FABRICACION DE UNA CRIBA FILTRANTE.
Un método de fabricación de una criba filtrante que comprende las etapas de:
(1) colocar un bastidor (26) de metal revestido de plástico o de material de plástico reforzado en una plantilla (12),
(2) colocar tela metálica sobre el bastidor, y agarrar los bordes de la tela por medio de abrazaderas impulsadas hacia fuera del bastidor para tensar la tela en direcciones ortogonales;
(3) presionar la tela contra el bastidor, y calentar la tela con el fin de adherirla al bastidor,
(4) dejar que el material caliente se enfríe,
(5) liberar las abrazaderas después de la terminación de la etapa de adhesión,
(6) retirar el bastidor fuera de la plantilla y, donde sea necesario, recortar la tela hacia la parte trasera de los bordes del bastidor,
caracterizado porque, después de la etapa de colocar la tela metálica sobre el bastidor, los bordes de la tela son agarrados individualmente por abrazaderas accionadas neumáticamente soportadas por la plantilla, comprendiendo las abrazaderas (28) una pareja fija de mordazas (28A, 28B) y una envoltura inflable (28C) colocada entre las mordazas (28A, 28B)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB02/05094.
Solicitante: UNITED WIRE LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: GRANTON PARK AVENUE,EDINBURGH EH5 1HT.
Inventor/es: HUGUES,ANDREW, AULD,MORTON,BARROWMORE.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B01D29/01B
- B01D33/00B
- B07B1/46B2
- B07B1/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B07 SEPARACION DE SOLIDOS; CLASIFICACION. › B07B SEPARACION DE DIFERENTES SOLIDOS ENTRE SI POR CRIBADO, TAMIZADO, CERNIDO O POR MEDIO DE CORRIENTES DE GAS; SEPARACION POR OTROS METODOS SECOS DE MATERIALES A GRANEL, p. ej. PARA ARTÍCULOS SUELTOS ADECUADOS PARA SER MANIPULADOS COMO MATERIAL A GRANEL (procedimientos de separación por vía húmeda, clasificación por procedimientos utilizando materiales que fluyen como los líquidos B03; combinaciones de aparatos de separación por vía seca con aparatos por vía húmeda B03B; mediante la utilización de líquido B03B, B03D; clasificación por separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación por campos eléctricos de alta tensión B03C; aparatos centrífugos o de vértice para la realización de procedimientos físicos B04; clasificación manual, clasificación postal, clasificación por sistemas de agujas o por otros sistemas que funcionen en respuesta a la detección o a la medida de las características de los objetos o de las muestras del material B07C). › B07B 1/00 Cribado, tamizado o clasificación de materiales sólidos por medio de rejillas, parrillas o sistemas análogos. › Dispositivos para tensar los tamices.
Clasificación PCT:
- B01D29/01 B […] › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 29/00 Otros filtros con elementos filtrantes estacionarios durante la filtración, p. ej. filtros de aspiración o de presión, o sus elementos filtrantes B01D 24/00 - B01D 27/00; Filtrado de estos elementos. › con elementos filtrantes planos (B01D 29/39 tiene prioridad).
- B07B1/46 B07B 1/00 […] › Elementos de la estructura constitutiva de los tamices en general; Limpieza o calefacción de tamices.
- B07B1/48 B07B 1/00 […] › Dispositivos para tensar los tamices.
Clasificación antigua:
Fragmento de la descripción:
Fabricación de una criba filtrante.
Campo de la invención
Esta invención se refiere a un método de fabricación de una criba filtrante y a un aparato para fabricar una criba filtrante. La invención se refiere especialmente a cribas filtrantes para uso como filtros en equipo de filtración por vibración, tales como cribas oscilantes, que se utilizan en la industria de las prospecciones petroleras submarinas para separar sólidos de la fase líquida de lodos basados en petróleo y agua recuperados de operaciones de perforación.
Técnica anterior
Un ejemplo de una criba filtrante de este tipo se describe en la memoria de patente Nº WO95/23655. Esta criba tiene telas de mallas metálicas superior e inferior de diferentes calidades extendidas sobre un bastidor de material de plástico reforzado con barras metálicas, al que se adhieren las telas, después de tensarlas, por adhesivo. La memoria de patente posterior Nº WO98/37988 describe un bastidor al que se pueden unir telas tensadas ablandando con calor la superficie del bastidor y presionando partes relevantes de las telas en el material de plástico ablandado, siendo completada la unión permitiendo que el material de plástico se enfríe y se endurezca. El documento BE 897298 describe también un método de fabricación de una criba, en el que un tamiz metálico tensado es presionado en material termoplástico ablandado. Una vez endurecido, el material termoplástico asegura que el tamiz metálico permanezca bajo tensión.
Otro ejemplo de criba filtrante se describe en el documento WO03/041878.
La invención
De acuerdo con un aspecto de la invención, se proporciona un método de fabricación de una criba filtrante que comprende las etapas de colocar un bastidor de metal revestido de plástico o de material de plástico reforzado en una plantilla, colocar tela metálica sobre el bastidor, y agarrar los bordes de la tela por medio de abrazaderas impulsadas hacia fuera del bastidor para tensar la tela en direcciones ortogonales; presionar la tela contra el bastidor, y calentar la tela con el fin de adherirla al bastidor, dejar que el material caliente se enfríe, liberar las abrazaderas después de la terminación de la etapa de adhesión, retirar el bastidor fuera de la plantilla y, donde sea necesario, recortar la tela hacia la parte trasera de los bordes del bastidor, caracterizado porque, después de la etapa de colocar la tela metálica sobre el bastidor, los bordes de la tela son agarrados individualmente por abrazaderas accionadas neumáticamente soportadas por la plantilla, comprendiendo las abrazaderas (28) una pareja fija de mordazas (28A, 28B) y una envoltura inflable (28C) colocada entre las mordazas (28A, 28B).
De acuerdo con otro aspecto de la invención, se proporciona un aparato para la fabricación de una criba filtrante, que comprende una plantilla para colocar al menos un bastidor de metal revestido de plástico o de material de plástico reforzado, abrazaderas accionadas neumáticamente soportadas por la plantilla para agarrar los bordes de una tela de malla metálica colocada sobre el al menos un bastidor, medios tensores accionados neumáticamente sobre la plantilla para accionar las abrazaderas hacia fuera desde el bastidor para tensar la tela en direcciones ortogonales, una placa, medios para calentar la placa, medios para accionar la placa caliente y/o la plantilla para presionar la tela contra el bastidor con el fin de fundir localmente el material plástico y permitir que la tela se incruste en el interior del mismo, y luego retraer la placa y/o la plantilla para permitir que el al menos un bastidor y la tela se enfríen con el fin de adherir la tela al bastidor, y para permitir que el bastidor sea retirado entonces desde la plantilla después de liberar las abrazaderas.
Con preferencia, dos o a veces tres capas de tela de malla metálica están adheridas al bastidor.
Típicamente, una tela inferior de malla más gruesa está colocada debajo de una tela de malla más fina.
El material de plástico del bastidor es típicamente polipropileno.
El propio bastidor tiene con preferencia una periferia configurada rectangular con un retículo de barras de intersección. Durante la etapa de calentamiento, el material de plástico que forma la superficie superior del bastidor se ablanda y las telas tensadas son presionadas dentro del material de plástico ablandado y se incrustan en el interior. La adhesión se completa dejando que el bastidor se enfríe y el material de plástico se endurezca. Es posible que la superficie superior del bastidor esté provista de salientes para ayuda en la etapa de adhesión, porque entonces sólo es necesario que la placa caliente utilizada presione las telas contra el bastidor, para ablandar los salientes que entonces aceptan la malla metálica para formar la adhesión.
Es más deseable proteger la(s) tela(s) del contacto directo con la placa caliente, y para esta finalidad se tiende con preferencia un tejido antiadherente resistente al calor, tal como un tejido de vidrio de PTFE, sobre las telas antes de la etapa de adhesión. El tejido es retirado después de la terminación de la etapa de adhesión.
Cuando dos o en ocasiones posiblemente incluso tres telas de malla metálica deben incorporarse en la criba, está previsto un juego separado de abrazaderas accionadas neumáticamente para cada tela. De manera similar, está previsto un mecanismo tensor de la tela para las abrazaderas a lo largo de al menos dos lados adyacentes, y con preferencia de todos los cuatro lados, de cada tela. Las telas se pueden tensar de esta manera individualmente y de forma diferente, según sea apropiado, para el uso para el que se aplique la criba, antes de ser adheridas colectivamente al bastidor.
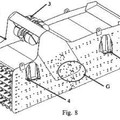
Cada abrazadera comprende una pareja fija de mordazas y una envoltura inflable entre ellas para uso para agarrar el borde de la tela de malla metálica. Por lo tanto, la envoltura, cuando está inflada, puede actuar para presionar una placa de metal, típicamente aluminio, hacia una de las mordazas fijas, que está revestida con preferencia con una tira de caucho (o material similar), típicamente de 3 cm de anchura, para mejorar el agarre sobre el borde de la tela intercalada entre la placa y la mordaza.
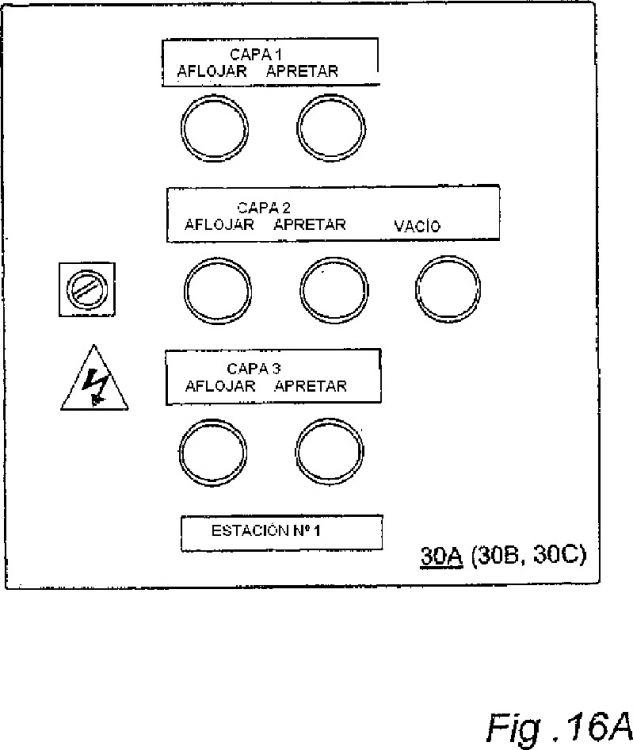
Un panel de control está previsto para permitir a un operador de la plantilla activar las abrazaderas neumáticas y los medios tensores neumáticos. Con preferencia, están previstos cuatro paneles de control, de manera que el operador puede hacer avanzar la tela dentro de las abrazaderas a lo largo de un lado del bastidor y activar estas abrazaderas para sujetar ese borde de la tela utilizando un panel de control, antes de pasar a otro lado del bastidor y repetir el procedimiento para ese lado del bastidor y así sucesivamente. Donde existen dos o más niveles de abrazaderas y de mecanismos tensores, un nivel para cada capa de tela, la primera tela es sujetada y tensada individualmente sobre todos los cuatro lados, y luego la siguiente de una manera similar hasta que todas las cuatro telas han sido sujetadas y tensadas, como sea apropiado.
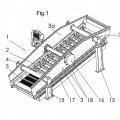
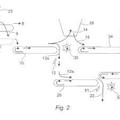
De acuerdo con una característica preferida de la invención, la sujeción y tensión de las telas se realiza en una primera estación alejada de una segunda estación, en la que tiene lugar la adhesión. Potencia neumática para las abrazaderas y los mecanismos tensores es suministrada, por lo tanto, a la plantilla a través de un cable de alimentación flexible, con el fin de permitir el movimiento de la plantilla entre las estaciones.
Por lo tanto, inicialmente el al menos un bastidor es cargado en una plantilla soportada por una cuna que, después de que las telas han sido sujetadas y tensadas, es transportada a la segunda estación que contiene la placa caliente.
La cuna tiene con preferencia ruedas que circulan sobre raíles a lo largo de los cuales la cuna es accionada entre la primera y segunda estaciones por un mecanismo de accionamiento adecuado, convenientemente un accionamiento neumático lineal Festo®.
La cuna de la plantilla y la placa, que está con preferencia pre-calentada, se mueven entonces relativamente entre sí verticalmente.
En una forma de realización, la cuna de la plantilla es elevada hasta la placa por un martinete hidráulico, para comenzar la etapa de adhesión. Por lo tanto, el martinete puede actuar contra el lado inferior de la cuna para elevarla fuera de los raíles sobre los que la cuna es accionada entre la primera y segunda estaciones.
Cuando debe colocarse un tejido anti-adherente sobre la parte superior de la tela...
Reivindicaciones:
1. Un método de fabricación de una criba filtrante que comprende las etapas de:
caracterizado porque, después de la etapa de colocar la tela metálica sobre el bastidor, los bordes de la tela son agarrados individualmente por abrazaderas accionadas neumáticamente soportadas por la plantilla, comprendiendo las abrazaderas (28) una pareja fija de mordazas (28A, 28B) y una envoltura inflable (28C) colocada entre las mordazas (28A, 28B).
2. Un método de acuerdo con la reivindicación 1, en el que el material de plástico del bastidor es polipropileno reforzado con fibra de vidrio.
3. Un método de acuerdo con la reivindicación 1 ó 2, en el que existen al menos dos telas metálicas, con un conjunto separado de abrazaderas accionadas neumáticamente previstas para agarrar todos los cuatro bordes de cada tela metálica y está previsto un medio tensor de la tela separado para las abrazaderas a lo largo de al menos dos lados adyacentes de cada tela, de manera que, en uso, las telas metálicas son tensadas individualmente y, si se requiere, de forma diferente, como sea adecuado para el uso para el que se vaya a aplicar la criba, antes de ser adheridas colectivamente al bastidor.
4. Un método de acuerdo con cualquier reivindicación anterior, en el que las abrazaderas de cada tela metálica son móviles hacia fuera del bastidor individual e independientemente unas de las otras, y cada abrazadera tiene su propio mecanismo tensor accionable de forma independiente, de manera que se puede compensar cualquier holgura localizada en la tela.
5. Un método de acuerdo con cualquier reivindicación anterior, en el que una barra rompedora está colocada inmediatamente delante de cada línea de abrazaderas a lo largo de cada lado del bastidor, y la primera capa de tela está tendida sobre la barra y se mueve sobre ella a medida que la tela es tensada, para eliminar de esta manera eventuales arrugas en la tela, y la otra capa o capas de tela se tiende(n) sobre la primera y se tensan de manera similar sobre la barra rompedora, con la capa o capas previas intercalada(s) entre la barra y la última capa de tela a aplicar.
6. Un método de acuerdo con cualquier reivindicación anterior, en el que la calefacción y la presión son proporcionadas por una placa caliente (36) y la tela está protegida de contacto directo con la placa caliente colocando un tejido anti-adherente resistente al calor sobre la tela superior antes de la etapa de adhesión, y retirando el tejido después de la terminación de la etapa de adhesión.
7. Un método de acuerdo con la reivindicación 1, en el que las etapas de sujeción y tensión de la tela se realizan en una primera estación alejada de una segunda estación, en la que se produce el calentamiento y la adhesión, de manera que la etapa de sujeción y tensión se puede realizar fuera de una región que contiene una fuente de calor.
8. Un método de acuerdo con la reivindicación 7, en el que al menos un bastidor está cargado en una plantilla (12) soportada por una cuna que, después de que las telas han sido sujetadas y tensadas, es transportada a la segunda estación, que contiene una placa caliente.
9. Un método de acuerdo con la reivindicación 6, en el que la plantilla (12) y la placa caliente se mueven relativamente entre sí verticalmente para intercalar tela entre el bastidor y la placa, para calentar el bastidor y forzar las telas dentro del bastidor.
10. Un método de acuerdo con la reivindicación 8, en el que se emplea un martinete hidráulico (34) para elevar la cuna de la plantilla y luego aplastar la malla entre la placa caliente (36) y el bastidor (26), y la presión hidráulica aplicada al martinete (34) está en el intervalo de 500 a 2000 psi para efectuar la fuerza de aplastamiento.
11. Un método de acuerdo con una cualquiera de las reivindicaciones 8 a 10, en el que al final de la etapa de calentamiento y adhesión, la cuna de la plantilla y la placa caliente se separan para permitir que el material se enfríe y se endurezca, la cuna de la plantilla es transportada de retorno desde la segunda estación hacia la primera estación, donde la tensión y luego las abrazaderas son liberadas, se retira el tejido protector y después se retira el bastidor fuera de la cuna de la plantilla, y cualquier tela que se extiende más allá de los bordes del bastidor es recortada hacia la parte trasera del borde del bastidor y los bordes rugosos son rectificados lisos utilizando una rectificadora de ángulos o similar.
12. Aparato para la fabricación de una criba filtrante, que comprende una plantilla (12) adaptada para recibir y colocar al menos un bastidor (26) de metal revestido de plástico o de material de plástico reforzado, abrazaderas (28) accionadas neumáticamente soportadas por la plantilla (12) adaptadas para usarlas para agarrar individualmente los bordes de una capa tela metálica colocada sobre el al menos un bastidor (26), medios tensores accionados neumáticamente sobre la plantilla adaptados para accionar las abrazaderas hacia fuera desde el bastidor para tensar la tela en direcciones ortogonales, una placa (36), medios para calentar la placa, medios de accionamiento (31, 34) adaptador para uso para mover la placa caliente y/o la plantilla, para presionar de esta manera la tela contra el bastidor con el fin de calentar y fundir localmente el material plástico y hacer que los alambres de la tela se incrusten en el interior del mismo, y luego retraer la placa y/o la plantilla para retirar la fuente de calor fuera del al menos un bastidor para permitir que el bastidor y la tela se enfríen, con el fin de adherir la tela al bastidor, y para permitir que el bastidor con la tela fijada sea retirado después de eso desde la plantilla después de liberar las abrazaderas, caracterizado porque cada abrazadera comprende una pareja fija de mordazas (28A, 28B) y una envoltura inflable (28C) entre ellas para uso para agarrar el borde de la tela metálica.
13. Aparato de acuerdo con la reivindicación 12, en el que la envoltura (28C) está separada de la tela por una placa metálica (28D) intercalada entre la tela y una de las mordazas fijas.
14. Aparato de acuerdo con la reivindicación 13, en el que dicha otra mordaza está revestida con una tira de caucho o material similar (28E) para mejorar el agarre sobre el borde de la tela metálica intercalada entre la placa (28D) y la mordaza.
15. Aparato de acuerdo con una cualquiera de las reivindicaciones 12 a 14, en el que existen al menos dos telas metálicas y está previsto un conjunto separado de mordazas y de medios tensores para cada tela metálica adaptado para agarrar los cuatro bordes de tela independientemente de la otra tela metálica y, en uso, para tensar independientemente cada tela metálica.
16. Aparato de acuerdo con una cualquiera de las reivindicaciones 12 a 15, que comprende, además, un panel de control (30) para permitir a un operador de la plantilla activar las abrazaderas neumáticas (28) y los medios tensores neumáticos.
17. Aparato de acuerdo con la reivindicación 16, en el que están previstos cuatro paneles de control (30, 30A, 30B, 30C), de manera que el operador puede hacer avanzar la tela dentro de las abrazaderas (28) a lo largo de un borde de la tela y activar estas abrazaderas para sujetar ese borde de la tela utilizando un panel de control, antes de moverlas a otro borde de la tela y repetir el procedimiento para ese borde de la tela y así sucesivamente hasta que todos los cuatro bordes de la tela han sido sujetados, y después tensar la capa de tela que ha sido sujetada de esta manera.
18. Aparato de acuerdo con la reivindicación 17, en el que existen dos o más niveles de abrazaderas y de mecanismos tensores, un nivel para cada tela metálica, y cada panel de control permite la sujeción y tensión de cada nivel a realizar, de manera que una primera tela es sujetada y tensada individualmente sobre todos los cuatro lados y luego la siguiente, de una manera similar, hasta que todas las telas han sido sujetadas y tensadas, según sea apropiado.
19. Aparato de acuerdo con la reivindicación 18, que comprende una primera estación, en la que se realizan la sujeción y la tensión, y una segunda estación que contiene la placa, donde tiene lugar la adhesión, y en el que dicha plantilla es soportada por una cuna que es móvil entre las dos estaciones.
Patentes similares o relacionadas:
Método y aparato para tamizado, del 19 de Febrero de 2020, de Derrick Corporation: Un sistema, incluyendo: una tamizadora vibratoria que tiene un primer elemento de pared , un segundo elemento de pared , una disposición […]
Soporte para medios de cribado tensados, del 14 de Junio de 2019, de SANDVIK INTELLECTUAL PROPERTY AB: Una cubierta alargada para soportar medios de cribado tensados en una plataforma de criba, comprendiendo la cubierta : un par de […]
Tamizadora y método de tamizar, del 1 de Mayo de 2019, de Derrick Corporation: Una tamizadora vibratoria , incluyendo: un conjunto de tamiz ; caracterizada porque la tamizadora vibratoria incluye: un conjunto […]
Criba de tipo flip-flow, del 27 de Abril de 2016, de IFE Aufbereitungstechnik Gmbh: Criba de tipo flip-flow con superficie de criba inclinada respecto de la vertical, con un bastidor con laterales , factible de poner a oscilar […]
 Malla flexible de cribado fino y criba vibrante con malla flexible de cribado fino, del 9 de Diciembre de 2015, de BINDER & CO. AKTIENGESELLSCHAFT: Criba vibrante que comprende un primer sistema móvil que presenta primeros travesaños , así como un segundo sistema móvil que presenta segundos travesaños , estando dispuestos […]
Malla flexible de cribado fino y criba vibrante con malla flexible de cribado fino, del 9 de Diciembre de 2015, de BINDER & CO. AKTIENGESELLSCHAFT: Criba vibrante que comprende un primer sistema móvil que presenta primeros travesaños , así como un segundo sistema móvil que presenta segundos travesaños , estando dispuestos […]
 Aparato y método de cribado de residuos, del 23 de Julio de 2013, de Waste Systems Limited: Un aparato de cribado que comprende:
(a) un primer bastidor de cribado 104 que comprenden al menos dos lados y una pluralidad de primerosmiembros […]
Aparato y método de cribado de residuos, del 23 de Julio de 2013, de Waste Systems Limited: Un aparato de cribado que comprende:
(a) un primer bastidor de cribado 104 que comprenden al menos dos lados y una pluralidad de primerosmiembros […]
 Aparato de criba vibradora para conglomerados, del 27 de Junio de 2013, de MARINI S.P.A.: Aparato de criba vibradora con al menos un elemento de criba que se puede insertar y/o extraertransversalmente por medio de un movimiento sustancialmente […]
Aparato de criba vibradora para conglomerados, del 27 de Junio de 2013, de MARINI S.P.A.: Aparato de criba vibradora con al menos un elemento de criba que se puede insertar y/o extraertransversalmente por medio de un movimiento sustancialmente […]
 DISPOSITIVO DE TAMIZADO Y MEDIOS DE SUJECCION PARA PLACAS DE TAMIZ, del 8 de Junio de 2010, de LINDNER, MANUEL: Medios de sujeción para la sujeción de una placa de tamiz a un soporte de tamiz de un dispositivo de tamizado para una instalación de fragmentación, […]
DISPOSITIVO DE TAMIZADO Y MEDIOS DE SUJECCION PARA PLACAS DE TAMIZ, del 8 de Junio de 2010, de LINDNER, MANUEL: Medios de sujeción para la sujeción de una placa de tamiz a un soporte de tamiz de un dispositivo de tamizado para una instalación de fragmentación, […]