DISPOSITIVO DE TRANSPORTE.
Dispositivo de transporte (1) para convertir con baja presión,
un flujo de botellas (2) o semejantes en al menos dos hileras individuales separadas con un alimentador (3) de vías múltiples, al menos con dos descargadores (4, 5, 6) de vía única, un transportador acelerador (7) dispuesto entre alimentador y descargadores, presentando múltiples secciones de velocidad creciente en el sentido del transporte y una guía que se extiende en diagonal por encima del transportador intermedio (7), caracterizado porque con distancia a la primera guía (8) está dispuesta, al menos, en diagonal por encima del transportador acelerador (7), una segunda guía (9, 10), y que las guías (8, 9, 10) conducen, en cada caso, un flujo parcial del flujo de botellas (2) o semejantes proveniente del alimentador (3) a través de secciones del transportador acelerador (7) común
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/005092.
Solicitante: KRONES AG.
Nacionalidad solicitante: Alemania.
Dirección: BOHMERWALDSTRASSE 5,93073 NEUTRAUBLING.
Inventor/es: SEGER,MARTIN, HEIGL,STEFAN.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B65G47/31 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciendo variar las velocidades relativas de los transportadores en serie.
- B65G47/68D
Clasificación PCT:
- B65G47/31 B65G 47/00 […] › haciendo variar las velocidades relativas de los transportadores en serie.
- B65G47/68 B65G 47/00 […] › adaptados para recibir los objetos que llegan de un transportador en una capa y para transferirlos en capas individuales a más de un transportador, o viceversa , p. ej. combinando el paso de objetos transportados por más de un transportador.
Fragmento de la descripción:
Dispositivo de transporte.
El invento trata de un dispositivo de transporte para convertir con baja presión, un flujo de hileras múltiples de botellas o semejantes en, al menos, dos hileras individuales separadas según el término genérico de la reivindicación 1.
Los dispositivos de transporte para la conversión con baja presión de un flujo de hileras múltiples de botellas, latas o recipientes semejantes en una hilera única, mediante un transportador acelerador y una guía extendida en diagonal encima de éste son conocidos desde hace mucho tiempo en sus diversas variantes, estando el transportador acelerador emplazado en forma horizontal (DE 31 29 389 A1) o con inclinación transversal (DE 32 02 991 A1, DE 32 34 286 A1).
Las así llamadas "confluencias sin presión" de este tipo se usan principalmente en instalaciones de embotellado e instalaciones de empaquetado delante de máquinas de tratamiento que trabajan a gran velocidad y en una hilera, por ejemplo, llenadoras o etiquetadoras. Tienen el objetivo de confluir en una hilera y al mismo tiempo acelerar los recipientes transportados entre las máquinas de tratamiento a menor velocidad y en un flujo de hileras múltiples.
Si se quiere que surtan efecto las ventajas particulares de la confluencia sin presión, como modo de funcionamiento silencioso, protector de los envases y libre de fallos y una elevada capacidad operacional, por ejemplo, también en máquinas de empaquetado, debe disponerse para cada hilera individual o calle, una confluencia sin presión propia. El coste constructivo para ello es considerable.
Además, ya ha sido propuesto generar por medio de la confluencia sin presión tradicional por medio de un único elemento de guía inclinado y una regulación especial de las velocidades de transporte, una hilera doble dividida por una barandilla de separación en dos hileras individuales (EP 938 440 B1, que da a conocer el preámbulo de la reivindicación 1). De este modo, el coste constructivo puede ser reducido en comparación con una disposición doble de dos confluencias sin presión separadas. Sin embargo, ha quedado demostrado que en las dos hileras individuales en proceso se producen frecuentemente vacíos, en particular en la hilera individual más alejada del medio de guía inclinado. Estos vacíos producen desarreglos en la máquina de tratamiento subsiguiente.
El invento tiene el objetivo de crear un dispositivo de transporte en el que con un único transportador acelerador pueden formarse múltiples hileras individuales ampliamente libres de vacíos.
Este objetivo se consigue, según el invento, mediante las características indicadas en la reivindicación 1.
Los perfeccionamientos favorables del invento están indicados en las reivindicaciones secundarias.
A continuación se describen mediante los dibujos dos modelos de fabricación del invento. Se muestra en la:
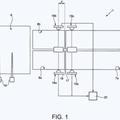
figura 1, la vista esquematizada en planta sobre un dispositivo de transporte para la generación de dos hileras individuales separadas;
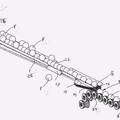
figura 2, la vista esquematizada en planta sobre un dispositivo de transporte para la generación de tres hileras individuales separadas;
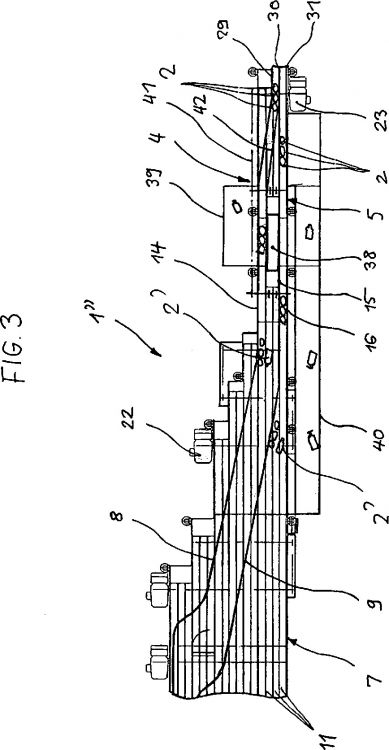
figura 3, la vista esquematizada en planta sobre la zona terminal de un dispositivo de transporte para la generación de dos hileras individuales separadas con exclusión integrada de botellas tumbadas.
El dispositivo de transporte 1 para botellas 2 en posición vertical según la figura 1 muestra un alimentador 3, un transportador acelerador 7 de múltiples hileras conectado lateralmente al mismo y dos descargadores 4, 5, todos dotados de manera tradicional, de cadenas planas de charnelas 11 con aplicación de medios de deslizamiento. Éstas son conducidas sobre un bastidor portante no mostrado.
El alimentador 3 tiene seis, el transportador acelerador 7 en total doce y cada descargador 4, 5, en cada caso, una cadena plana de charnelas 11. Todas las cadenas planas de charnelas 11 se extienden paralelas entre sí y están dispuestas en un plano de transporte horizontal.
El alimentador 3 y los dos descargadores 4, 5 están dotados, cada uno, de barandillas laterales 12 a 16 para las botellas 2, en los que la barandilla 15 se extiende entre ambos descargadores 4, 5 y le pertenece a los dos.
A la barandilla 12 de la izquierda del alimentador 3, vista en el sentido de transporte, se conecta una guía curvada 8 en forma de un riel de conducción que, al comienzo, se extiende en diagonal por encima de todo el alimentador 3, después continúa extendida en diagonal sobre todo el transportador acelerador 7 y, finalmente, desemboca en la barandilla 14 a la izquierda del primer descargador 4. La barandilla 13, vista en el sentido de transporte, situada a la derecha del alimentador 3 termina libre en la zona inicial del transportador acelerador 7.
Al menos, en la zona terminal del alimentador 3 se encuentra dispuesto en forma central, alineado paralelo a las barandillas 12, 13, un riel separador 17 que divide el flujo de botellas, que en el alimentador 3 llegan en seis hileras en dos flujos parciales de tres hileras. A este riel separador 17 se conecta una segunda guía curvada 9 en forma de un riel de conducción, que se extiende inicialmente en diagonal por encima de la zona parcial a la derecha del alimentador 3, después por encima de todo el transportador acelerador 7 y el descargador izquierdo 4 y, finalmente, desemboca en la barandilla común 15 de ambos descargadores 4, 5. La segunda guía 9 está dispuesta a distancia y esencialmente, paralela a la primera guía 8. Ambas guías 8, 9 están fijadas a un bastidor 18 (figura 2) que se extiende por encima de la vía de movimiento de las botellas 2 sobre el transportador acelerador 7, de modo que éstas, exclusivamente conducidas por las guías 8, 9, pueden moverse libremente.
El alimentador 3 presenta un primer motor de accionamiento 19 para las tres cadenas planas de charnelas 11 izquierdas y un segundo motor de accionamiento 20 para las tres cadenas planas de charnelas 11 derechas. El riel separador 17 se extiende exactamente por encima del interfaz entre las secciones del transportador 3 de igual tamaño así formadas. Mediante los motores de accionamiento 19, 20, ambas secciones parciales del alimentador 3 son accionadas de forma independiente entre sí a una velocidad relativamente reducida Vz1 o bien Vz2.
El transportador intermedio 7 presenta un primer motor de accionamiento 21 para las cuatro cadenas planas de charnelas 11 situadas a la izquierda, un segundo motor de accionamiento 22 para las cuatro cadenas planas de charnelas 11 del medio y un tercer motor de accionamiento 23 para las cuatro cadenas planas de charnelas 11 situadas a la derecha. Mediante los tres motores de accionamiento 21, 22, 23 las en total doce cadenas planas de charnelas 11 del transportador acelerador 7 son accionadas a velocidades Vb gradualmente crecientes en el sentido de transporte, es decir, de izquierda a derecha. Durante este proceso, dos o también más cadenas planas de charnelas 11 yuxtapuestas pueden presentar, absolutamente, la misma velocidad de transporte y una o más de las cadenas planas de charnelas 11 dispuestas del lado derecho pueden de nuevo funcionar algo más lentas, tal como es habitual en confluencias sin presión. La velocidad de transporte de la banda plana de charnelas 11 situada a la derecha hacia el exterior es, preferentemente, tres veces mayor, aproximadamente, que la velocidad de transporte del alimentador. La relación de velocidad descrita anteriormente se mantiene, de forma similar que con una transmisión rígida, también cuando el transportador acelerador 7 circula más rápido o más despacio para ajustarse a la capacidad de la instalación.
El descargador izquierdo 4 presenta un motor de accionamiento 24 propio y el descargador derecho 5 un motor de accionamiento 25 propio. Ambos descargadores 4, 5 son accionados mediante los motores de accionamiento 24, 25 en forma independiente entre sí a una velocidad relativamente rápida Va1 o bien Va2 que es, aproximadamente, tres veces mayor que la velocidad Vz1 o bien Vz2 del alimentador 3.
A los dos descargadores 4, 5 de vía única del dispositivo de transporte 1 se conecta el transportador de entrada 2 6 de doble vía de una máquina de empaquetado 27, cuyas dos cadenas planas de charnelas 11 son accionadas por un motor de accionamiento 28 a la misma velocidad en forma sincronizada con la máquina de empaquetado 27.
El transportador de entrada 26 presenta dos barandillas laterales 29, 31, así como una barandilla central 30, que...
Reivindicaciones:
1. Dispositivo de transporte (1) para convertir con baja presión, un flujo de botellas (2) o semejantes en al menos dos hileras individuales separadas con un alimentador (3) de vías múltiples, al menos con dos descargadores (4, 5, 6) de vía única, un transportador acelerador (7) dispuesto entre alimentador y descargadores, presentando múltiples secciones de velocidad creciente en el sentido del transporte y una guía que se extiende en diagonal por encima del transportador intermedio (7), caracterizado porque con distancia a la primera guía (8) está dispuesta, al menos, en diagonal por encima del transportador acelerador (7), una segunda guía (9, 10), y que las guías (8, 9, 10) conducen, en cada caso, un flujo parcial del flujo de botellas (2) o semejantes proveniente del alimentador (3) a través de secciones del transportador acelerador (7) común.
2. Dispositivo de transporte según la reivindicación 1, caracterizado porque cada descargador (4, 5, 6) de vía única tiene asignada una guía propia (8, 9, 10).
3. Dispositivo de transporte según la reivindicación 2, caracterizado porque cada guía (8, 9, 10) desemboca de forma continua en una barandilla (14, 15, 16) del descargador (4, 5, 6) respectivo.
4. Dispositivo de transporte según la reivindicación 1 a 3, caracterizado porque cada descargador (4, 5, 6) de vía única tiene asignado una sección parcial separada propia del alimentador (3).
5. Dispositivo de transporte según la reivindicación 4, caracterizado porque cada guía (8, 9, 10) desemboca de forma continua en una barandilla (12) o riel divisor (17) del alimentador (3).
6. Dispositivo de transporte según la reivindicación 4 ó 5, caracterizado porque cada sección parcial del alimentador (3) presenta su motor de accionamiento (19, 20, 37) propio, controlable por medio de un dispositivo de monitoreo (32, 33) en el descargador (4, 5, 6) respectivo.
7. Dispositivo de transporte según una de las reivindicaciones 1 a 6, caracterizado porque cada descargador (4, 5, 6) de vía única presenta un motor de accionamiento (24, 25) propio, controlable por medio de un dispositivo de monitoreo (34, 35) en un transportador (26) postconectado.
8. Dispositivo de transporte según una de las reivindicaciones 1 a 7, caracterizado por al menos una abertura (38) que permite la exclusión de botellas (2') tumbadas.
9. Dispositivo de transporte según la reivindicación 8, caracterizado porque al menos una abertura (38) está dispuesta en la zona terminal del transportador acelerador (7) y/o en la zona inicial de un descargador (4, 5, 6).
10. Dispositivo de transporte según la reivindicación 8 ó 9, caracterizado porque la abertura (38) está dispuesta en la zona del flujo parcial, donde las botellas (2) ya forman una fila individual, preferentemente al costado de dicha fila individual.
11. Dispositivo de transporte según una de las reivindicaciones 8 a 10, caracterizado porque la abertura (38) presenta una mayor sección transversal que una botella (2') tumbada.
12. Dispositivo de transporte según una de las reivindicaciones 8 a 11, caracterizado porque la abertura (38) está conformada entre dos o más cadenas planas de charnelas (11) alineadas.
Patentes similares o relacionadas:
Método de transporte, del 8 de Mayo de 2019, de DAIFUKU CO., LTD.: Método de transporte para un objeto de transporte , siendo transportado el objeto de transporte a través de una trayectoria de transporte […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Aparato y método para articular embalados helicoidalmente, del 25 de Abril de 2018, de Oakbridge Investments Limited: Un aparato de empaquetado que comprende: un aplicador de material de embalaje para embalar helicoidalmente artículos (A); un transportador de […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 7 de Febrero de 2018, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un lote que tiene una longitud L de grupos de artículos, que comprende: - un primer trasportador adaptado […]
Dispositivo de transferencia de artículos entre máquinas de desplazamiento intermitente y de desplazamiento continuo e instalación de acondicionamiento correspondiente, del 12 de Julio de 2017, de SERAC GROUP: Dispositivo de transferencia de artículos entre una primera máquina que funciona con un desplazamiento intermitente de los artículos según un primer […]
Aparato y método para la fabricación de paneles, del 6 de Julio de 2016, de PRISMA S.R.L.: Aparato para la fabricación de un panel que comprende al menos una capa externa sobre la que están dispuestos elementos estructurales […]
 Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
 Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]