DISCO DE UNA VALVULA DE MARIPOSA Y METODO DE FABRICACION.
Método de fabricación de un disco de estrangulación mediante la formación a partir de una hoja de metal opcional,
a través de su conformación plástica, de dos envolturas (1) convexas simétricas, con forma circular en su periferia con rebajes (2), y montando entre estas envolturas manguitos y un conjunto (3) de refuerzo, que consisten en un tubo (4) de separación con nervios (5), montando además un manguito (6) de accionamiento y un casquillo (7) de centrado en los extremos del conjunto (3) de refuerzo, y apretando las envolturas (1) junto con los manguitos y el grupo (3) de refuerzo y uniendo entre sí de manera permanente los manguitos y el conjunto (3) de refuerzo, llenando a continuación todo el hueco limitado por estas envolturas (1) a través de uno de los manguitos (6, 7) y a través de orificios (11) en el tubo (4) de separación con un relleno (10) respectivo, particularmente a base de resinas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06460013.
Solicitante: SPALONY, WOJCIECH.
Nacionalidad solicitante: Polonia.
Dirección: UL. NARAMOWICKA 76,61-622 POZNAN.
Inventor/es: SPALONY,WOJCIECH.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Mayo de 2006.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- F16K1/22C
Clasificación PCT:
- F16K1/22 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16K VALVULAS; GRIFOS; COMPUERTAS; FLOTADORES PARA ACCIONAMIENTO; DISPOSITIVOS PARA VENTILAR O AIREAR. › F16K 1/00 Válvulas de cierre vertical, es decir, dispositivos obturadores cuyo elemento de cierre posee por lo menos una componente del movimiento de apertura o de cierre perpendicular a la superficie de obturación (dispositivos de obturación mediante diafragma F16K 7/00). › cuyo eje de rotación atraviesa el eje de la válvula, p. ej. reguladores de mariposa.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Disco de una válvula de mariposa y método de fabricación.
La invención consiste en el método de fabricación de y en un disco de estrangulación. La válvula de estrangulación se usa como un elemento de control o corte en sistemas de suministro de medios.
El disco de estrangulación se produce normalmente en una sola pieza a través de fundición de acero o hierro colado. El disco de estrangulación de menor diámetro puede fabricarse mediante forjado. La superficie, particularmente en la periferia del disco, se trata mediante mecanizado.
Un método de fabricación de una aleta de conmutación a partir de poliariletercetona (PAEK) o uno de sus derivados se conoce a partir del documento DE 103 17 505 A1.
Se conoce un disco de estrangulación con forma circular y convexa a modo de lente. Está fabricado en forma de un monolito y tiene orificios coaxiales, uno a menudo con sección cuadrada que sirve para montar un árbol de accionamiento en su interior, y el otro para montar un eje de soporte. La superficie de disco en las partes de su periferia en la proximidad de los orificios es esférica o plana. El árbol de accionamiento y el eje de soporte, coaxiales en el disco de estrangulación, se montan en una carcasa, cuya superficie interior está recubierta con un recubrimiento de elastómero o con otro tipo de revestimiento.
El dispositivo de conmutación para un canal de flujo que comprende una aleta de conmutación fabricada a partir de poliariletercetona (PAEK) o sus derivados, conocido por el documento DE 103 17 505 A1, consiste en dos cápsulas que forman una cavidad hueca adyacentes en un canal de entrada de un motor de combustión interna.
El disco de estrangulación, particularmente éste de gran diámetro, tiene un peso considerable. El mecanizado requiere mucho tiempo y máquinas y herramientas especializadas.
El método de fabricación del disco de estrangulación según la invención está caracterizado por formar a partir de una hoja de metal especificado, a través de su conformación plástica, dos envolturas convexas idénticas, con forma circular en su periferia con rebajes. Entre estas envolturas y en los rebajes se montan manguitos y un conjunto de refuerzo, que consisten en un tubo de separación con nervios fijados, y un casquillo de centrado y un manguito de accionamiento montado en sus extremos. Este conjunto que está compuesto por dos envolturas convexas y los manguitos y el conjunto de refuerzo se unen entre sí de manera permanente. A continuación, el hueco entre las envolturas convexas se llena de manera forzada a través de uno de los manguitos con un relleno respectivo, particularmente a base de resinas.
El disco de estrangulación según la invención con forma circular y convexa a modo de lente está caracterizado por dos envolturas convexas idénticas unidas entre sí de manera permanente en su periferia. Las envolturas están también se unen de manera permanente con manguitos y un conjunto de refuerzo. Este conjunto está compuesto por un manguito de accionamiento y un casquillo de centrado, montados entre las envolturas sobre un tubo de separación. Los nervios se fijan al tubo de separación, que también tiene orificios que permiten que la composición de relleno fluya. Todo el hueco limitado por las envolturas se llena con un relleno respectivo, particularmente a base de resinas.
El disco de estrangulación según la invención está caracterizado por un menor peso y un menor coste de fabricación. La conformación plástica de dos envolturas simétricas da como resultado estampados en relieve con alta precisión de dimensiones, lo que elimina el mecanizado del producto final. La conformación de las superficies de cara del casquillo de centrado y el manguito de accionamiento y el control de la distancia tolerada entre estas superficies, ejecutado antes de unir de manera permanente estas envolturas y los manguitos y el conjunto de refuerzo, garantiza la precisión requerida.
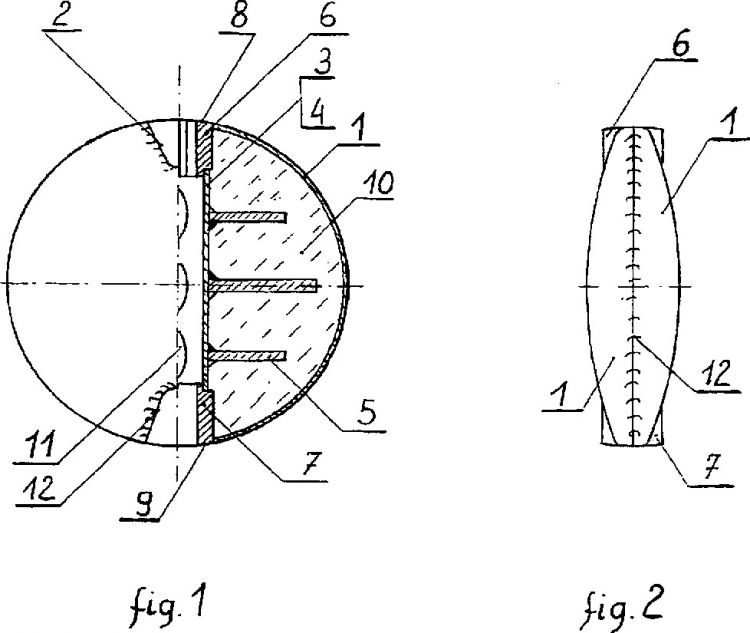
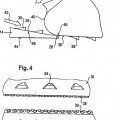
El objeto de la invención y el ejemplo de su logro se presentan en las figuras, en las que la figura 1 muestra una vista frontal del disco de estrangulación con intersección parcial, y la figura 2 muestra una vista lateral del disco de estrangulación.
Ejemplo I
Dos envolturas 1 idénticas con forma de estampados en relieve con rebajes 2 se forjan en un troquel a partir de una hoja de acero con un grosor que depende del diámetro de disco y la rigidez requerida. Entre estas envolturas en los rebajes 2 se montan manguitos y un conjunto de refuerzo. Los manguitos y el conjunto de refuerzo consisten en un tubo 4 de separación con nervios 5 fijados mediante soldadura, montando además un manguito 6 de accionamiento y un casquillo 7 de centrado en los extremos del conjunto de refuerzo. Los manguitos 6, 7 tienen superficies frontales con forma esférica. Antes del ensamblado se analiza la distancia tolerada entre las superficies 8, 9 frontales de ambos manguitos y se corrige la longitud del tubo de separación o de los manguitos. Las envolturas 1 se aprietan y se sueldan en su periferia. Los bordes de los rebajes 2 también se sueldan con el manguito 6 de accionamiento y el casquillo 7 de centrado. A continuación se introduce el hormigón 10 de polímero en el hueco entre las envolturas a través de uno de los manguitos y los orificios 11 en el tubo 4 de separación. Tras conseguir el endurecido final del hormigón de polímero que rellena todo el interior del disco, el disco está listo para montarse en la válvula de estrangulación.
Ejemplo II
El método de fabricación del disco de estrangulación tal como en el ejemplo I, aunque en el hueco entre las envolturas 1 se introduce una fibra de vidrio con resina 10.
Ejemplo III
El disco de estrangulación está compuesto por dos envolturas 1 metálicas idénticas con manguitos y un conjunto 3 de refuerzo montados en los rebajes 2. Este conjunto está compuesto por un tubo 4 de separación con nervios 5 fijados mediante soldadura, y un manguito 6 de accionamiento y un casquillo 7 de centrado. El tubo 4 de separación tiene orificios 11. Las envolturas 1 se unen junto con el manguito 6 de accionamiento y el casquillo 7 de centrado con soldaduras 12. Las superficies 8, 9 de cara de los manguitos son esféricas. El disco de estrangulación se rellena con una mezcla de cuarzo y resina 10.
Reivindicaciones:
1. Método de fabricación de un disco de estrangulación mediante la formación a partir de una hoja de metal opcional, a través de su conformación plástica, de dos envolturas (1) convexas simétricas, con forma circular en su periferia con rebajes (2), y montando entre estas envolturas manguitos y un conjunto (3) de refuerzo, que consisten en un tubo (4) de separación con nervios (5), montando además un manguito (6) de accionamiento y un casquillo (7) de centrado en los extremos del conjunto (3) de refuerzo, y apretando las envolturas (1) junto con los manguitos y el grupo (3) de refuerzo y uniendo entre sí de manera permanente los manguitos y el conjunto (3) de refuerzo, llenando a continuación todo el hueco limitado por estas envolturas (1) a través de uno de los manguitos (6, 7) y a través de orificios (11) en el tubo (4) de separación con un relleno (10) respectivo, particularmente a base de resinas.
2. Disco de estrangulación convexo a modo de lente y con forma circular con aberturas coaxiales para montar en su interior un árbol de accionamiento y un eje de soporte, caracterizado porque comprende dos envolturas (1) simétricas unidas de manera permanente junto con manguitos y un conjunto (3) de refuerzo, que consisten en un tubo (4) de separación con orificios (11) y nervios (5) fijados, un manguito (6) de accionamiento y un casquillo (7) de centrado, montados entre las envolturas (1) sobre el tubo (4) de separación y estando el hueco entre las envolturas (1) lleno de un relleno (10) respectivo, particularmente a base de resinas.
Patentes similares o relacionadas:
 VÁLVULA DE SALIDA PARA UNA AERONAVE, del 11 de Mayo de 2011, de NORD-MICRO AG & CO. OHG: Válvula de salida para una aeronave para el control de una corriente de fluido de un primer entorno a un segundo entorno, con: un marco para la disposición en una […]
VÁLVULA DE SALIDA PARA UNA AERONAVE, del 11 de Mayo de 2011, de NORD-MICRO AG & CO. OHG: Válvula de salida para una aeronave para el control de una corriente de fluido de un primer entorno a un segundo entorno, con: un marco para la disposición en una […]
 VÁLVULA DE MARIPOSA, del 27 de Diciembre de 2010, de HOBBS VALVE LIMITED: Válvula de mariposa que comprende un cuerpo de válvula que define un orificio de válvula y un elemento de válvula montado de manera rotatoria […]
VÁLVULA DE MARIPOSA, del 27 de Diciembre de 2010, de HOBBS VALVE LIMITED: Válvula de mariposa que comprende un cuerpo de válvula que define un orificio de válvula y un elemento de válvula montado de manera rotatoria […]
 PROCEDIMIENTO PARA LA FABRICACION DE UN DISPOSITIVO DE MARIPOSA, ASI COMO DISPOSITIVO DE MARIPOSA DE ESTE TIPO, del 4 de Junio de 2010, de PIERBURG GMBH: Procedimiento para la fabricación de un dispositivo de mariposa para un motor de combustión interna con los siguientes pasos:
d) troquelado de una mariposa a […]
PROCEDIMIENTO PARA LA FABRICACION DE UN DISPOSITIVO DE MARIPOSA, ASI COMO DISPOSITIVO DE MARIPOSA DE ESTE TIPO, del 4 de Junio de 2010, de PIERBURG GMBH: Procedimiento para la fabricación de un dispositivo de mariposa para un motor de combustión interna con los siguientes pasos:
d) troquelado de una mariposa a […]
SISTEMA DE ANCLAJE PARA VÁLVULAS DE MARIPOSA Y VÁLVULA DE MARIPOSA QUE COMPRENDE DICHO SISTEMA DE ANCLAJE, del 30 de Julio de 2020, de Rovi Pharma Industrial Services S.A.U: Sistema de anclaje para válvula de mariposa dividida en una unidad activa y una unidad pasiva , donde cada unidad comprende: ¿ una carcasa […]
Sistema de anclaje para válvula de mariposa y válvula de mariposa que comprende dicho sistema de anclaje, del 23 de Julio de 2020, de Rovi Pharma Industrial Services S.A.U: Sistema de anclaje para válvula de mariposa dividida en una unidad activa y una unidad pasiva , donde cada unidad comprende: - una carcasa […]
Válvula y acoplamiento de válvula con ejes ahusados inversos, del 8 de Julio de 2020, de VICTAULIC COMPANY: Una válvula para controlar un flujo a través de elementos de tubería, comprendiendo dicha válvula: una carcasa de válvula que circunda […]
Grifería de conexión para un camión cisterna para productos derivados del petróleo, del 19 de Febrero de 2020, de Niehüser, Hermann: Grifería de conexión para un camión cisterna para productos derivados del petróleo que presenta una carcasa que comprende una pared de carcasa y un soporte […]
Válvula de mariposa que utiliza resorte para una colocación consistente del disco, del 12 de Febrero de 2020, de SCC, Inc: Una válvula de mariposa para controlar el flujo de gas, comprendiendo la válvula de mariposa: un cuerpo de válvula , definiendo el […]