PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PLANCHA DE CONSTRUCCION LIGERA.
Procedimiento para fabricar planchas de construcción ligera, especialmente para muebles,
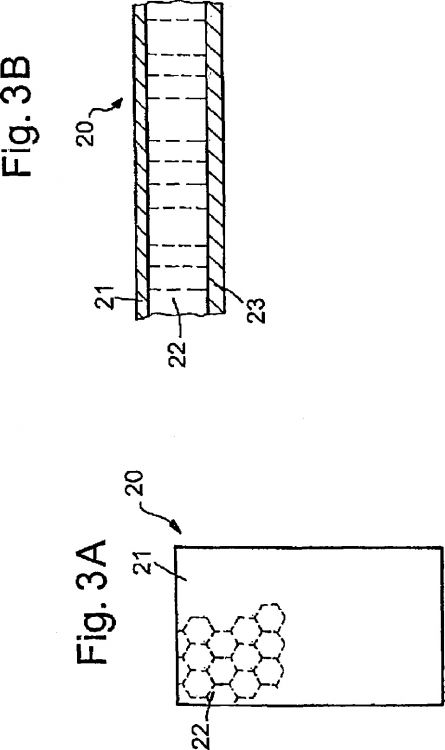
- en el que sobre una plancha de recubrimiento inferior (23) se coloca un material alveolar (22),
- en el que al menos un listón longitudinal de marco (24) se coloca en el centro de la plancha de recubrimiento inferior (23), estando su extensión longitudinal orientada paralelamente respecto al sentido de movimiento durante la producción,
- en el que sobre el material alveolar (22) colocado sobre la plancha de recubrimiento inferior (23) y sobre el al menos un listón longitudinal de marco (24) se coloca una plancha de recubrimiento superior (21),
- en el que la fabricación se realiza en un procedimiento de producción continuo con un solo sentido de movimiento durante la producción,
- en el que los elementos superpuestos pasan por una calandra (8) calentada, mediante la cual se comprimen y se fijan, y
- en el que la plancha de construcción ligera se corta formando dos planchas alveolares, de tal forma que tienen en cada lado un listón de marco
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06125144.
Solicitante: FRITZ EGGER GMBH & CO.
Nacionalidad solicitante: Austria.
Dirección: TIROLER STRASSE 15,3105 UNTERRADLBERG.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Noviembre de 2006.
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B32B3/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 3/00 Productos estratificados caracterizados esencialmente por el hecho de que una de las capas tiene discontinuidades o rugosidades externas o internas, o bien que una de las capas es de forma no plana (capas de fibras o filamentos B32B 5/02; capas de partículas B32B 5/16; capas de estructura esponjosa B32B 5/18 ); Productos estratificados caracterizados esencialmente por particularidades de forma (B32B 1/00 tiene prioridad). › caracterizados por una capa de alveolos dispuestos regularmente, bien formando un cuerpo único en un todo, bien estructurados individualmente o por ensamblado de bandas independientes, p. ej. estructuras en nidos de abejas.
- B32B37/14C
Clasificación PCT:
- B32B3/12 B32B 3/00 […] › caracterizados por una capa de alveolos dispuestos regularmente, bien formando un cuerpo único en un todo, bien estructurados individualmente o por ensamblado de bandas independientes, p. ej. estructuras en nidos de abejas.
- B32B37/14 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizados por las propiedades de las capas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar una plancha de construcción ligera.
La presente invención se refiere a un procedimiento y un dispositivo para fabricar una plancha de construcción ligera, especialmente para muebles.
De parte de los fabricantes de muebles, especialmente de muebles modulares, existe un gran interés en producir planchas de materiales de madera lo más ligeras posible para paredes, paneles de fondo y tableros de mesa, a fin de reducir sensiblemente el peso especialmente de los muebles para llevar y montar.
Para fabricar este tipo de planchas de construcción ligera existen ya diversos procedimientos, en su mayoría complicados. Una plancha de construcción ligera se compone de una capa inferior rectangular, vista desde arriba, generalmente de un material de madera, por ejemplo, una plancha de fibras de densidad media (plancha MDF) o una plancha de virutas, especialmente con un espesor de 3 a 8 mm. Sobre ello se encola un marco de maderas escuadradas (longitudinales y transversales) o bloques de planchas de virutas serradas de forma correspondiente. Entonces, en los espacios intermedios del marco se pega un material alveolar de cartón expandido. La capa superior (tapa) se compone a su vez de una plancha de material de madera igual que la capa inferior, preferentemente con un espesor de 2 a 8 mm.
El procedimiento más sencillo es la aplicación manual de cola en las maderas escuadradas, la colocación manual de las maderas escuadradas, la introducción manual de un panal provisto de cola, la colocación manual de una tapa, para dejar reposar la plancha alveolar fabricada manualmente durante unas horas en una prensa de sujeción sencilla para que fragüe la cola. En estos casos, como cola se usa preferentemente una cola blanda (PVAc) que requiere un tiempo de fraguado de varias horas.
Además, se conocen procedimientos automatizados en los que se realizan los mismos pasos como los que se han descrito anteriormente, pero de forma automatizada. Es decir, también en este caso, sobre la capa inferior se colocan en varios pasos maderas escuadradas de distinta orientación (longitudinal y transversal) o bloques de planchas de virutas correspondientes, se encolan y, después, el panal se inserta de forma automatizada en diferentes áreas, se coloca de for-ma automática una tapa y la plancha alveolar acabada, habitualmente, se hace fraguar en prensas de múltiples planos.
Otro procedimiento en el que se aplica un adhesivo termofusible (hotmelt) fue presentado en el año 2004 por la empresa Kuper (Rietberg). En este procedimiento se trata de un procedimiento técnicamente muy complicado que, en diferentes pasos, con movimientos longitudinales y transversales del producto posterior, coloca las distintas maderas escuadradas en cada uno de los cuatro lados de la plancha, y en parte también en el centro como soporte, insertando después la plancha alveolar de forma mecánica en los espacios huecos resultantes.
Estos procedimientos automatizados mencionados tienen la desventaja de una automatización mecánica muy complicada, un precio de inversión correspondientemente alto y una capacidad de producción relativamente baja. Esta capacidad de producción relativamente baja, habitualmente inferior a 4 ciclos/min., resulta por el complicado procedimiento y, en particular, por el cambio múltiple del sentido de avance (longitudinal, transversal) del producto acabado posterior. También la inserción de maderas escuadradas longitudinales y transversales incrementa la complejidad del procedimiento.
El documento WO2004/085152A1 da a conocer un procedimiento para fabricar planchas de construcción ligera, especialmente para muebles, en el que sobre una plancha de recubrimiento inferior se coloca un material alveolar, sobre el material alveolar se coloca una plancha de recubrimiento superior, la fabricación se realiza en un procedimiento de producción continuo con un solo sentido de movimiento durante la producción y al menos un listón longitudinal de marco se coloca sobre la plancha de recubrimiento inferior, estando su extensión longitudinal orientada paralelamente respecto al sentido de movimiento durante la producción.
Sin embargo, el inconveniente del procedimiento según este estado de la técnica es que cada una de las maderas escuadradas que forman el listón longitudinal de marco tiene que colocarse con precisión en el borde de la plancha de recubrimiento inferior, de tal forma que, a ser posible, la madera escuadrada no sobresalga de la plancha de recubrimiento inferior y, posteriormente, de la plancha de recubrimiento superior, y que la plancha de recubrimiento correspondiente no sobresalga de la madera escuadrada. En este procedimiento, el suministro de las maderas escuadradas paralelamente respecto al sentido de movimiento durante la producción y la colocación sobre la plancha de recubrimiento inferior requiere un elevado esfuerzo técnico. Además, la fabricación de una plancha de construcción ligera según este estado de la técnica requiere mucho tiempo.
Por el documento WO2006/037679A1, más antiguo, publicado posteriormente, se conoce un procedimiento para fabricar planchas de construcción ligera, especialmente para muebles,
Por lo tanto, la presente invención tiene el objetivo de proporcionar un procedimiento y un dispositivo para fabricar una plancha de construcción ligera que permita una fabricación especialmente efectiva.
El objetivo descrito anteriormente se consigue mediante un procedimiento para fabricar planchas de construcción ligera, especialmente para muebles, en el que sobre una plancha de recubrimiento inferior se coloca un material alveolar, en el que al menos un listón longitudinal de marco se coloca en el centro de la plancha de recubrimiento inferior, estando su extensión longitudinal orientada paralelamente respecto al sentido de movimiento durante la producción, en el que sobre el material alveolar colocado sobre la plancha de recubrimiento inferior y sobre el al menos un listón longitudinal de marco se coloca una plancha de recubrimiento superior, en el que la fabricación se realiza en un procedimiento de producción continuo con un solo sentido de movimiento durante la producción, en el que los elementos superpuestos pasan por una calandra calentada, mediante la cual se comprimen y se fijan, y en el que la plancha de construcción ligera se corta formando dos planchas alveolares, de tal forma que tienen en cada lado un listón de marco.
El objetivo también se consigue mediante un dispositivo para fabricar planchas de construcción ligera, especialmente para muebles, con una estación para suministrar una plancha de recubrimiento inferior, con otra estación para colocar un material alveolar sobre la plancha de recubrimiento inferior, con otra estación para colocar al menos un listón longitudinal de marco en el centro de la plancha de recubrimiento inferior de forma contigua al material alveolar colocado ya sobre la plancha de recubrimiento inferior o pendiente de colocar sobre la plancha de recubrimiento inferior, y con otra estación para colocar una plancha de recubrimiento superior sobre el material alveolar colocado sobre la plancha de recubrimiento inferior y sobre el al menos un listón longitudinal de marco, con una calandra que puede calentarse y mediante la que los elementos superpuestos se comprimen y se fijan, con medios para cortar la plancha de construcción ligera formando dos planchas alveolares, de tal forma que éstas tengan un listón de marco en un lado, respectivamente.
Reivindicaciones:
1. Procedimiento para fabricar planchas de construcción ligera, especialmente para muebles,
2. Procedimiento según la reivindicación 1, caracterizado porque el al menos un listón longitudinal de marco (24) se coloca sobre la plancha de recubrimiento inferior (23) durante el procedimiento de producción, sustancialmente al mismo tiempo con el material alveolar (22) o antes del material alveolar (22) o después del material alveolar (22).
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque la plancha de recubrimiento inferior (23), el material alveolar (22), el al menos un listón longitudinal de marco (24) y/o la plancha de recubrimiento superior (21) se encolan entre ellos.
4. Procedimiento según la reivindicación 3, caracterizado porque para el encolado se usa un adhesivo hotmelt de reacción rápida, preferentemente EVA, PUR, PO, APAO y/o PA.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque las planchas de construcción ligera se fabrican con una capacidad de producción superior a 6 planchas por minuto, con unas dimensiones de las planchas alveolares de 3.000 x 1.000 mm.
6. Dispositivo para fabricar planchas de construcción ligera, especialmente para muebles,
7. Dispositivo según la reivindicación 6, caracterizado porque en las estaciones están previstos dispositivos de aplicación de cola (2, 6, 11), que especialmente trabajan de forma continua.
8. Dispositivo según la reivindicación 6 ó 7, caracterizado porque la estación (1) para suministrar la plancha de recubrimiento inferior (23) y/o la estación (7) para suministrar la plancha de recubrimiento superior (21) están configuradas para alojar un rollo en el que se encuentra el material de plancha de recubrimiento y desde el que se suministra el material de plancha de recubrimiento.
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Núcleo de plegado de una sola capa, del 20 de Mayo de 2020, de Pietsch, Karsten: Procedimiento para la producción de un núcleo de plegado para una estructura ligera, en el que en una primera etapa […]
Placa alveolar de paredes múltiples que comprende partículas de vídrio, del 8 de Abril de 2020, de ADEXSI: Placa alveolar de paredes múltiples hecha de material transparente o translúcido, que incluye al menos dos paredes exteriores longitudinales substancialmente […]
Placa sándwich reforzada en la región de borde, elemento de refuerzo y procedimiento para la producción de una placa sándwich reforzada en la región de borde, del 15 de Enero de 2020, de HOMAG GmbH: Placa sándwich con al menos dos capas de revestimiento externas, al menos una cinta de recubrimiento de superficies estrechas unida a una superficie […]
Método para aplicar un elemento de banda de canto a un panel ligero, del 12 de Diciembre de 2019, de Samec S.p.A: Un método para aplicar un elemento de banda de borde (B) a una porción de borde de un panel ligero provisto de una primera capa exterior (101, […]
Composición de resina epoxídica, material preimpregnado, material compuesto reforzado con fibra de carbono y métodos de fabricación para los mismos, del 11 de Diciembre de 2019, de TOHO TENAX CO., LTD: Composición de resina epoxídica, que comprende al menos: componente [A]; de 3 a 20 partes en masa de componente [B] con respecto a 100 partes en masa del componente […]
Subestructuras eficientes, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Un componente que comprende: una parte que comprende una estructura similar a un panal , dicha parte formada de al menos un material […]
Estructura de absorción de energía para atenuar la energía transmitida por una fuente de energía, del 20 de Noviembre de 2019, de AIRBUS OPERATIONS, S.L: Estructura de absorción de energía para atenuar la energía recibida de una fuente de energía que comprende una estructura deformable formada […]