PROCEDIMIENTO DE FABRICACION DE UNA PLACA DE EMBRAGUE, EN ESPECIAL PARA EMBRAGUE DE MOTOCICLETA, Y DISPOSITIVO ASOCIADO.
Procedimiento de fabricación de una placa de embrague (5) en especial para motocicleta,
que comprende una etapa de temple y una etapa de revenido, en el cual dicho temple se realiza en seco de forma refrigerada (27) únicamente en la parte central de dicha placa de embrague (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06125470.
Solicitante: VALEO EMBRAYAGES.
Nacionalidad solicitante: Francia.
Dirección: 5, AVENUE ROGER DUMOULIN,80009 AMIENS.
Inventor/es: LOPEZ-PEREZ, CARLOS.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Diciembre de 2006.
Fecha Concesión Europea: 26 de Agosto de 2009.
Clasificación Internacional de Patentes:
- F16D13/70 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 13/00 Embragues de fricción (dispositivos para la sincronización F16D 23/02; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00). › Organos de presión, p. ej. platos de presión para embragues con platos o con laminillas; Dispositivos de guiado para órganos de presión.
Clasificación PCT:
- C21D9/00 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
- F16D13/70 F16D 13/00 […] › Organos de presión, p. ej. platos de presión para embragues con platos o con laminillas; Dispositivos de guiado para órganos de presión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de fabricación de una placa de embrague, en especial para embrague de motocicleta, y dispositivo asociado.
La presente invención se refiere a un procedimiento de fabricación de una placa de embrague, en especial para embrague de motocicleta, a un dispositivo de realización de este procedimiento y a una placa de embrague obtenida mediante este procedimiento.
Como ya es conocido, un embrague, en especial de motocicleta, comprende en particular una pieza de acero llamada a menudo "placa de embrague", que está fijada al cigüeñal y que garantiza la transmisión del par entre este cigüeñal y los otros componentes del embrague.
Un motor de motocicleta puede girar a velocidades muy elevadas, típicamente de hasta 15000 vueltas/min, resultando de ello que las piezas mecánicas que transmiten el par motor son sometidas a unas condiciones de desgaste y de fatiga especialmente severas.
Es el caso en especial de la placa de embrague, de la cual se ha podido constatar en el pasado que tenía tendencia a desagregarse y/o a romperse al cabo de un cierto tiempo, bajo el efecto por un lado de los esfuerzos centrífugos considerables ligados a las velocidades de rotación elevadas del motor, y por otro lado a las condiciones no cíclicas de este motor.
El documento US-A-4 356 717 describe un procedimiento de fabricación de un disco de freno o de una bandeja de embrague por forjado en prensa, que comprende un temple sin revenido, en el cual el temple se realiza en seco por circulación de agua en las bandejas de la prensa.
La presente invención tiene en especial como objetivo suministrar una placa de embrague que presenta una resistencia superior a las de la técnica anterior, para superar los inconvenientes antes mencionados.
Se alcanza este objetivo de la invención con un procedimiento de fabricación de una placa de embrague en especial para motocicleta, que comprende una etapa de temple y una etapa de revenido, en el cual dicho temple se realiza en seco en una forma refrigerada únicamente en la parte central de dicha placa de embrague.
Gracias a este procedimiento, el acero que forma la placa de embrague presenta una cohesión granular fuerte, y su límite elástico queda claramente aumentado, lo cual permite obtener una placa de embrague especialmente resistente cuya parte periférica es menos resistente que su parte central.
Esta menor resistencia permite facilitar en especial el mecanizado de la parte periférica de esta placa posteriormente al temple y al revenido.
Según otra característica opcional del procedimiento según la invención, antes de las etapas de temple y de revenido, se perfora dicha placa de embrague por embutido, y luego, posteriormente a las etapas de temple y de revenido, se redondean las aristas vivas resultantes de este embutido.
La sobrepresión de estas aristas vivas permite suprimir concentraciones demasiado fuertes de esfuerzos en la placa de embrague, y así contribuir a la durabilidad de esta última.
Según otras características opcionales de este procedimiento:
- se redondean dichas aristas vivas por golpeo,
- se redondean dichas aristas vivas por repujado.
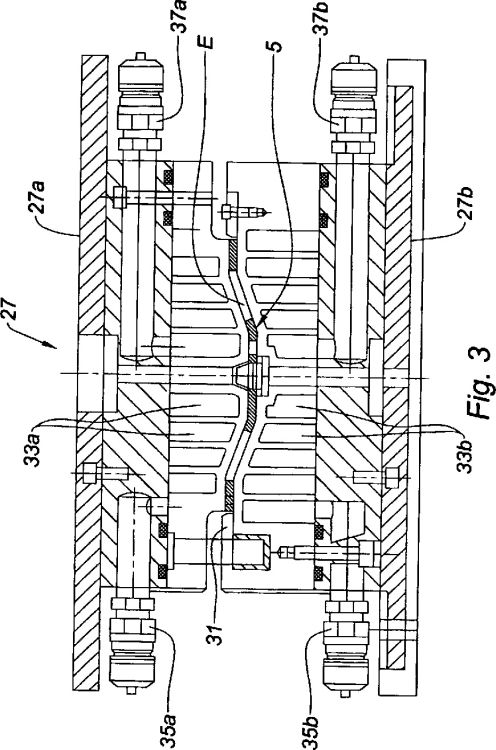
La presente invención se refiere también a una forma para la realización de un procedimiento conforme al que se acaba de describir, que comprende dos semi-formas que definen entre sí un espacio correspondiente a la geometría de dicha placa de embrague, comprendiendo cada semi-forma medios de intercambio térmico capaces de recibir un fluido refrigerante únicamente en su zona correspondiente a la parte central de dicha placa de embrague.
La presente invención se refiere también a una placa de embrague obtenida mediante un procedimiento conforme a lo descrito, que tiene un límite elástico de la parte central superior a 700 MPa, y preferentemente superior a 900 MPa.
La presente invención también se refiere a una placa de embrague obtenida mediante un procedimiento conforme a lo descrito, que presenta una parte periférica de menor resistencia mecánica que su parte central.
Otras características y ventajas de la presente invención aparecerán con la lectura de la descripción siguiente y con el examen de las figuras adjuntas, en las cuales:
- la figura 1 representa una vista en sección axial de un embrague de motocicleta provisto de una placa de embrague según la invención,
- la figura 2 es una vista en perspectiva de esta placa de embrague, y
- la figura 3 es una vista en sección de un dispositivo que permite fabricar la placa de embrague según la invención.
Se hace a continuación referencia a la figura 1, en la cual se ha representado un embrague 1 de motocicleta.
Este embrague está destinado a ser posicionado entre, por un lado, un cigüeñal 3 accionado por un motor de explosión (no representado) y, por otro lado, una caja de velocidades (no representada).
El embrague 1 comprende una placa de embrague 5 fijada al cigüeñal 3 por ejemplo mediante unos tornillos 7.
Una bandeja de apoyo fijo 9 está fijada a la placa de embrague 5 mediante unos medios apropiados tales como unos tornillos 11.
Entre la placa de embrague 5 y la bandeja de apoyo fijo 9 se encuentra un diafragma 13 y una bandeja de apoyo móvil 15 montada para deslizarse según la dirección del eje A del embrague 1.
Un disco de fricción 17 provisto en su periferia de unos forros 19 está interpuesto entre la bandeja de apoyo móvil 15 y la bandeja de apoyo fija 9.
Tal como ya es conocido, el cubo 21 del disco de fricción 17 está destinado a cooperar con un árbol primario de caja de velocidades (no representado).
Un anillo de embrague 23 está montado rotativo sobre un vástago axialmente deslizante 25.
La periferia del anillo de embrague 23 coopera con el diafragma 13, para poder solicitar a este axialmente en dirección del cigüeñal 3, quedado al mismo tiempo bloqueado en rotación con respecto a este diafragma.
El modo de funcionamiento del embrague que se acaba de describir resulta directamente de la descripción anterior.
Cuando no se impone solicitación alguna al vástago deslizante 25, el anillo de embrague 23 se encuentra en la posición 23a visible en la figura 1.
En esta posición, el anillo de embrague 23 no ejerce esfuerzo axial alguno sobre el diafragma 13, el cual puede entonces ejercer, gracias a su propia elasticidad, una fuerza de empuje axial máxima sobre la bandeja móvil 15, lo cual tiene como efecto presionar la fricción 17 entre esta bandeja móvil y la bandeja fija 9.
Por lo tanto, en esta configuración, el par del cigüeñal 3 es transmitido a la fricción 17 y al cubo 21: el embrague está en posición embragada.
Cuando se ejerce una fuerza de empuje axial sobre el vástago 25 en dirección del cigüeñal 3, el anillo de embrague 23 alcanza la posición 23b, lo cual tiene por efecto separar el diafragma 13 de la bandeja móvil 15, y liberar de este modo la fuerza de apriete ejercida sobre la fricción 17.
En esta configuración, el par del cigüeñal 3 no se transmite a la fricción 17: el embrague se encuentra en posición desembragada.
Ya se encuentre el embrague en posición embragada o desembragada, la placa de embrague 5 gira permanentemente con el cigüeñal 3, a la velocidad del motor.
Esta velocidad puede ser muy elevada, y alcanzar típicamente las 15.000 vueltas/min.
Debido a esta velocidad muy elevada, la placa de embrague 5 está sometida a unas solicitaciones mecánicas (fuerza centrífuga, condiciones no cíclicas...) considerables.
Por esta razón, es de importancia fabricar la placa de embrague 5 (visible de manera particular en la figura 2) según un procedimiento que le confiera una resistencia especialmente grande.
Este procedimiento consiste en someter la placa de embrague 5 a un temple, es decir a una refrigeración brutal desde su salida de un molde de fundición, y a continuación de este temple realizar un revenido, es decir hacer pasar esta placa al horno.
Más especialmente, en el marco de la presente invención, la operación de temple de la placa 5 se realiza en el interior de una forma refrigerada, uno de cuyos ejemplos de realización es visible en la figura 3.
Se entiende por forma en el marco de la invención un dispositivo que permite conservar las...
Reivindicaciones:
1. Procedimiento de fabricación de una placa de embrague (5) en especial para motocicleta, que comprende una etapa de temple y una etapa de revenido, en el cual dicho temple se realiza en seco de forma refrigerada (27) únicamente en la parte central de dicha placa de embrague (5).
2. Procedimiento según la reivindicación 1, en el cual, antes de las etapas de temple y de revenido, se perfora dicha placa de embrague (5) por embutido, y luego, posteriormente a las etapas de temple y de revenido, se redondean las aristas vivas resultantes de este embutido.
3. Procedimiento según la reivindicación 2, en el cual se redondean dichas aristas vivas por golpeo.
4. Procedimiento según la reivindicación 2, en el cual se redondean dichas aristas vivas por repujado.
5. Forma (27) para la realización de un procedimiento según cualquiera de las reivindicaciones anteriores, que comprende dos semi-formas (27a, 27b) que definen entre sí un espacio (E) correspondiente a la geometría de dicha placa de embrague (5), comprendiendo cada semi-forma (27a, 27b) medios de intercambio térmico (33a, 33b) capaces de recibir un fluido refrigerante únicamente en su zona correspondiente a la parte central de dicha placa de embrague.
6. Placa de embrague (5) obtenida mediante un procedimiento según cualquiera de las reivindicaciones 1 a 4, en la cual la parte central de dicha placa de embrague(s) presenta un límite elástico superior a 700 MPa, y preferentemente superior a 900 MPa.
7. Placa de embrague (5) obtenida mediante un procedimiento según cualquiera de las reivindicaciones 1 a 4, que presenta una parte periférica de menor resistencia mecánica que su parte central.
Patentes similares o relacionadas:
 CONJUNTO DE ACOPLE DE EJE PRIMARIO PARA EMBRAGUE, del 4 de Septiembre de 2014, de XIU RDI, S.L: 1. Conjunto de acople de eje primario para embrague que, aplicable para conseguir el acople mutuo entre el eje primario que transmite el par […]
CONJUNTO DE ACOPLE DE EJE PRIMARIO PARA EMBRAGUE, del 4 de Septiembre de 2014, de XIU RDI, S.L: 1. Conjunto de acople de eje primario para embrague que, aplicable para conseguir el acople mutuo entre el eje primario que transmite el par […]
DISPOSITIVO DE MOMENTO DE TORSION POR FRICCION DE AJUSTE AUTOMATICO., del 1 de Abril de 2005, de EATON CORPORATION: Dispositivo de momento de torsión por fricción que comprende: un elemento de accionamiento ; una cubierta acoplada al elemento de accionamiento […]
CONJUNTO DE PLACA DE PRESION, CON MEDIOS PARA IMPEDIR CON SEGURIDAD EL DESPLAZAMIENTO PARA UN MARCADOR DEL JUEGO., del 1 de Marzo de 2005, de FICHTEL & SACHS AG: Un conjunto 14 de placa de presión con medios para impedir con seguridad el desplazamiento para un marcador del juego, para un embrague […]
DISPOSITIVO DE AMORTIGUACION DE LOS DESPLAZAMIENTOS DE UN VOLANTE FLEXIBLE PARA MOTOR DE COMBUSTION INTERNA., del 1 de Marzo de 2005, de AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN: Dispositivo de amortiguación de los desplazamientos de un conjunto transmisor de potencia para transmitir el par del motor a una unidad conducida que comprende un cigüeñal, […]
EMBRAGUE DE FRICCION DOTADO DE UN VOLANTE FLEXIBLE., del 1 de Diciembre de 2002, de VALEO: La invención se refiere a un volante de inercia flexible para una transmisión rotacional y tiene una primera frecuencia natural (F1) y una segunda frecuencia natural […]
TAPA DE EMBRAGUE MULTIFIJACIONES., del 1 de Octubre de 2002, de VALEO: UNA TAPA DE MECANISMO DE EMBRAGUE SE FIJA CONVENCIONALMENTE SOBRE UN PLATO DE REACCION POR AL MENOS TRES ZONAS DE FIJACION REPARTIDAS […]
EMBRAGUE DE FRICCION., del 1 de Junio de 2002, de MANNESMANN SACHS AG: Un embrague de fricción está configurado con al menos una masa de inercia y una envuelta del embrague, a la que está asociado un medio de apriete para […]
Acero inoxidable martensítico, del 15 de Julio de 2020, de JFE STEEL CORPORATION: Acero inoxidable martensítico que comprende una composición química que contiene, en % en masa: C: el 0,020% o más y menos del 0,10%, Si: más del 0,3% y […]