DISPOSITIVO Y PROCEDIMIENTO PARA ELABORAR UNA PIEZA DE TRABAJO.
Dispositivo (10) para la elaboración de una pieza de trabajo (2) que preferentemente consiste al menos en partes de madera,
de fibras leñosas, de materiales de plástico o similares, que comprende: una herramienta (11) para la realización de la elaboración de la pieza de trabajo (2); un dispositivo de transporte (6) con un lado de alimentación (6A) para la alimentación y un lado de evacuación (6C) para la evacuación de la pieza de trabajo (2) hacia o bien desde la herramienta (11), en donde la pieza de trabajo (2) se transporta en un plano de transporte que está dispuesto en un dispositivo de transporte (6) en al menos una dirección de transporte (x), en donde el dispositivo de transporte (6) presenta al menos en el lado de alimentación (6A) una zona de tampón (A) en la que está posicionada una pieza de trabajo (2A) siguiente durante la elaboración de la pieza de trabajo (2B); un dispositivo de soporte (4) para sujetar la pieza de trabajo (2) durante la elaboración por la herramienta (11) en un plano de elaboración que se encuentra en una zona de elaboración y en un plano distinto al del plano de transporte y para el transporte de la pieza de trabajo desde el lado de alimentación (6A) hacia el lado de evacuación (6C), caracterizado porque la zona de tampón (A) y/o una zona de evacuación (C) al menos parcialmente solapan con la zona de elaboración (B), especialmente en una proyección perpendicular con respecto al plano de transporte o con respecto al plano de elaboración
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07008452.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5,72296 SCHOPFLOCH.
Inventor/es: GAUSS, ACHIM, GRINGEL, MARTIN, RATHGEBER, PETER, STURM,GOFFHILF.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Abril de 2007.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B27C9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27C CEPILLADORAS, TALADRADORAS, FRESADORAS, TORNOS O MAQUINAS UNIVERSALES PARA LA MADERA O MATERIALES SIMILARES (máquinas-herramientas en general B23; trabajo de la madera por medio de dispositivos abrasivos, p. ej. por arenado, B24; herramientas para estas operaciones B27G). › B27C 9/00 Máquinas con posibilidades múltiples; Máquinas universales; Equipo de estas máquinas. › con un solo husillo.
- B27M1/08 B27 […] › B27M TRABAJO DE LA MADERA NO PREVISTO EN LAS SUBCLASES B27B - B27L; FABRICACION DE ARTICULOS PARTICULARES DE MADERA. › B27M 1/00 Trabajo de la madera no previsto en las subclases B27B - B27L, p. ej. por estirado. › por procedimientos en varias etapas.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo y procedimiento para elaborar una pieza de trabajo.
La presente invención se refiere a un dispositivo para elaborar una pieza de trabajo preferentemente en forma de tablas. La invención se refiere en este caso especialmente a una máquina para la elaboración bajo suelo de las piezas de trabajo en forma de tablas que preferentemente son un eslabón de la cadena de producción en una cadena de producción.
Estado de la técnica
En la descripción del estado de la técnica a continuación todas las indicaciones de dirección se han indicado en un sistema de coordinadas cartesianas. La dirección x y la dirección y se encuentran en el plano de transporte de un dispositivo de transporte, en donde la dirección x representa la dirección de transporte. La dirección z es perpendicular con respecto al plano de transporte.
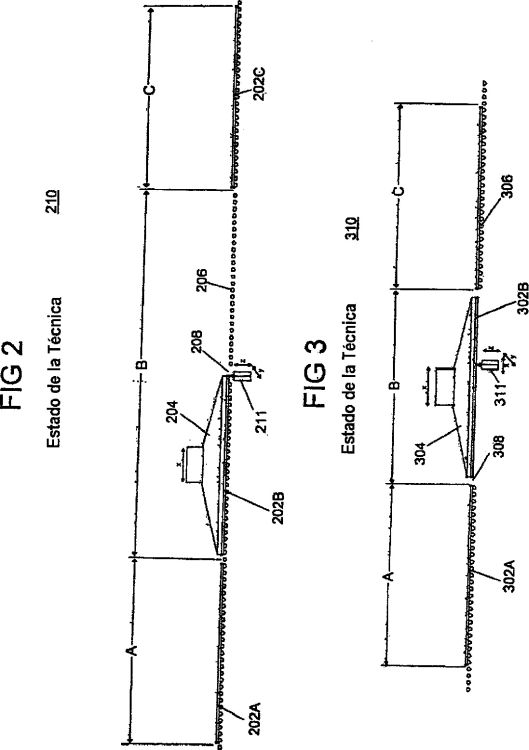
Según el estado de la técnica se realiza una elaboración de piezas de trabajo en una máquina de elaboración con una zona de elaboración B que se extiende al menos a lo largo de toda la longitud de una pieza de trabajo. Las Figuras 2 y 3 muestran dos formas de realización diferentes del estado de la técnica.
Las dos formas de realización contienen una herramienta 211, 311 con la que se elabora una pieza de trabajo 202B, 302B y que se sujeta por un dispositivo de soporte 204, 304. Las piezas de trabajo se transportan por un dispositivo de transporte 206, 306 hacia la máquina de trabajo 210, 310. Dado que la herramienta 211, 311 elabora de forma continua una pieza de trabajo 202B, 302B tras otra y la elaboración de una pieza de trabajo 202B, 302B requiere tiempo la pieza de trabajo 202A, 302A siguiente está lista para la elaboración mientras que la herramienta 211, 311 aún elabora la pieza de trabajo 202B, 302B actual.
La Figura 2 muestra un ejemplo de realización en el que la herramienta 211 es móvil en dos direcciones (x, y) perpendiculares con respecto a la dirección de transporte x y el dispositivo de soporte 204 es móvil de forma paralela respecto a la dirección x de transporte.
El dispositivo 210 está dividido en tres zonas A, B y C. La zona A es una zona de tampón en al que la pieza se trabajo 202A siguiente se deja durante la elaboración de la pieza de trabajo 202B actual, es decir se "aparca". En la zona B se elabora la pieza de trabajo 202B actual y después se deposita en la zona C para la evacuación. Para ello la pieza de trabajo 202C que se encuentra en la zona C ya tiene que ser evacuada.
El dispositivo de soporte 204 se desliza en la dirección x a través de la zona de tampón A y acoge la pieza de trabajo posicionado en la zona de tampón. Para la elaboración el dispositivo de soporte 204 traslada a la pieza de trabajo sujeta en la dirección x por encima de la herramienta 211 que está dispuesta en una discontinuidad 208 del dispositivo de transporte 206. La herramienta 211 misma traslada en la dirección la parte necesaria, de manera que se puede alcanzar cualquier sitio discrecional de la pieza de trabajo 202B.
Dado que, no obstante, se elabora la pieza de trabajo 202B a lo largo de toda su longitud la zona de elaboración B debe presentar esencialmente el doble de la longitud de la pieza de trabajo para asegurar que la pieza de trabajo 202B también se puede volver a trasladar hacía atrás en el caso de que debieran ser necesarios varios pasos de elaboración. En esta zona de elaboración B no deben llegar otras piezas de trabajo 202A, 202C durante la elaboración, ya que entonces pueden llegar a colisionar dos piezas de trabajo.
Después de la elaboración la pieza de trabajo se transporta entonces por el dispositivo de transporte 206 fuera de la zona de elaboración hacia la zona C y se evacua a continuación.
Una máquina de este tipo tiene una necesidad elevada de espacio, lo que es una desventaja esencial para máquinas que habitualmente se utilizan en una cadena de producción.
Otro ejemplo de realización se muestra en la Figura 3. En este ejemplo la herramienta 311 se puede mover en las tres direcciones x, y, z. La división de las zonas A, B, C es la misma, en donde la zona de elaboración B solamente debe presentar la longitud de una pieza de trabajo 302B. Por el contrario la discontinuidad 308 está efectuada esencialmente mayor que en el primer ejemplo de realización del estado de la técnica. La discontinuidad 308 en este caso esencialmente tiene el tamaño de la zona de elaboración B. Esto es así porque durante la elaboración solo se desplaza la herramienta 311, sin embargo, el dispositivo de soporte 304 y la pieza de trabajo 302B están quietos dentro de la zona de elaboración B. La pieza de trabajo primeramente se deposita en la zona de tampón A, allí es acogida por el soporte 304 móvil en la dirección de transporte x y se desplaza por encima de la zona de elaboración B. Después de la elaboración el soporte deposita la pieza de trabajo en la zona C y la pieza de trabajo es evacuada por el dispositivo de transporte 306.
También en esta forma de realización la máquina aún es relativamente grande y presenta la desventaja adicional que en la zona de elaboración hay que interrumpir en un área grande el dispositivo de transporte, dado que la herramienta necesita esta área para la elaboración de las piezas de trabajo. Por ello el dispositivo de soporte 304 está obligado transportar mismamente encima de la discontinuidad cada pieza de trabajo que pasa.
En la cadena de proceso en la que no cada pieza de trabajo es elaborado por todos los dispositivos de la cadena de trabajo, esto lleva a retrasos en el tiempo de transporte debido a una falta de flexibilidad. En otras palabras incluso si el dispositivo no se pretende utilizar para determinadas piezas de trabajo estas piezas de trabajo no pueden pasar simplemente el dispositivo sin pérdida de tiempo, sino tienen que ser elevadas todas en cada caso por encima de la discontinuidad 308 por el dispositivo de soporte 304.
Los documentos DE 100 26 069 A1, DE 201 15 390 U1 y DE 298 07 071 U1 en cada caso muestran dispositivos para la elaboración de piezas de trabajo en forma de tablas en los que se pueden trabajar varias piezas de trabajo al mismo tiempo. La elaboración y el transporte, sin embargo, ocurren en el mismo plano.
Descripción de la invención
La tarea de la invención es ofrecer un dispositivo para la elaboración de una pieza de trabajo en el que se posibilita un menor dimensionamiento del dispositivo.
Según la invención esta tarea se resuelve por las características de la reivindicación 1. Otras características que amplían la invención están incluidas en las reivindicaciones dependientes.
El dispositivo para la elaboración de una pieza de trabajo que de forma preferente consiste al menos en parte de madera, de fibras leñosas, de materiales de plástico o similares, comprende una herramienta para la realización de la elaboración de la pieza de trabajo, un dispositivo de transporte con un lado de alimentación para alimentar y un lado de evacuación para la evacuación de la pieza de trabajo o bien de la herramienta, en donde la pieza de trabajo se transporte en un plano de transporte en al menos una dirección de transporte, y en donde el dispositivo de transporte presenta una zona de tampón al menos en el lado de alimentación que el que se posiciona una pieza de trabajo siguiente durante la elaboración de la pieza de trabajo. Además, está previsto un dispositivo de soporte para sujetar la pieza de trabajo durante la elaboración y para el transporte de la pieza de trabajo del lado de alimentación hacia el lado de evacuación, en donde un plano de trabajo en el que se elabora la pieza de trabajo se encuentra en un plano diferente al plano de transporte. Una zona de tampón y/o una zona de evacuación al menos parcialmente solapan con la zona de elaboración, especialmente en una proyección perpendicular al plano de transporte o al plano de elaboración.
Una configuración de este tipo de un dispositivo hace posible reducir sustancialmente la extensión del dispositivo de transporte y con ello la necesidad de espacio, dado que la zona de tampón, en la que las piezas de trabajo esperan su elaboración, y la zona de elaboración se encuentran una encima de otra. Por lo tanto se utiliza de forma doble el espacio en el dispositivo de transporte. Además, no existe ningún peligro de una colisión de las piezas de trabajo durante la elaboración, lo que evita de forma segura un desperfecto de las piezas de trabajo y minimiza el desecho. Además se puede desacoplar de forma muy sencilla la máquina fuera de la explotación de fabricación...
Reivindicaciones:
1. Dispositivo (10) para la elaboración de una pieza de trabajo (2) que preferentemente consiste al menos en partes de madera, de fibras leñosas, de materiales de plástico o similares, que comprende:
una herramienta (11) para la realización de la elaboración de la pieza de trabajo (2);
un dispositivo de transporte (6) con un lado de alimentación (6A) para la alimentación y un lado de evacuación (6C) para la evacuación de la pieza de trabajo (2) hacia o bien desde la herramienta (11), en donde la pieza de trabajo (2) se transporta en un plano de transporte que está dispuesto en un dispositivo de transporte (6) en al menos una dirección de transporte (x), en donde el dispositivo de transporte (6) presenta al menos en el lado de alimentación (6A) una zona de tampón (A) en la que está posicionada una pieza de trabajo (2A) siguiente durante la elaboración de la pieza de trabajo (2B);
un dispositivo de soporte (4) para sujetar la pieza de trabajo (2) durante la elaboración por la herramienta (11) en un plano de elaboración que se encuentra en una zona de elaboración y en un plano distinto al del plano de transporte y para el transporte de la pieza de trabajo desde el lado de alimentación (6A) hacia el lado de evacuación (6C),
caracterizado porque la zona de tampón (A) y/o una zona de evacuación (C) al menos parcialmente solapan con la zona de elaboración (B), especialmente en una proyección perpendicular con respecto al plano de transporte o con respecto al plano de elaboración.
2. Dispositivo según la reivindicación 1 en el que la herramienta (11) llega en el plano de elaboración a través del plano de transporte.
3. Dispositivo según la reivindicación 1 o 2 en el que la dirección de elaboración (x, y, z) de la herramienta (11) y del dispositivo de soporte (4) están linealmente independientes, preferentemente perpendiculares entre sí.
4. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que el dispositivo de soporte (4) y/o el dispositivo de transporte (6) son móviles en una dirección de movimiento adicional perpendicular con respecto al plano de transporte.
5. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que el dispositivo de soporte (4) sujeta la pieza de trabajo (2) de forma mecánica o con un vacío.
6. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que el sistema de temporización de los pasos de trabajo se realiza de forma automática.
7. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que el dispositivo de soporte (14) está dispuesto por encima del dispositivo de transporte (6) y de la herramienta (11).
8. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que la herramienta (11) está prevista por debajo del dispositivo de transporte (6).
9. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que las piezas de trabajo (11) se sujetan por gravedad sobre el dispositivo de transporte (6).
10. Dispositivo según una cualquiera de las reivindicaciones anteriores en el que la herramienta (11) es un taladro, una sierra o una fresadora.
11. Procedimiento para la elaboración de una pieza de trabajo (2) que preferentemente consiste al menos en parte de madera, de fibras leñosas, de materiales de plástico o similares con los siguientes pasos:
alimentación de una pieza de trabajo (2A) sobre un dispositivo de transporte (6) hacia un plano de transporte hacia una zona de tampón (A);
traspaso de la pieza de trabajo a un dispositivo de soporte (4) que es móvil en al menos una dirección;
elaboración de la pieza de trabajo (2B) mediante una herramienta (11) en un una zona de elaboración (B) en un plano de elaboración que es diferente al plano de transporte y que solapa con una zona de tampón en una proyección perpendicular respecto al plano de elaboración o al plano de transporte;
posicionamiento de la pieza de trabajo (2B) elaborada sobre el dispositivo de transporte (6C) en un plano de transporte en el lado de evacuación (C); y
evacuación de la pieza de trabajo (2C).
Patentes similares o relacionadas:
INSTALACION DE PROCESADO DE MATERIA PRIMA POR CONTROL NUMERICO, del 12 de Mayo de 2020, de MARÍN MARTOS, María Dolores: 1. Instalación de procesado de materia prima por control numérico, que comprende un brazo robot configurado para realizar trabajos sobre la materia […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo y procedimiento para posicionar un elemento de sujeción, del 23 de Octubre de 2019, de HOMAG GmbH: Dispositivo para posicionar un elemento de sujeción, que está previsto para fijar una pieza de trabajo en una estación de mecanizado, presentando el […]
 Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Máquina de mecanización con dispositivo de manipulación para el mecanizado de piezas de trabajo en forma de lámina, del 25 de Septiembre de 2019, de IMA Schelling Deutschland GmbH: Máquina de mecanización para el mecanizado de piezas de trabajo en forma de lámina fabricadas de madera o de materiales sustitutivos de […]
Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, del 11 de Septiembre de 2019, de Schirmer Maschinen GmbH: Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, que se pueden desplazar mediante […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]