UN PROCEDIMIENTO PARA FABRICAR UNA BANDEJA DE CARTON; UNA PREFORMA PARA LA BANDEJA Y UNA BANDEJA OBTENIDA POR EL PROCEDIMIENTO.
Un procedimiento para fabricar una bandeja de cartón (7) que tiene un fondo (3),
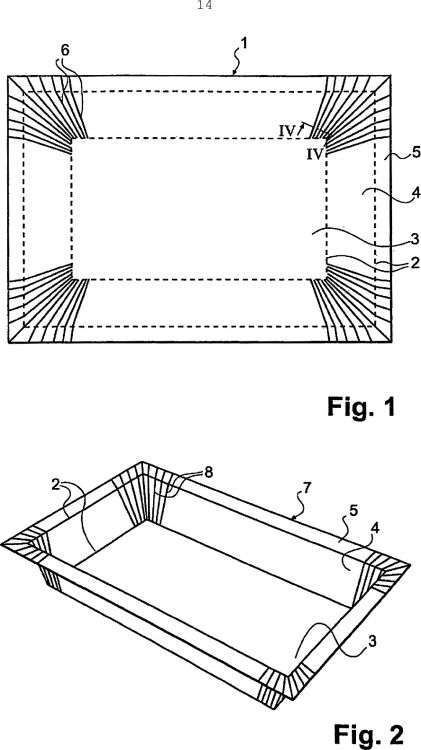
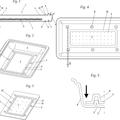
paredes laterales (4), y una pestaña de borde (5), comprendiendo el procedimiento las etapas de - proporcionar una preforma (1) de cartón recubierto de plástico (9, 10) con zonas concéntricas para el fondo, las paredes laterales y la pestaña de borde de la bandeja, - cortar la preforma (1) más delgada desde su lado opuesto al revestimiento de plástico (9), extendiéndose los cortes (6) transversalmente a través de las zonas para las paredes laterales (4) y la pestaña de borde (5) de la bandeja, - moldear la preforma (1) en la bandeja (7), incluyendo el moldeo comprimir la preforma a lo largo de los cortes (6) y plegar doblemente el revestimiento de plástico (9) en las compresiones (8), y - fundir el revestimiento de plástico (9) en las compresiones (8) para sellar el revestimiento a sí mismo y para estabilizar la bandeja (7) para conservar su forma
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2006/000317.
Solicitante: STORA ENSO OYJ.
Nacionalidad solicitante: Finlandia.
Dirección: KANAVARANTA 1 00160 HELSINKI FINLANDIA.
Inventor/es: MAATTA,PAIVI, TANNINEN,PANU, VESANTO,RISTO, LAAKSO,PETRI, HOVIKORPI,JARI.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Septiembre de 2006.
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C43/20B
- B31B45/00B
- B31B45/00B3
- B65D1/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Bandejas o recipientes análogos poco profundos.
- B65D1/40 B65D 1/00 […] › Detalles de paredes.
Clasificación PCT:
- B31B45/00
- B32B27/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de papel o cartón.
- B65B43/08 B65 […] › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › Formación de receptáculos de tres dimensiones a partir de hojas.
- B65D1/34 B65D 1/00 […] › Bandejas o recipientes análogos poco profundos.
- B65D1/40 B65D 1/00 […] › Detalles de paredes.
- B65D5/42 B65D […] › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › Detalles de recipientes o de modelos de recipientes plegables o enderezables.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
El procedimiento se refiere a un procedimiento para fabricar una bandeja de cartón, procedimiento que comprende moldear una preforma de cartón recubierta de plástico en una bandeja que comprende un fondo, paredes laterales, así como una pestaña de borde. La invención también se refiere a una preforma para aplicar el procedimiento, así como a una bandeja obtenida por el procedimiento.
Los recipientes de tipo bandeja de material de cartón recubierto de plástico se usan especialmente como recipientes para alimento del consumidor. Una bandeja puede estar recubierta de plástico interna y/o externamente para proteger la bandeja contra la humedad del exterior y/o de un producto empaquetado, además de lo cual el revestimiento de plástico puede funcionar como capa de termosellado en el procedimiento de cerrar la bandeja con una tapa sellada a su pestaña de borde. Para proporcionar una barrera suficiente al vapor de agua, al oxígeno y/o los aromas, el revestimiento de plástico puede ser de múltiples capas con una capa interior que constituye la barrera y una capa exterior que sirve como la capa de termosellado.
La publicación de solicitud GB 2123786 desvela una bandeja moldeada por extrusión para productos alimenticios, que está hecha de material de cartón recubierto de plástico y que comprende un fondo, paredes laterales y una pestaña de borde, y que se cierra con una tapa sellada a la pestaña de borde de una manera a prueba de fugas. Durante el procedimiento de moldeo, las esquinas de una bandeja rectangular se han doblado en pliegues que se extienden desde las esquinas del fondo de la bandeja a través de la pared lateral y la pestaña de borde hasta el borde exterior de la pestaña, como se ilustra en la fig. 1 de la publicación citada.
La publicación de patente de EE.UU. 4026458 desvela un recipiente similar conformado por embutición profunda a partir de cartulina recubierto de plástico, en cuyas esquinas las paredes laterales y la pestaña de borde se han plegado. El procedimiento de conformación implica el uso de calor, que según la publicación citada fija el recipiente resultante en su forma, presumiblemente en respuesta al ablandamiento y fusión de un revestimiento de plástico durante el procedimiento de conformación.
La publicación EP 1115572 B1 desvela otra descripción de una bandeja de cartón para alimento, que comprende pliegues de esquina similares y que se cierra impermeablemente con una tapa termosellada. Se ha dicho que la resistencia al gas y/o la difusión de la bandeja se proporcionan mediante la capa de revestimiento de plástico del cartón que tiene un grosor suficiente para nivelar algunas de las irregularidades de las esquinas de la bandeja. Sin embargo, la publicación citada no informa de los grosores requeridos de la capa, ni proporciona ejemplos de trabajo para verificar que se ha logrado en efecto una resistencia mejorada. La publicación WO 98/00341 y la publicación de patente de EE.UU correspondiente 6.093.460 también desvelan un recipiente, en el que los pliegues de las esquinas son nivelados por medio de un plástico de revestimiento para mejorar las propiedades de termosellado de una tapa. Según la publicación citada, el revestimiento viable puede obtenerse usando una capa de poliéster con un grosor de 40-45 µm.
Un objeto de la presente invención es proporcionar un nuevo tipo de técnica de fabricación para una bandeja de material de cartón recubierto de plástico, que permita la fabricación de recipientes para alimentos cerrados herméticamente con una tapa sellada, siendo menos que antes el grosor de una capa de plástico de revestimiento. La solución según la invención es un procedimiento que comprende las etapas de proporcionar una preforma de cartón recubierto de plástico con zonas concéntricas para el fondo,
las paredes laterales y la pestaña de borde de la bandeja, cortar la preforma más delgada desde su lado opuesto al revestimiento de plástico, extendiéndose los cortes transversalmente a través de las zonas para las paredes laterales y la pestaña de borde de la bandeja, moldear la preforma en la bandeja, incluyendo el moldeo comprimir la preforma a lo largo de los cortes y plegar doblemente el revestimiento de plástico en las compresiones, y fundir el revestimiento de plástico en las compresiones para sellar el revestimiento a sí mismo y para estabilizar la bandeja para conservar su forma.
Un procedimiento de la invención, en el que la capa de cartón se talla más delgada o la capa se elimina completamente de una parte comprimida, sustituye las incisiones hechas en las esquinas de una preforma en la tecnología conocida anterior por la ondulación de las esquinas de una bandeja en el procedimiento de moldeo o embutición profunda de la bandeja. En virtud de los cortes, la preforma es compresible en la invención de tal manera que no se dejan salientes en la superficie exterior de una bandeja. En cuanto a la superficie interior de una bandeja, las ranuras estrechas producidas por el cartón tallado o eliminado en su procedimiento de ondulación son rellenadas por el revestimiento de polímero del cartón, teniendo como resultado una superficie de plástico lisa en las porciones comprimidas de una bandeja, a la que la tapa de la bandeja puede ser termosellada estrechamente sin dejar ninguna fisura que pierde alineada con las ranuras. Además, el sellado de plástico en las partes comprimidas de una bandeja asegura que la bandeja conserva si forma independientemente de una tapa que ha de ser pegada a la misma mediante termosellado.
El tallado o la eliminación de la capa de cartón de una preforma según la invención de las partes comprimidas se efectúa de la manera más conveniente tallándola con un haz de láser. En las pruebas preliminares, se han producido tallas satisfactorias mediante un láser de CO2 a una
longitud de onda de 10,6 µm y una potencia de 20-200 W. Sin embargo, las muescas talladas también pueden proporcionarse de otra manera en cartón de embalar, por ejemplo, mediante corte mecánico o sometiendo el cartón a presión por un lado de manera que el lado opuesto recubierto de plástico del cartón siga siendo liso.
La preforma para formación de bandejas comprende convencionalmente secciones concéntricas para realizar un fondo, paredes laterales, y una pestaña de borde para la bandeja. La bandeja se puede moldear a partir de una de tales preformas por medio de una estampa calentada, que produce pliegues entre las paredes laterales y la pestaña de borde en tanto que sellando el revestimiento de plástico de la bandeja en compresiones que son transversales a los lados y la pestaña de borde de la bandeja. El diseño básico de bandeja más típico es un rectángulo, aunque es factible una bandeja de diseño circular u oval, en la que las compresiones están distribuidas uniformemente sobre un borde de la bandeja, sin cambiar sustancialmente la técnica de fabricación.
Cuando se ha de cerrar una bandeja con una tapa capaz de sellar de manera hermética a líquidos o hermética a gases, el revestimiento de plástico se proporciona, de la manera más preferible, sobre una superficie interior de la bandeja. Sin embargo, si el objetivo es proporcionar una bandeja en la que el revestimiento de plástico está pensado principalmente para proteger el cartón de la humedad externa, entra dentro del concepto inventivo que el revestimiento de plástico también pueda estar provisto sobre una superficie exterior de la bandeja. Este tipo de bandeja podría poder cerrarse con una película de plástico en toda la extensión sellada a la superficie del fondo de una pestaña de borde de la bandeja.
Una preforma de la invención, que es factible para fabricación de bandejas de cartón como se describió anteriormente y que está provista, de una manera convencional en sí, de secciones para realizar un fondo,
paredes laterales, y una pestaña de borde para la bandeja, está caracterizada porque en las porciones que corresponden a compresiones, que serán creadas en la bandeja y que son transversales en relación con la pared lateral y la pestaña de borde de la bandeja, la preforma se ha realizado más delgada en su lado opuesto al revestimiento de plástico de manera que, en el procedimiento de moldeo de una preforma en una bandeja, el revestimiento de plástico se pliega doblemente en las partes comprimidas y es capaz de sellarse a sí mismo.
Una bandeja de la invención, que se fabrica como se describió anteriormente a partir de carbón recubierto de plástico y que comprende un fondo, paredes laterales, y una pestaña de borde que...
Reivindicaciones:
1. Un procedimiento para fabricar una bandeja de cartón
(7) que tiene un fondo (3), paredes laterales (4), y una pestaña de borde (5), comprendiendo el procedimiento las etapas de -proporcionar una preforma (1) de cartón recubierto de plástico (9, 10) con zonas concéntricas para el fondo, las paredes laterales y la pestaña de borde de la bandeja, -cortar la preforma (1) más delgada desde su lado opuesto al revestimiento de plástico (9), extendiéndose los cortes (6) transversalmente a través de las zonas para las paredes laterales (4) y la pestaña de borde (5) de la bandeja, -moldear la preforma (1) en la bandeja (7), incluyendo el moldeo comprimir la preforma a lo largo de los cortes (6) y plegar doblemente el revestimiento de plástico (9) en las compresiones (8), y -fundir el revestimiento de plástico (9) en las compresiones (8) para sellar el revestimiento a sí mismo y para estabilizar la bandeja (7) para conservar su forma.
2. Un procedimiento según la reivindicación 1,caracterizado porque la preforma (1) se realiza más delgada tallando su capa de cartón (10) con un haz de láser.
3. Un procedimiento según la reivindicación 1 ó 2,caracterizado porque la bandeja (7) es moldeada con una estampa calentada a partir de la preforma (1) que comprende secciones que proporcionan el fondo (3), las paredes laterales (4) y la pestaña de borde (5) de la bandeja.
4. Un procedimiento según cualquiera de las reivindicaciones precedentes, caracterizado porque la bandeja (7) es de forma sustancialmente rectangular con las compresiones (8) situadas en las esquinas de la bandeja.
5. Un procedimiento según cualquiera de las reivindicaciones precedentes, caracterizado porque el revestimiento de plástico (9) que estabiliza las compresiones (8) se encuentra sobre la superficie interior de la bandeja (7).
6. Un procedimiento según la reivindicación 5, caracterizado porque el revestimiento de plástico (9) se funde en las compresiones (8) de tal manera que la pestaña de borde (5) tiene su superficie superior que se vuelve sustancialmente lisa, sin huecos que se desvíen del plano de la superficie.
7. Un procedimiento según la reivindicación 5 ó 6,caracterizado porque la bandeja (7) se cierra con una tapa sellada a la pestaña de borde (5) de una manera hermética a líquidos y a gases.
8. Una preforma (1) de cartón recubierto de plástico (9, 10), que es aplicable a la fabricación de una bandeja (7) según cualquiera de las reivindicaciones precedentes y que comprende secciones para formar un fondo (3), paredes laterales (4), y una pestaña de borde (5) para la bandeja,caracterizada porque en las porciones que corresponden a las compresiones (8), que serán creadas en la bandeja (7) y que son transversales en relación con la pared lateral (4) y la pestaña de borde (59 de la bandeja, la preforma (1) se ha realizado más delgada en su lado opuesto al revestimiento de plástico (9) de manera que, en el procedimiento de moldeo de la preforma en una bandeja, el revestimiento de plástico se pliega doblemente en las partes comprimidas y es capaz de sellarse a sí mismo.
9. Una preforma según la reivindicación 8, caracterizada porque las secciones adelgazadas (6) han sido producidas tallando la capa de cartón (10) con un haz de láser.
10. Una bandeja (7) de cartón recubierto de plástico (9, 10), que ha sido fabricada con un procedimiento según cualquiera de las reivindicaciones 1-7 y que comprende un fondo (3), paredes laterales (4), y una pestaña de borde (5) que se extiende alrededor de la boca de la bandeja, y que está provista de compresiones (8), que son transversales en relación con su pared lateral y la pestaña de borde y en la que el revestimiento de plástico (9) ha sido fundido para estabilizar las compresiones para que la bandeja conserve su forma, caracterizada porque en las compresiones (8), el cartón (10) ha sido tallado en su lado opuesto al revestimiento de plástico (9), de manera que en las compresiones del revestimiento de plástico está en una condición doblemente plegada y sellado a sí mismo.
11. Una bandeja según la reivindicación 10, caracterizada porque el revestimiento de plástico (9) que fija las compresiones (8) se encuentra sobre la superficie interior de la bandeja (7), y porque el revestimiento de plástico se ha fundido en las compresiones, de manera que la pestaña de borde (5) tiene una superficie superior que es sustancialmente lisa, sin huecos que se desvíen del plano de la superficie.
12. Una bandeja según la reivindicación 11, caracterizada porque la bandeja (7) está incluida en un envase, que se cierra de una manera hermética a líquidos y a gases con una tapa sellada a la pestaña de borde (5).
Patentes similares o relacionadas:
Envase recerrable y máquina de envasado, del 22 de Julio de 2020, de Ulma Packaging Technological Center, S.Coop: 1. Máquina termoformadora para fabricar un envase recerrable, que comprende - una estación de termoconformado en la que a partir de un segmento de una primera lámina […]
Recipiente con recubrimiento, del 18 de Diciembre de 2019, de Graphic Packaging International, LLC: Una pieza en bruto para formar un recipiente para almacenar un artículo, comprendiendo la pieza en bruto: una porción de pared y una porción de […]
 Bandeja de drenaje mejorada para contener alimentos frescos, del 27 de Noviembre de 2019, de Bianucci di Bianucci S. & C. SNC: Bandeja de drenaje mejorada para contener alimentos frescos, que comprende:
- una primera capa inferior y paredes laterales elevadas ;
- una […]
Bandeja de drenaje mejorada para contener alimentos frescos, del 27 de Noviembre de 2019, de Bianucci di Bianucci S. & C. SNC: Bandeja de drenaje mejorada para contener alimentos frescos, que comprende:
- una primera capa inferior y paredes laterales elevadas ;
- una […]
 Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]
Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina, del 31 de Julio de 2019, de STORA ENSO OYJ: Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, […]
Bandeja de papel de embutición profunda, método y aparato para fabricarla y envase de producto en forma de bandeja, del 17 de Julio de 2019, de STORA ENSO OYJ: Un método de fabricación de una bandeja de cartón por embutición profunda, comprendiendo el método las etapas de colocar una pieza en bruto de cartulina […]
Bandeja de soporte de endoscopio y método para almacenar y transportar endoscopios, del 10 de Julio de 2019, de Meditech Endoscopy Limited: Una bandeja rígida de soporte de endoscopio para el transporte y almacenamiento de un endoscopio, la bandeja rígida de soporte de endoscopio que […]
Kit para pizza para llevar, del 10 de Julio de 2019, de Food Delivery Packaging S.r.l: Una bandeja en forma de caja tipo cuenco hecha de material sintético para llevar pizza que tiene dos primeras paredes opuestas y dos segundas paredes […]
Envase compuesto, del 13 de Marzo de 2019, de Graphic Packaging International, LLC: Construcción compuesta, que comprende: una pared lateral que se extiende, por lo menos parcialmente, alrededor del interior de la construcción compuesta; […]