Molde para fabricar productos cerámicos.
Molde para fabricar productos cerámicos, que comprende un primer semimolde (1) y un segundo semimolde (2) dispuestos enfrentados entre sí,
el primer semimolde (1) comprendiendo un soporte (6); una placa (7) fijada al soporte (6) que se deforma y distribuye una presión ejercida por dicho segundo semimolde (2) sobre dicho producto cerámico, dicha placa (7) exhibiendo una porción periférica y una porción central (7b); una cámara (8), dispuesta entre dicho soporte (6) y dicha placa (7), para contener un fluido operativo y que permite la deformación de dicha placa (7), dicha porción periférica (7a) exhibiendo una capacidad de deformación elástica que es mayor que una capacidad de deformación elástica de la porción central (7b); dicha placa (7) exhibiendo un espesor menor en la porción periférica (7a) de dicha placa (7) que el espesor de la placa (7) en su porción central (7b); caracterizado por el hecho que dicho espesor además varía paulatinamente desde la porción periférica (7a) hacia la porción central (7b); dicha placa (7) exhibiendo una superficie (7c) opuesta a dicho soporte (6), dicha superficie (7c) siendo convexa al menos en dicha porción central (7b), dicha placa (7) exhibiendo una pluralidad de incisiones pasantes (14) en dicha porción periférica (7a), cada incisión pasante (14) definiendo un respectivo elemento flexible (15) integrado en la placa (7) y exhibiendo una extremidad (15a) que puede moverse a lo largo de una dirección perpendicular a la placa (7) para variar dicha presión en la porción periférica (7a) de dicha placa (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11170130.
Solicitante: TREBAX S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA CIMABUE, 66 42014 CASTELLARANO RE ITALIA.
Inventor/es: CASOLARI,ROMANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
- B28B3/02 B28B […] › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › en la que un punzón ejerce una presión sobre el material en una cavidad de moldeo; Punzones de forma particular.
- B28B7/06 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Moldes dotados de elementos flexibles.
- B28B7/34 B28B 7/00 […] › Moldes, machos o mandriles de material especial, p. ej. de material destructible (para colaje en molde poroso o absorbente B28B 1/26).
PDF original: ES-2401317_T3.pdf
Fragmento de la descripción:
Molde para fabricar productos cerámicos La presente invención se refiere a un molde para fabricar productos cerámicos. En particular, dicho molde puede producir una baldosa o un azulejo por compresión de material en polvo colocado dentro del mismo molde. Con mayor nivel de detalles, el molde de la presente invención puede ser instalado en una prensa de una planta para fabricar baldosas o azulejos cerámicos.
Se conocen moldes para fabricar baldosas o azulejos cerámicos que comprenden un semimolde inferior con una pluralidad de cavidades en condiciones de alojar polvos cerámicos. Además, los moldes conocidos comprenden un semimolde superior, dispuesto de frente al semimolde inferior. El semimolde superior comprende una pluralidad de punzones, cada uno de los cuales está dispuesto de modo de vincularse con una correspondiente cavidad del semimolde opuesto para así prensar el material cerámico.
Cabe hacer notar que en cada cavidad viene modelada una correspondiente baldosa o azulejo.
En particular, el semimolde inferior y el semimolde superior se pueden mover en relación recíproca entre una configuración de apertura y una configuración de cierre. En la configuración de apertura el semimolde inferior y el semimolde superior están alejados entre sí de modo que dentro de las cavidades del semimolde inferior pueda ser introducido el material en polvo. En la configuración de cierre, el semimolde inferior y el semimolde superior vienen presionados uno contra el otro de manera de prensar el material y obtener las baldosas o azulejos. Asimismo, cada cavidad posee una pared de fondo que tiene la función de modelar la superficie inferior o superior de la baldosa o azulejo. Análogamente, cada punzón tiene la función de modelar la superficie inferior o superior. En detalles, cada punzón comprende un soporte, que está fijado a una placa por medio de una pluralidad de tornillos dispuestos en una porción periférica de la placa. Cabe hacer notar que dicha placa posee una superficie que define al menos en parte la pared de fondo de la cavidad, y tiene la función de deformarse para distribuir la presión ejercida por el contramolde superior sobre el polvo cerámico dispuesto en la cavidad.
Entre la placa y el soporte viene definida una cámara, dentro de la cual viene inyectado aceite bajo presión para contrarrestar la deformación de la placa y distribuir la presión ejercida por el semimolde superior. En particular, una membrana elástica o una junta de estanqueidad periférica genérica colocada entre la placa y el soporte delimitan la cámara para contener el aceite. Dicha membrana elástica, en la porción periférica de la placa, tiene una parte de mayor espesor que viene introducida dentro de una acanaladura realizada en el soporte.
Una desventaja de los moldes mencionados con anterioridad para baldosas o azulejos consiste en el hecho que la presión ejercida por los semimoldes superior e inferior sobre el polvo no es homogénea. Por este motivo, la densidad de la baldosa o azulejo puede no ser uniforme y, por consiguiente, la baldosa o azulejo terminado puede deformarse debido a los diferentes encogimientos que se manifiestan después del cocido. Para volver más homogénea la distribución del polvo cerámico y la densidad de la baldosa o azulejo, existen moldes para baldosas o azulejos cerámicos que son análogos a los descritos con anterioridad pero que además presentan aberturas pasantes configuradas en la placa. En particular dichas aberturas pasantes vienen configuradas en la porción periférica de la placa. Dentro de dichas aberturas vienen introducidos tarugos, cuya forma es complementaria a ellas, de manera de llegar contra la parte más espesa de la membrana elástica. De este modo, el movimiento de los tarugos sirve para compensar la presión a lo largo de los bordes del molde. En particular, una presión excesiva durante la operación del molde empuja el tarugo dentro de la abertura y comprime la membrana elástica en correspondencia de la parte de mayor espesor. Por el contrario, una presión por debajo del valor necesario hace retirar el tarugo, que, empujado por la parte de mayor espesor de la membrana elástica, sobresale de la placa. Cabe hacer notar que esos movimientos del tarugo permiten compensar parcialmente las variaciones de la presión ejercida sobre el polvo cerámico, comprimiéndolo más en el molde si la presión es insuficiente o permitiendo su expansión en el caso de presión excesiva.
Por ejemplo, en el documento EP 1.714.760 A2 se da a conocer un molde para fabricar baldosas o azulejos con compensación de presión de conformidad con el preámbulo de la reivindicación 1.
Esta solución, sin embargo, atenúa el inconveniente descrito con anterioridad sin resolverlo. En otros términos, las baldosas o azulejos producidos mediante el molde que se acaba de describir siguen exhibiendo una diferencia de compactación entre los bordes y la parte central, la cual se manifiesta como defectos superficiales de la baldosa o azulejo. Tales defectos, que pueden verse bajo especiales condiciones de iluminación, menoscaban su aspecto estético.
En este contexto, el cometido técnico fundamento de la presente invención es el de proponer un molde para fabricar productos cerámicos que no exhiba los inconvenientes pertenecientes a la técnica conocida.
En particular, un objetivo de la presente invención es el de proporcionar un molde para fabricar productos cerámicos en condiciones de producir baldosas o azulejos con características físico-mecánicas uniformes. El cometido técnico especificado se logra substancialmente mediante un molde para fabricar productos cerámicos que comprende las características técnicas expuestas en la reivindicación 1.
Otras ventajas y características de la presente invención se pondrán aún más de manifiesto a partir de la descripción indicativa y, por ende, no restrictiva, de una ejecución preferente, pero no exclusiva, de moldes para fabricar productos cerámicos según lo exhibido en los dibujos anexos, en los cuales:
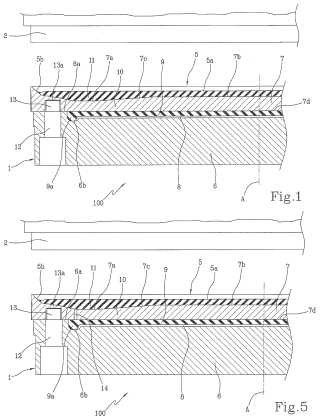
- la figura 1 es una vista en sección amplificada e interrumpida de un molde para fabricar productos cerámicos;
- la figura 2 es una vista en planta desde arriba del semimolde inferior del molde de la figura 1;
- la figura 3 es parte de una vista en sección a lo largo del plano indicado mediante la línea de trazos II-II en la siguiente figura 4, de un molde para fabricar productos cerámicos de conformidad con la presente invención;
- la figura 4 es una vista en planta desde arriba del semimolde inferior del molde de la figura 3;
- la figura 5 es parte de una vista en sección a lo largo del plano indicado mediante la línea de trazos III-III en la figura 4.
Con referencia a las figuras anexas, el número 100 indica un molde para fabricar productos cerámicos de conformidad con la presente invención. Dicho molde (100) comprende un primer semimolde (1) y un segundo semimolde (2) , en condiciones de cooperar para producir una baldosa o azulejo cerámico (no exhibido) presionando, por ejemplo, material en polvo cerámico. De hecho, la misma estructura puede ser utilizada para presionar “material “semi-presionado” o, de todos modos, un material que no sea en polvo.
Según está esquematizado en las figuras 1 y 3, el segundo semimolde (2) está dispuesto enfrentado al primer semimolde (1) , de modo que el material en polvo o “semi-presionado” pueda ser introducido entre los mismos. En otros términos, el primer semimolde (1) y el segundo semimolde (2) están dispuestos enfrentados entre sí. En las ejecuciones exhibidas en las figuras 1 y 3, el primer semimolde (1) está dispuesto debajo del segundo semimolde (2) . De todos modos, son posibles otras posiciones relativas entre el primer semimolde (1) y el segundo semimolde (2) .
En el primer semimolde (1) está configurada una cavidad (5) para recibir una cantidad predeterminada de material para modelar la baldosa o azulejo cerámico. En particular, dicha cavidad (5) posee una pared de fondo (5a) y paredes laterales (5b) .
Cabe hacer notar que la pared de fondo (5a) de la cavidad (5) tiene la función de modelar una superficie superior o inferior de la baldosa o azulejo. En ambas ejecuciones descritas se muestra un único primer semimolde (1) dispuesto enfrentado al segundo semimolde (2) , sin embargo en otras ejecuciones (no exhibidas) el molde (100) puede comprender una pluralidad de semimoldes. Ventajosamente, de esta manera es posible modelar, con una única operación de prensado, una correspondiente pluralidad de baldosas o azulejos.
Asimismo, como puede apreciarse en la figura 2, la cavidad (5) tiene una forma, en planta, cuadrada, sin embargo también es posible utilizar... [Seguir leyendo]
Reivindicaciones:
1. Molde para fabricar productos cerámicos, que comprende un primer semimolde (1) y un segundo semimolde (2) dispuestos enfrentados entre sí, el primer semimolde (1) comprendiendo un soporte (6) ; una placa (7) fijada al soporte (6) que se deforma y distribuye una presión ejercida por dicho segundo semimolde (2) sobre dicho producto cerámico, dicha placa (7) exhibiendo una porción periférica y una porción central (7b) ; una cámara (8) , dispuesta entre dicho soporte (6) y dicha placa (7) , para contener un fluido operativo y que permite la deformación de dicha placa (7) , dicha porción periférica (7a) exhibiendo una capacidad de deformación elástica que es mayor que una capacidad de deformación elástica de la porción central (7b) ; dicha placa (7) exhibiendo un espesor menor en la porción periférica (7a) de dicha placa (7) que el espesor de la placa (7) en su porción central (7b) ; caracterizado por el hecho que dicho espesor además varía paulatinamente desde la porción periférica (7a) hacia la porción central (7b) ; dicha placa (7) exhibiendo una superficie (7c) opuesta a dicho soporte (6) , dicha superficie (7c) siendo convexa al menos en dicha porción central (7b) , dicha placa (7) exhibiendo una pluralidad de incisiones pasantes (14) en dicha porción periférica (7a) , cada incisión pasante (14) definiendo un respectivo elemento flexible (15) integrado en la placa (7) y exhibiendo una extremidad (15a) que puede moverse a lo largo de una dirección perpendicular a la placa (7) para variar dicha presión en la porción periférica (7a) de dicha placa (7) .
2. Molde según la reivindicación 1, caracterizado por el hecho que dicha placa (7) exhibe un lado (7d) plano y dispuesto de frente a dicho soporte (6) .
3. Molde según la reivindicación 2, caracterizado por el hecho que dicho primer semimolde (1) comprende un revestimiento elástico (11) de dicha placa (7) sobre dicha superficie (7c) para modelar dicho producto cerámico; dicho revestimiento (11) exhibiendo un espesor mayor en la porción periférica (7a) de la placa (7) que en la porción central (7b) de la placa (7) .
4. Molde según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que cada elemento flexible (15) está hecho en una sola pieza junto con la placa (7) .
5. Molde según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que dichas porción periférica (7a) y porción central (7b) están conectadas recíprocamente sin ningún borde vivo.
6. Molde según una cualquiera de las precedentes reivindicaciones, caracterizado por el hecho que comprende una pluralidad de elementos de vinculación en dicha porción periférica (7a) de la placa (7) para fijar dicha placa (7) a dicho soporte (6) ; el espesor de la placa (7) siendo mínimo en proximidad de los elementos de vinculación.
Patentes similares o relacionadas:
PUNZON ISOSTÁTICO, del 2 de Marzo de 2020, de ASITEC CERAMIC, S.L: Punzón de prensas para fabricación de piezas de cerámica. Está formado por un cuerpo metálico, un recubrimiento de goma, y una cámara situada entre el […]
Matriz y pistón de aparato de SPS, aparato de SPS que los comprende, y procedimiento de sinterización, densificación o ensamblaje en una atmósfera oxidante que utiliza este aparato, del 23 de Octubre de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Matriz de aparato de sinterización en caliente con campo eléctrico pulsado, caracterizada por que dicha matriz está fabricada de grafito y las superficies […]
PUNZÓN, del 25 de Septiembre de 2019, de CARRETERO PERONA, Gregorio: 1. Punzón, para compactación de materiales sueltos, que comprende un cuerpo con una primera cara en la que se ha realizado un rebaje […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
MÉTODO Y SISTEMA DE PRODUCCIÓN DE TABLEROS, LOSAS O PLANCHAS DE PIEDRA ARTIFICIAL CON EFECTO DE VETAS ANCHAS, del 23 de Mayo de 2019, de COSENTINO RESEARCH & DEVELOPMENT, S.L: La presente invención se refiere a un método y un sistema para la producción de tableros, losas o planchas de piedra artificial, con efecto de […]
Procedimiento para fabricar losas de revestimiento, del 30 de Enero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Procedimiento para fabricar losas de revestimiento, que comprende por lo menos las etapas de: - posicionar por lo menos un inserto sólido en un plano de trabajo […]
PRENSA PARA COMPACTACIÓN Y CONFORMACIÓN DE PIEZAS O PRODUCTOS ANGULARES, del 5 de Julio de 2018, de BIENZOBAS SAFFIE, Fernando: En la presente invención se describe una prensa para compactación y conformación de piezas o productos angulares, la cual está comprendida por una estructura […]
PUNZON HIDRAULICO PARA PRENSADO DE PIEZAS CERAMICAS, del 13 de Octubre de 2017, de MOLDES ESPECIALES PLAZA, S.L.: 1. Punzón hidráulico para prensado de piezas cerámicas, que comprende una base dotada de un cajeado delimitado por un marco perimetral , […]