elemento de presión, queda...
Reivindicaciones:
1. Herramienta de soldadura por puntos para la soldadura por resistencia de piezas de trabajo, en particular de chapas (6, 7), con al menos una pinza portaelectrodos (11) con al menos un electrodo (4) y un dispositivo de enrollamiento para enrollar y desenrollar una cinta (1) para proteger el al menos un electrodo (4), caracterizada porque en el electrodo (4), en la zona de la caperuza de electrodo (5), está dispuesto un elemento de presión (9), presentando este elemento de presión (9) una guía (10) para la cinta (1) y estando unido el mismo al electrodo (4) de forma móvil en la dirección longitudinal del mismo, de modo que la cinta (1) puede distanciarse del electrodo (4) y porque en el electrodo (4) está dispuesto un elemento de apoyo (13) con canales guía (14) para el alojamiento de la cinta (1) y para el guiado de la cinta (1) a lo largo del electrodo (4).
2. Herramienta de soldadura por puntos según la reivindicación 1, caracterizada porque, en el estado no solicitado, el elemento de presión (9) sobresale del electrodo (4).
3. Herramienta de soldadura por puntos según la reivindicación 1 ó 2, caracterizada porque están previstos medios para la aplicación de fuerza sobre el elemento de presión (9), de modo que el elemento de presión (9) ejerce en el servicio una presión o una fuerza sobre las piezas de trabajo, en particular las chapas (6, 7).
4. Herramienta de soldadura por puntos según la reivindicación 3, caracterizada porque los medios de aplicación de fuerza están formados por un elemento elástico, por ejemplo un resorte o un medio de ajuste (15).
5. Herramienta de soldadura por puntos según la reivindicación 3 ó 4, caracterizada porque están previstos medios para el ajuste de la fuerza que ha de ser aplicada sobre el elemento de presión (9).
6. Herramienta de soldadura por puntos según una de las reivindicaciones 1 a 5, caracterizada porque la guía (10) para la cinta (1) en el elemento de presión (9) está realizada de tal modo que la cinta (1) sobresale de una superficie frontal (12) del elemento de presión (9).
7. Herramienta de soldadura por puntos según una de las reivindicaciones 1 a 6, caracterizada porque el elemento de presión (9) está realizado en forma de un anillo metálico con una conductividad eléctrica inferior a la del electrodo (4).
8. Herramienta de soldadura por puntos según una de las reivindicaciones 1 a 7, caracterizada porque el elemento de presión (9) está realizado como sensor para la detección del contacto entre la herramienta de soldadura por puntos (8) y la pieza de trabajo, en particular la chapa (6, 7).
Patentes similares o relacionadas:
 PROCEDIMIENTO DE SOLDADURA POR RESISTENCIA, del 3 de Enero de 2011, de FRONIUS INTERNATIONAL GMBH: Procedimiento de soldadura por resistencia, en el que se sueldan entre sí dos piezas de trabajo, particularmente chapas , mediante herramientas de soldadura por puntos, […]
PROCEDIMIENTO DE SOLDADURA POR RESISTENCIA, del 3 de Enero de 2011, de FRONIUS INTERNATIONAL GMBH: Procedimiento de soldadura por resistencia, en el que se sueldan entre sí dos piezas de trabajo, particularmente chapas , mediante herramientas de soldadura por puntos, […]
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo de soldadura por resistencia, del 12 de Junio de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura que están opuestos entre sí y se pueden conectar a una fuente […]
Electrodo de soldadura, procedimiento y dispositivo para soldar paneles sándwich, del 6 de Junio de 2019, de THYSSENKRUPP STEEL EUROPE AG: Electrodo de soldadura que comprende - un cuerpo de electrodo de soldadura (2, 2') y - una caperuza de electrodo de soldadura (18, 18', 18") unida […]
MÁQUINA PARA EL AFILADO DE LOS ELECTRODOS DE TUNGSTENO PARA SOLDADURA, del 23 de Abril de 2019, de PEREZ ROSILLO, Mauricio: 1. Máquina para el afilado de los electrodos de tungsteno para soldadura caracterizado porque está formada por un chasis que incorpora un motor que cuenta […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Mecanismo para liberar tapones de electrodo de una pistola de soldadura de punto con miembro giratorio y dos conjuntos de medios continuos de agarre, del 28 de Noviembre de 2018, de SINTERLEGHE S.R.L: Un mecanismo para liberar un par de tapones de electrodo de un respectivo par de soportes de tapón de electrodo de una pistola de soldadura de punto, comprendiendo […]