CONJUNTO DE MEDICION Y METODO PARA LA DETERMINACION DE LA POSICION RELATIVA DE LAS PARTES DE UNA MAQUINA.
Un conjunto de medición en tres dimensiones para la determinación de la posición relativa de componentes,
tales como partes de una máquina, en los que el conjunto comprende:
- una sonda provista con una parte de contacto esférica y una estructura portante que encaja sobre el elemento de contacto esférico,
- un elemento de referencia provisto con al menos una abertura de referencia definida por tres superficies de colocación,
en los que las sondas y el elemento de referencia se dimensionan de forma que la parte de contacto esférica de la sonda se pueda colocar sólo en una forma en la abertura de referencia, caracterizado porque la estructura portante de la sonda está provista con al menos un detector de posición
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2006/050249.
Solicitante: IBS PRECISION ENGINEERING B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: ESP 201,5633 AD EINDHOVEN.
Inventor/es: SPAAN,HENRIKUS ADRIANUS MARIA, WIDDERSHOVEN,IVO.
Fecha de Publicación: .
Fecha Concesión Europea: 17 de Marzo de 2010.
Clasificación Internacional de Patentes:
- G01B21/04B
Clasificación PCT:
- G01B21/04 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › mediante la medida de coordenadas de puntos.
- G01B3/00 G01B […] › Instrumentos según se especifica en los subgrupos y caracterizados por la utilización de medios de medida mecánicos (disposiciones para la medida de parámetros particulares G01B 5/00; dispositivos de uso general especialmente adaptados o configurados para almacenar, suministrar y almacenar de nuevo, repetitivamente, longitudes de material B65H 75/34).
Fragmento de la descripción:
Conjunto de medición y método para la determinación de la posición relativa de las partes de una máquina.
La presente invención se refiere a un conjunto de medición en tres dimensiones para la determinación de la posición relativa de componentes, tales como partes y/o instrumentos de una máquina, de acuerdo con el preámbulo de la reivindicación 1. La invención también se refiere a un método para la determinación de la posición relativa de los componentes, tales como más particularmente partes de una máquina, usando un elemento de referencia de acuerdo con la invención.
Gran parte de la actividad de industrial de hoy en día está dirigida a la realización de productos de alta precisión. En los instrumentos y máquinas de precisión se puede usualmente discernir una interacción de un gran número de componentes, cada uno de los cuales afecta a la inexactitud final debido a variaciones que son consecuencia de efectos geométricos, cinemáticos y dinámicos. Las variaciones no son solamente consecuencia de los instrumentos o de la máquina per se; el entorno también juega una parte (por medio de por ejemplo la variabilidad en la temperatura, la humedad y la vibración). Los dispositivos existentes para ensayos y calibración de equipos de precisión, tales como por ejemplo dispositivos de medición basados en la tecnología láser, son normalmente voluminosos y costosos. Tales dispo- sitivos por lo tanto no se pueden usar en equipos más pequeños, o solamente con dificultad y por otro lado son caros.
La Patente Americana US 4.523.450 describe un método para la calibración de una sonda de forma compleja provista con una diversidad de patillas de sondeo, sobre los extremos exteriores de las cuales se sitúan bolas. La calibración se lleva a cabo sobre un dispositivo de medición adaptado para esta finalidad y que tiene múltiples grados de libertad. En el método las bolas se ponen en contacto una a una con una norma de calibración también situada sobre el dispositivo de medición; más particularmente mediante la colocación de las bolas en elementos de centrado dispuestos para esta finalidad en el patrón de calibración. El patrón de calibración se puede realizar por ejemplo en la forma de un bloque o bola y está provisto con elementos de centrado dirigidos hacia lados diferentes. Tal posicionamiento no ambiguo de la sonda con relación al elemento de referencia se denomina también colocación cinemática. A las superficies de posicionamiento se les puede dar una forma plana, pero también puede ser otra distinta de la plana, tal como por ejemplo curvada (cóncava o convexa) o tener por otro lado una forma compleja. Las posiciones de los centros de las bolas pueden determinarse de ese modo con precisión por cada bola solamente mediante una única colocación en el elemento de centrado. Más que de acuerdo con la presente invención, este es un dispositivo de medición con el que se calibra una sonda de forma compleja, en particular la posición relativa de las bolas. La determinación de la posición relativa de los componentes de una máquina no es posible a través de este.
El objeto de la presente invención es proporcionar medios para la determinación, con un coste limitado, de la posición relativa de componentes que se pueda usar también en el caso de componentes pequeños o muy pequeños sin que sea necesario para esta finalidad un dispositivo de medición voluminoso y complejo de técnicas anteriores. Particularmente, aunque no exclusivamente, se concibe la medición de partes de máquina con un intervalo operativo de menos de 500 mm, incluso, partes de máquina con un intervalo operativo en el nivel de los nanómetros, tal como por ejemplo partes de máquinas similares a las de AFM de 2.5D.
La invención proporciona para esta finalidad un conjunto de medición en tres dimensiones de acuerdo con la reivindicación 1. Debido a que la estructura portante de la sonda se proporciona con al menos un detector de posición, es posible fijar la sonda con la estructura portante directamente en un componente para la medición; es innecesario un dispositivo de medición porque la sonda con la estructura portante combina ambas funciones de sonda y medición. Una sonda simple con medios de medición integrados será suficiente ahora en lugar de un dispositivo de medición voluminoso. Es deseable que la estructura portante se realice de forma que se pueda sujetar o fijar en o sobre un componente para la medición. Tal fijación se puede simplificar proporcionando la estructura portante con medios de acoplamiento que puedan actuar conjuntamente con los componentes para la medición. Una ventaja significativa del conjunto de medición de acuerdo con la invención es que la posición relativa de los componentes, tales como por ejemplo los componentes de una máquina, pueden medirse de ese modo en el emplazamiento mientras que se están montando en la máquina asociada. Son posibles de ese modo mediciones precisas sin que se tengan que retirar componentes para esta finalidad, desplazar a un dispositivo de medición y, después de ser medidos, hayan de ser recolocados. Además de la ventaja de que la medición con un conjunto de medición de acuerdo con la presente invención es mucho más ventajosa logística y financieramente, la calidad de los resultados de la medición es también superior. Esto es debido a que los componentes se pueden medir en la situación en la que también se emplean; el peligro de distorsión o de efectos adversos sobre los resultados de la medición es, a diferencia de técnicas anteriores, absolutamente cero. Una ventaja adicional es que la sonda es relativamente simple de fabricar y por lo tanto se le puede dar también una forma muy pequeña. Es posible concebir aquí por ejemplo una parte de contacto esférica del orden de magnitud de un máximo de 0,5 mm, permitiendo por lo tanto la aplicación del conjunto de medición para partes de máquina a muy pequeña escala. Se hace posible de ese modo medir, calibrar, graduar, alinear, controlar o procesar de otra forma tales partes de máquina más pequeñas o al menos partes de máquinas con un intervalo de funcionamiento pequeño a muy pequeño, con gran precisión y sin operaciones que lleven mucho tiempo y sin que se requiera un dispositivo de medición voluminoso y costoso para esta finalidad.
Es también ventajoso si la estructura portante de la sonda se proporciona con al menos un eje de traslación y/o al menos un eje de rotación, y al menos un detector de posición que se adapte para detectar la posición del eje relevante. Debido al eje de traslación y/o rotación (que se puede denominar también como eje de pivote), la sonda se puede colocar de una manera simple en el elemento de referencia; a la sonda después de todo se le puede dirigir de ese modo en una forma más o menos de auto colocación (y fácilmente por ello) en una posición de colocación no ambigua. El detector de posición indica posteriormente la posición en la que la sonda está situada, a partir de cuyos datos (junto con los datos de uno o más detectores de posición con los que se determina la posición en la dirección de uno o más ejes de traslación y/o rotación) se puede calcular la posición de colocación. Se hace notar que se recomienda en la práctica realizar el conjunto de medición con una diversidad de ejes de traslación y/o rotación, por ejemplo tres, con tres sensores asociados, una vez más para aumentar la libertad de movimiento de la sonda, y de ese modo incrementar la libertad de medición.
La sonda está provista preferiblemente con una estructura portante que encaja sobre el elemento de contacto esférico y está provista con al menos un detector de posición. Usando uno o más de tales detectores de posición se puede determinar por ejemplo una posición en las direcciones X, Y y/o Z (los ejes de traslación posibles). En una variante preferida es posible determinar una posición en todas de estas tres direcciones por medio de tres detectores de posición diferentes; tal sonda tiene después de todo una gran libertad de movimiento y por lo tanto muchas posibilidades con respecto a las mediciones a ser realizadas. Para un buen procesamiento de los valores medidos los detectores de posición se realizan de forma que generen señales eléctricas que se puedan procesar posteriormente en una unidad de procesamiento (ordenador). El procesamiento de los datos se mejora adicionalmente si la sonda está provista con una interfaz para la conexión de la sonda a tal unidad de procesamiento (ordenador).
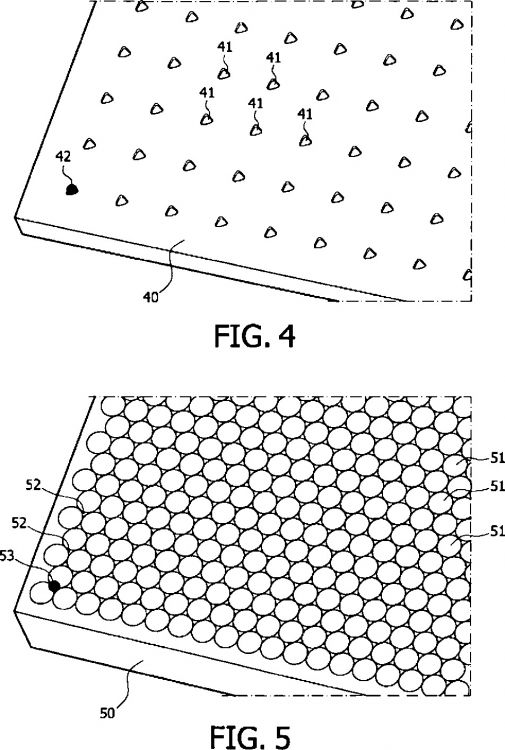
El elemento de referencia se puede formar de modo relativamente simple mediante una placa plana, en la que se dispone en un lado de contacto plano al menos una abertura de referencia....
Reivindicaciones:
1. Un conjunto de medición en tres dimensiones para la determinación de la posición relativa de componentes, tales como partes de una máquina, en los que el conjunto comprende:
en los que las sondas y el elemento de referencia se dimensionan de forma que la parte de contacto esférica de la sonda se pueda colocar sólo en una forma en la abertura de referencia, caracterizado porque la estructura portante de la sonda está provista con al menos un detector de posición.
2. Conjunto de medición de acuerdo con la reivindicación 1, caracterizado porque la estructura portante de la sonda está provista con al menos un eje de rotación y se adapta un detector de posición para registrar la posición de rotación.
3. Conjunto de medición de acuerdo con la reivindicación 1 ó 2, caracterizado porque la estructura portante de la sonda está provista con al menos un eje de traslación y se adapta un detector de posición para registrar la posición de traslación.
4. Conjunto de medición de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque la sonda está provista con una interfaz para la conexión de la sonda a una unidad de procesamiento.
5. Conjunto de medición de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque el elemento de referencia está formado por una placa plana, en cuyo lado de contacto plano se dispone al menos una abertura de referencia.
6. Conjunto de medición de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque el elemento de referencia está provisto con una diversidad de aberturas de referencia.
7. Conjunto de medición de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque la abertura de referencia se define por tres superficies de colocación que encierra cada una un ángulo de aproximadamente 35º, preferiblemente de 35,26º, con la normal del lado de contacto del elemento de referencia.
8. Conjunto de medición de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado porque las aberturas de referencia se definen por tres ranuras que intersectan mutuamente.
9. Conjunto de medición de acuerdo con la reivindicación 8, caracterizado porque las tres ranuras intersectan entre sí en un ángulo de 120º en cada caso.
10. Conjunto de medición de acuerdo con una de las reivindicaciones 7-9, caracterizado porque las ranuras se definen cada una mediante al menos dos lados de ranura planos; un primer lado de ranura paralelo a la normal de un lado de contacto del elemento de referencia y un segundo lado de ranura que define una superficie de colocación.
11. Conjunto de medición de acuerdo con la reivindicación 10, caracterizado porque las superficies de colocación de las aberturas de referencia se definan por tres segundos lados de ranura que intersectan mutuamente.
12. Conjunto de medición de acuerdo con una de las reivindicaciones 6-11, caracterizado porque el elemento de referencia está provisto con una matriz de aberturas de referencia definidas mediante ranuras.
13. Método para la determinación de la posición relativa de componentes, tales como partes de máquina, con un elemento de referencia de acuerdo con una de las reivindicaciones precedentes, que comprende las etapas de procesamiento de:
A) la conexión de la sonda a un primer componente,
B) la conexión del elemento de referencia a un segundo componente,
C) la colocación de modo cinemático de la parte de contacto esférica de la sonda en una abertura de referencia del elemento de referencia,
D) el registro de la posición relativa de las variables de posición del primer y segundo componente durante la colocación cinemática, y
E) la comparación de las variables de posición registradas con los valores de referencia.
14. Método de acuerdo con la reivindicación 13, caracterizado porque las etapas de procesamiento C) a E) se repiten varias veces para diferentes aberturas de referencia dispuestas en el mismo elemento de referencia.
15. Método de acuerdo con la reivindicación 13 ó 14, caracterizado porque las variables de posición detectadas y los valores de referencia ya conocidos se comparan entre sí para determinar la exactitud del desplazamiento relativo del primer y segundo componentes.
16. Método de acuerdo con la reivindicación 15, caracterizado porque la exactitud determinada del desplazamiento mutuo del primer y segundo componente se realimenta a los medios de control del primer y segundo componente de forma que se compense al menos parcialmente una determinada variación en la exactitud.
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA COLOCACIÓN DE BOLAS EN POSICIONES PREDEFINIDAS DE UN SISTEMA DE COORDENADAS, del 18 de Julio de 2011, de AFM TECHNOLOGY GMBH: Procedimiento para posicionar un elemento palpador en una posición nominal de un cuerpo portante del elemento palpador con los siguientes pasos: […]
 DISPOSITIVO DE DETECCION AUTOCENTRANTE, del 28 de Abril de 2010, de IBS PRECISION ENGINEERING B.V: La invención refiere a un palpador autocentrable, construido según la reivindicación principal con kinemática paralela. Con dicho palpador autocentrable se aplica […]
DISPOSITIVO DE DETECCION AUTOCENTRANTE, del 28 de Abril de 2010, de IBS PRECISION ENGINEERING B.V: La invención refiere a un palpador autocentrable, construido según la reivindicación principal con kinemática paralela. Con dicho palpador autocentrable se aplica […]
Método de medición de una distancia, del 17 de Junio de 2020, de The Chugoku Electric Power Co., Inc: Un método de medición de una distancia que comprende: instalar un miembro de referencia en una superficie de un primer miembro metálico (P1), e instalar un miembro […]
Punta para un escáner óptico, del 25 de Diciembre de 2019, de 3SHAPE A/S: Una punta para un escáner 3D, en donde la punta comprende: - un armazón de punta , donde una primera parte (605a) del armazón comprende un primer material […]
Malla adaptativa de resolución para realizar metrología en 3-d de un objeto, del 6 de Noviembre de 2019, de THE BOEING COMPANY: Un metodo (200, 200') para generar una malla adaptativa de resolucion para la metrologia 3-D de un objeto , que comprende: recibir […]
Dispositivo de medición y procedimiento para la medición por triangulación, del 5 de Junio de 2019, de Pepperl+Fuchs AG: Dispositivo de medición para la medición por triangulación, que presenta - un transmisor de luz para emitir luz de iluminación en un modo de medición, […]
Procedimiento y dispositivo para la determinación de la posición de un sensor, del 17 de Mayo de 2019, de Carl Zeiss Optotechnik GmbH: Procedimiento para la determinación de la posición en el espacio de un sensor en diferentes posiciones de captación, en el que, para la determinación […]
Sistema de monumento montado en robótica para sistemas de metrología, del 14 de Febrero de 2019, de THE BOEING COMPANY: Un aparato que comprende: uno o más vehículos robóticos, en donde cada uno del uno o más vehículos robóticos está configurado para moverse a una posición respectiva […]