ELEMENTO PARA LA FABRICACION DE UNA BOCA DE HOMBRE.
Una pieza moldeada (1, 10) que forma un molde negativo de al menos una parte de una acanaladura de un fondo de pozo monolítico que,
ensamblándose en un caso dado con al menos una pieza moldeada adicional (1, 10), forma el molde negativo de una acanaladura de un fondo de pozo en forma de un cuerpo moldeado (15), de hecho, como centro perdido, presentando la pieza moldeada (1, 10) al menos una cavidad (3) abierta hacia la superficie de base (6) que se puede superponer sobre el fondo de molde del molde para el fondo y configurándose de forma esencialmente cerrada en las superficies terminales que se sitúan de forma opuesta entre sí en la extensión longitudinal de la pieza moldeada (1, 10), en la que la o las piezas moldeadas (1, 10) presenta o presentan una extensión longitudinal lineal y/o con forma de arco,
caracterizada por que la o las piezas moldeadas (1, 10) está o están formadas de material celular termoplástico y se puede o pueden superponer, adaptando su extensión longitudinal, sobre un fondo de molde de un molde para el fondo para un fondo de pozo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05450138.
Solicitante: SCHLUSSELBAUER, JOHANN.
Nacionalidad solicitante: Austria.
Dirección: OBERGMAIN 2,A-4674 ALTENHOF AM HAUSRUCK.
Inventor/es: SCHLUSSELBAUER, JOHANN.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Agosto de 2005.
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B28B7/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › estando uno o varios de los elementos montados sobre pivotes.
- B28B7/16E
- B28B7/34B
Clasificación PCT:
- B28B7/04 B28B 7/00 […] › estando uno o varios de los elementos montados sobre pivotes.
- B28B7/16 B28B 7/00 […] › Moldes para la fabricación de objetos moldeados con cavidades o aberturas.
- B28B7/34 B28B 7/00 […] › Moldes, machos o mandriles de material especial, p. ej. de material destructible (para colaje en molde poroso o absorbente B28B 1/26).
Clasificación antigua:
- B28B7/04 B28B 7/00 […] › estando uno o varios de los elementos montados sobre pivotes.
- B28B7/16 B28B 7/00 […] › Moldes para la fabricación de objetos moldeados con cavidades o aberturas.
- B28B7/34 B28B 7/00 […] › Moldes, machos o mandriles de material especial, p. ej. de material destructible (para colaje en molde poroso o absorbente B28B 1/26).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Elemento para la fabricación de una boca de hombre.
Pieza moldeada para un fondo de pozo.
La invención se refiere a una pieza moldeada de acuerdo con el preámbulo de la reivindicación 1, que forma un molde negativo de al menos una parte de una acanaladura de un fondo de pozo monolítico.
Los fondos de pozo forman el remate hermético inferior de pozos, por regla general, verticales, que posibilitan para sistemas de canalización el acceso a canales, como canales de aguas residuales y sistemas subterráneos de conducción. Tales pozos se encuentran a menudo en sitios de intersección de canales o sistemas de conducción, es decir, en ramificaciones de canales o desembocaduras y embocaduras de canales secundarios etc. Los fondos de pozo que forman el remate inferior de tales pozos son conformaciones tubulares con un fondo hermético de pared relativamente gruesa y una pared lateral cilíndrica, en la mayoría de los casos, en la que están configuradas aberturas de conexión para tubos y/o canales. En el fondo de pozo tienen un recorrido canales abiertos hacia arriba, que se denominan acanaladuras, con un corte transversal, en la mayoría de los casos, semicircular o aproximadamente con forma de U entre las aberturas de conexión respectivas que se proporcionan en la pared lateral de un fondo de pozo. Para garantizar un flujo sin estancaciones de los líquidos contaminados a menudo con proporciones considerables de sólidos en piezas gruesas, las acanaladuras tienen una pendiente determinada y, el fondo de pozo, una huella con una ligera inclinación, que también se denomina talud.
A pesar de que los pozos estén constituidos por anillos individuales normalizados, en el caso de los fondos de pozo se trata de elementos constructivos configurados individualmente, que se diferencian entre sí con referencia a la ubicación de las aberturas de conexión que funcionan como entradas y salidas, la forma del corte transversal de las acanaladuras y los tubos que se tienen que conectar. Además de eso, se debe usar para la producción de partes inferiores del pozo y, particularmente, sus acanaladuras, solamente hormigón hermético al líquido de alta calidad.
A partir del documento DE 36 11 394 A1 se conoce cómo disponer, para la producción de un fondo de pozo en un molde para el fondo, que presenta una cubierta de molde emplazada sobre una placa de base, un fondo de molde, cuyo lado superior está moldeado de acuerdo con el molde negativo de la acanaladura. Un fondo de molde de este tipo se puede volver a usar de nuevo cada vez - se retira de la cubierta de molde después del endurecimiento suficiente del hormigón, se limpia y puede estar a disposición después para una reutilización. En este caso, es desventajosa la producción muy compleja de un fondo de molde de este tipo; para una producción de fondos de pozo moldeados individualmente tendría que estar a disposición la misma cantidad de fondos de molde complejos, es decir, tendría que estar a disposición un propio fondo de molde casi para cada fondo de pozo. Debido a que esto es demasiado caro, se usa el dispositivo que se conoce a partir de este documento solamente para unos pocos fondos de pozo, a modo de ejemplo, cuando una acanaladura atraviesa el fondo de pozo de forma recta o, a modo de ejemplo, forma un ángulo de 90ºC.
Por motivos de costes, se han producido para fondos de pozo, cuyas acanaladuras se tienen que conectar con dos canales, que tienen recorridos en diferentes direcciones, o presentan otras particularidades, fondos de pozo con un fondo plano y, se ha producido sobre el fondo plano la acanaladura por la introducción manual de hormigón y, la conformación de la acanaladura, mediante trabajo manual. Un trabajo manual de este tipo es laborioso, debido a que es necesario inclinarse a través de la pared lateral del fondo de pozo hacia el interior del mismo. Además, la conformación de la acanaladura se tiene que ejecutar con gran precisión, para que tanto la pendiente como la situación de los canales de ramificación coincidan con las circunstancias locales del sistema de canales o del sistema de conducción. Esta fabricación manual de una acanaladura necesita personal cualificado en la materia y, debido a eso, requiere costes. Además, también implica que se requiera un tiempo considerable, además, la calidad del hormigón moldeado a mano no se puede comparar con la calidad de una fabricación mecánica de un fondo de pozo.
A partir del documento DE 43 42 518 A1 se conoce cómo formar la acanaladura por la inserción de un elemento de capa de arcilla, que permanece después de la terminación del fondo de pozo en el mismo y forma el fondo de la acanaladura. También en este caso es difícil crear acanaladuras que se tienen que diseñar individualmente, además de que para cada acanaladura se debe prefabricar un propio elemento de capa de arcilla, lo que asimismo implica una gran complejidad.
De acuerdo con otra propuesta para la producción de un fondo de pozo se usan partes de molde prefabricadas de plástico con un molde negativo correspondiente a la acanaladura, teniendo que producirse para cada acanaladura individual una propia parte de molde, que se tiene que fijar en el fondo de molde. Estas partes de molde se producen como capas de plástico de forma relativamente compleja para cada acanaladura individual de forma correspondiente al recorrido respectivo de la acanaladura y permanecen como un denominado molde perdido en la acanaladura terminada de producir. Una desventaja de este método, además del alto precio de las partes de molde configuradas como capas de plástico de alta calidad, también es la producción necesaria por proveedores externos, por lo que se complica considerablemente toda la logística de la fabricación mecánica de partes inferiores del pozo.
Se conoce (documento WO 2004/091877 A1) cómo proporcionar, para la producción de un fondo de pozo monolítico -como se ha descrito de forma introductiva- para la formación de un cuerpo moldeado, piezas moldeadas, que están fabricadas a partir de un material que resiste a la presión del hormigón, como un material celular, particularmente un plástico de espuma rígida o un plástico termoplástico como EPS, y que forman un centro perdido. Estas piezas moldeadas presentan apropiadamente una extensión longitudinal lineal o con forma de arco, correspondiendo el corte transversal al corte transversal de la acanaladura y, en un caso dado, dimensionándose la altura del corte transversal de las piezas moldeadas superior a la altura del corte transversal de la acanaladura.
Tales piezas moldeadas prefabricadas garantizan la producción mecánica de fondos de pozo con acanaladuras con cortes transversales predefinidos sin trabajos complejos de moldeo. Solamente se tiene que encargar de una transición sin juntas entre piezas moldeadas individuales. Con esta finalidad, se pueden cubrir y/o rellenar con una masa para juntas las juntas eventuales entre las piezas moldeadas o entre las piezas moldeadas y el fondo de molde o alrededor de las piezas de escotadura.
Debido a las propiedades termoplásticas de los materiales celulares utilizados, se pueden recortar las piezas perfiladas no solamente en el lado frontal, sino, también en la zona de la superficie de apoyo orientada hacia la superficie de huella del fondo de molde de cualquier manera con ayuda de un alambre de calefacción de manera comparativamente sencilla. El avance del alambre de calefacción se puede controlar mecánicamente en función de la forma respectivamente exigida.
La invención tiene por objeto un perfeccionamiento de estas piezas moldeadas conocidas, en el sentido de que las piezas moldeadas se pueden retirar de manera sencilla después del endurecimiento del hormigón.
Este objetivo se resuelve por las características distintivas de la reivindicación 1.
La configuración con la cavidad abierta hacia el fondo de molde permite una retirada rápida y segura del fondo de pozo terminado por la fracción de las superficies terminales y el pliegue de los lados de la pieza moldeada que se extienden lateralmente y unen las superficies terminales. Además, se da un ahorro de material con respecto a la pieza moldeada conocida.
El documento US-A-4.867.411 muestra las características del preámbulo de la reivindicación 1. A partir de ese documento, se conoce cómo utilizar para la producción de un fondo de pozo piezas moldeadas huecas, configurándose sin embargo el fondo de pozo no monolítico, sino, la acanaladura se produce solamente después de la producción de un fondo de pozo plano en una propia etapa del método. Las piezas moldeadas son huecas,...
Reivindicaciones:
1. Una pieza moldeada (1, 10) que forma un molde negativo de al menos una parte de una acanaladura de un fondo de pozo monolítico que, ensamblándose en un caso dado con al menos una pieza moldeada adicional (1, 10), forma el molde negativo de una acanaladura de un fondo de pozo en forma de un cuerpo moldeado (15), de hecho, como centro perdido, presentando la pieza moldeada (1, 10) al menos una cavidad (3) abierta hacia la superficie de base (6) que se puede superponer sobre el fondo de molde del molde para el fondo y configurándose de forma esencialmente cerrada en las superficies terminales que se sitúan de forma opuesta entre sí en la extensión longitudinal de la pieza moldeada (1, 10), en la que la o las piezas moldeadas (1, 10) presenta o presentan una extensión longitudinal lineal y/o con forma de arco,
caracterizada por que la o las piezas moldeadas (1, 10) está o están formadas de material celular termoplástico y se puede o pueden superponer, adaptando su extensión longitudinal, sobre un fondo de molde de un molde para el fondo para un fondo de pozo.
2. Pieza moldeada (1, 10) de acuerdo con la reivindicación 1, caracterizada por que la cavidad (3) se extiende de forma que se disminuye, partiendo de la superficie de base (6), hacia el interior de la pieza moldeada (1, 10).
3. Pieza moldeada (1, 10) de acuerdo con la reivindicación 1 ó 2, caracterizada por que se proporcionan varias cavidades (3) que se sitúan de forma consecutiva en dirección longitudinal de la pieza moldea (1, 10), que están separadas entre sí por tabiques (4, 4') que se extienden esencialmente hasta la superficie de base (6).
4. Pieza moldeada (1) de acuerdo con una o varias de las reivindicaciones 1 a 3, caracterizada por que se extiende con su extensión longitudinal a través de un cuarto arco circular y por que se disponen tres cavidades (3) de forma uniformemente distribuida que se disponen de forma consecutiva en dirección longitudinal.
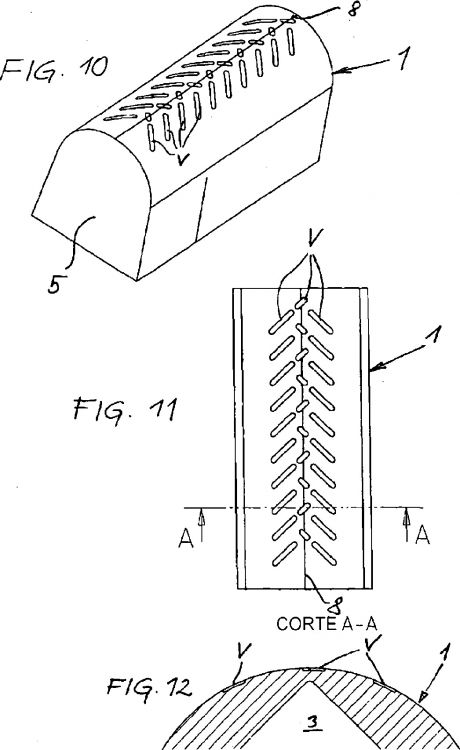
5. Pieza moldeada (10) de acuerdo con una o varias de las reivindicaciones 1 a 3, caracterizada por que la pieza moldeada (10) se extiende de forma lineal en dirección longitudinal y se proporcionan cuatro cavidades (3) de manera que se sitúan de forma consecutiva en dirección longitudinal, en la que preferiblemente tres cavidades (3) están adyacentes con menos separación y una cavidad (3) está apartada de las tres cavidades adyacentes con poca separación mediante un tabique (4') algo más grueso.
6. Pieza moldeada (1, 10) de acuerdo con una o varias de las reivindicaciones 1 a 5, caracterizada por que se proporciona en su vértice con forma de arco una marca intermedia (8) en forma de una concavidad con forma de V o una elevación con forma de V.
7. Pieza moldeada (1) de acuerdo con una o varias de las reivindicaciones 1 a 6, caracterizada por que la superficie de base (6) de la pieza moldeada (1) está provista de una escotadura (9) con forma de arco, que se extiende a través de toda la extensión longitudinal de la pieza moldeada (1), correspondiendo la curvatura de la escotadura (9) con forma de arco con la curvatura del vértice con forma de arco de la pieza moldeada (1).
8. Pieza moldeada (1, 10) de acuerdo con una o varias de las reivindicaciones 1 a 7, caracterizada por que la superficie externa de la pieza moldeada está configurada con poros cerrados.
9. Pieza moldeada (1, 10) de acuerdo con una o varias de las reivindicaciones 1 a 8, caracterizada por que en al menos una cavidad (3) está sujetado un imán permanente (12) que se dispone aproximadamente de forma alineada con la superficie de base (6).
10. Pieza moldeada (1, 10) de acuerdo con la reivindicación 9, caracterizada por que el imán permanente (12) está sujetado en un soporte (13), que está sujetado mediante un medio de sujeción (14) en una pared lateral de la pieza moldeada (1, 10).
Patentes similares o relacionadas:
 Molde para la fabricación de prefabricados de hormigón, del 30 de Junio de 2014, de ACCIONA WINDPOWER, S.A.: Molde para la fabricación de prefabricados de hormigón.
La presente invención se puede incluir en el campo técnico de los moldes para la fabricación […]
Molde para la fabricación de prefabricados de hormigón, del 30 de Junio de 2014, de ACCIONA WINDPOWER, S.A.: Molde para la fabricación de prefabricados de hormigón.
La presente invención se puede incluir en el campo técnico de los moldes para la fabricación […]
 Molde para fabricación de cubípodos de hormigón, del 30 de Abril de 2013, de SOCIEDAD ANONIMA TRABAJOS Y OBRAS: Los cubípodos son piezas pesadas de hormigón que se utilizan comomedios de protección de mantos de diques o espigones en costas ysimilares, teniendo una forma […]
Molde para fabricación de cubípodos de hormigón, del 30 de Abril de 2013, de SOCIEDAD ANONIMA TRABAJOS Y OBRAS: Los cubípodos son piezas pesadas de hormigón que se utilizan comomedios de protección de mantos de diques o espigones en costas ysimilares, teniendo una forma […]
 MOLDE PARA FABRICACION DE CUBIPODOS DE HORMIGON, del 4 de Diciembre de 2009, de SOCIEDAD ANOMINA TRABAJOS Y OBRAS: Molde para fabricación de cubípodos de hormigón.
Los cubípodos son piezas pesadas de hormigón que se utilizan como medios de protección de mantos de diques o espigones […]
MOLDE PARA FABRICACION DE CUBIPODOS DE HORMIGON, del 4 de Diciembre de 2009, de SOCIEDAD ANOMINA TRABAJOS Y OBRAS: Molde para fabricación de cubípodos de hormigón.
Los cubípodos son piezas pesadas de hormigón que se utilizan como medios de protección de mantos de diques o espigones […]
METODO PARA LA FABRICACION DE TABIQUES O ESTANTES DE ESCAYOLA Y MAQUINA CORRESPONDIENTE PARA LA FABRICACION Y DESMOLDEO DE DICHOS TABIQUES O ESTANTES DE ESCAYOLA., del 1 de Abril de 2003, de MARTIN ARCADIO,JOSE ANTONIO: Método para la fabricación de tabiques o estantes de escayola y máquina correspondiente para la fabricación y desmoldeo de dichos tabiques o estantes de escayola. Sobre […]
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE MOLDES PARA EL PREFABRICADO DE PLACAS., del 1 de Julio de 1997, de VAIN UNO, S.A.: PERFECCIONAMIENTOS EN LA CONSTRUCCION DE MOLDES PARA EL PREFABRICADO DE PLACAS. CONSISTE EN UN MOLDE , PROVISTO EN SUS LADOS DE SENDAS BARRAS MOVILES […]
MOLDE PARA LA FABRICACION DE PLACAS DE ESCAYOLA., del 1 de Junio de 1997, de VAIN UNO, S.A.: MOLDE PARA LA FABRICACION DE PLACAS DE ESCAYOLA, EL MOLDE RECEPTOR DE LA MASA DE ESCAYOLA QUE CONFORMA LA PLACA, ESTA ASOCIADO A UNA PRENSA […]
PROCEDIMIENTO DE FORMACION DE DOVELAS PREFABRICADAS., del 1 de Marzo de 1996, de SOCIETE DES TUYAUX BONNA: PROCEDIMIENTO DE FABRICACION DE DOVELAS PREFABRICADAS DE HORMIGON QUE COMPRENDEN DOS CARAS CURVADAS CILINDRICAS Y POR LO MENOS CUATRO […]
ENCOFRADO REDIMENSIONABLE PARA LA CONSTRUCCION "IN SITU" DE NICHOS Y COLUMBARIOS, del 6 de Junio de 2011, de OBRAS REUNIDAS, S.A. (O.R.S.A.): Encofrado redimensionable para la construcción "in situ" de nichos y columbarios provisto de medios para su desencofrado mecánico y reutilización progresiva que […]