BLOQUE DE GUIADO CON ENFRIAMIENTO INTEGRADO.
Instalación (1) de fabricación de un tubo moldeado de material termoplástico,
mediante conformación de un parisón de dicho material, comprendiendo dicha instalación:
e) una pluralidad de bloques de guiado (5, 5'', 6), incluyendo al menos un bloque de guiado central (6) longitudinal, ensamblados entre sí, de forma que determinan dos canales de circulación (4) en cadena sin fin (3, 3''), teniendo cada uno un trayecto de avance común y un trayecto de retorno separado,
f) una pluralidad de moldes realizados cada uno a partir de un par de semicoquillas complementarias, adecuadas para pasar cada una de manera sincrónica por uno de dichos canales de circulación según una dicha cadena sin fin, ensamblándose cada semicoquilla con la semicoquilla correspondiente, según el trayecto de avance, alrededor del parisón, para formar un molde constitutivo de un túnel o huella de moldeo; y estando separada cada semicoquilla de la semicoquilla correspondiente, según un trayecto de retorno,
g) medios de avance de las semicoquillas en sus canales de circulación respectivos,
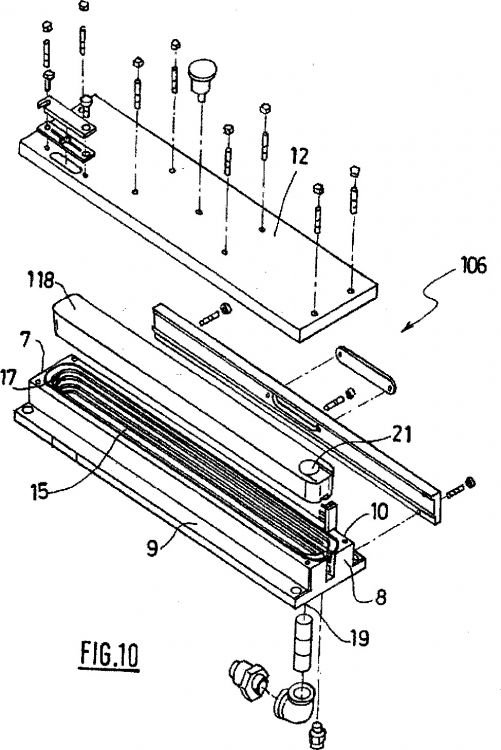
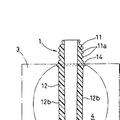
h) comprendiendo cada bloque de guiado longitudinal central una pared de guiado (9) que dispone una cara plana de enfriamiento, en frente del trayecto de avance, y comprendiendo cada semicoquilla una cara posterior, opuesta a la huella de moldeo, para un contacto deslizante de manera aplanada con la cara plana de enfriamiento del bloque de guiado; con medios de enfriamiento interno de cada dicho bloque de guiado longitudinal central,
caracterizada porque, en la pared de guiado del bloque de guiado, al otro lado de la cara de enfriamiento, está dispuesta una pluralidad de huecos longitudinales destinados a formar juntos al menos un canal de circulación (17) turbulenta de un líquido de enfriamiento
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07010607.
Solicitante: CORELCO.
Nacionalidad solicitante: Francia.
Dirección: 390 ROUTE DE DOMMARTIN,01570 MANZIAT.
Inventor/es: COURANT, ALAIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Mayo de 2007.
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C47/12D
- B29C49/00C2
- B29C49/48D
Clasificación PCT:
- B29C47/12
- B29C49/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
- B29C49/48 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Bloque de guiado con enfriamiento integrado.
La presente invención se refiere a una instalación de fabricación de un tubo moldeado de material termoplástico, mediante conformación de un parisón con ayuda de una pluralidad de moldes realizados, cada uno, a partir de un par de semicoquillas complementarias, adecuadas para pasar cada una de manera sincrónica según una cadena sin fin a ambos lados del parisón. Más precisamente, la invención está relacionada asimismo con un bloque de guiado de las semicoquillas de una instalación de este tipo.
Un método ampliamente conocido para fabricar tubos de plástico acanalados es extruir un parisón tubular de material termoplástico que, en la salida de la extrusora, se conforma en el interior de una huella de moldeo constituida por una serie de moldes acanalados correspondientes y sucesivos. Cada molde se obtiene generalmente mediante ensamblaje temporal de dos semicoquillas que circulan cada una según una cadena sin fin, a ambos lados del parisón, y que se ensamblan de manera unida al nivel de la salida de la extrusora para formar una parte del túnel de moldeo.
Encerrado de este modo entre las semicoquillas, el material termoplástico adopta la forma del molde, poniendo a presión interna el parisón y/o mediante aspiración externa al nivel de los moldes.
Más precisamente, cada semicoquilla se ensambla de manera aplanada y se acopla con la semicoquilla correspondiente, al inicio del parisón que va a moldearse, para formar el molde, desacoplándose las dos semicoquillas una de otra al final del moldeo para liberar el tubo acanalado así formado tras el enfriamiento del material termoplástico.
Este método se describe particularmente con más detalle en los documentos US 3349156, EP 0 742 093 y EP 0 734 835 del solicitante.
Un dispositivo de este tipo permite realizar fácilmente un tubo de plástico acanalado continuo que el usuario o el fabricante puede cortar a la longitud deseada o incluso una estructura intermedia continua de piezas unitarias que posteriormente se cortan.
En la actualidad, el enfriamiento del material termoplástico conformado en el interior de los moldes se efectúa por aire o por circulación de agua, o bien directamente en el interior del moldeo, es decir en el interior de las semicoquillas, o bien de manera indirecta por contacto de los moldes con una pared de enfriamiento o refrigerada, durante su circulación en un bloque de guiado. Este último modo de enfriamiento puede utilizarse hasta espesores de moldes de aproximadamente 50 mm.
Estas técnicas de enfriamiento son relativamente poco eficaces.
La capacidad de enfriamiento de la instalación determina la longitud de las cadenas sin fin y la velocidad de moldeo. Por ejemplo, si el enfriamiento no es lo bastante eficaz, esto se traduce en un tiempo de contacto más elevado entre los moldes y el parisón, para que el material termoplástico alcance la temperatura a partir de la cual puede desmoldarse.
Por tanto, resulta interesante buscar una manera de mejorar y de simplificar el enfriamiento de tales instalaciones que permita un aumento del ritmo de producción.
Se han aportado soluciones para instalaciones que utilizan un enfriamiento por aire, tal como se describe en la patente EP 0 742 093.
No obstante, este problema subsiste para instalaciones que utilizan un enfriamiento por circulación de agua y, más generalmente, un líquido de enfriamiento. En este caso, el enfriamiento se efectúa generalmente eligiendo para las semicoquillas una forma sustancialmente paralelepipédica que presenta una cara posterior opuesta a la huella que es plana y se pone en contacto de manera aplanada deslizándose a lo largo de una pared plana del bloque de guiado por medio de la cual se efectúa un intercambio térmico con el fluido de enfriamiento que circula por detrás de la misma.
La presente invención pretende paliar los inconvenientes anteriormente mencionados.
Para ello consiste en una instalación de fabricación de un tubo moldeado de material termoplástico, mediante conformación de un parisón de dicho material, comprendiendo dicha instalación:
caracterizada porque, en la pared de guiado del bloque de guiado, al otro lado de la cara de enfriamiento, está dispuesta una pluralidad de huecos longitudinales destinados a formar juntos al menos un canal de circulación turbulenta de un líquido de enfriamiento.
Así, integrando un circuito de enfriamiento de este tipo en una pared de guiado de los bloques de guiado centrales longitudinales, la capacidad de intercambio térmico mejora enormemente. Por otro lado, puede hacerse un mantenimiento del circuito de enfriamiento o someterse a operaciones de mantenimiento independientemente de las semicoquillas y puede sustituirse fácilmente. La mejora de la eficacia del intercambio térmico permite asimismo reducir el caudal del fluido de enfriamiento y por tanto reducir el consumo global.
Ventajosamente, el bloque de guiado central longitudinal presenta una segunda pared de guiado, que dispone una cara plana en frente del trayecto de retorno.
Ventajosamente también, la segunda pared de guiado es una segunda pared de enfriamiento en la que se dispone una pluralidad de huecos longitudinales destinados a formar, juntos y eventualmente con los huecos de la primera pared de enfriamiento, al menos un canal de circulación del fluido de enfriamiento.
De manera preferida, el canal de circulación describe, en al menos una pared de enfriamiento, un camino de tipo espiral o serpentín.
Preferiblemente, el canal de circulación describe un camino periférico alrededor del bloque de guiado central longitudinal.
Ventajosamente, el canal de circulación describe un camino sustancialmente helicoidal.
De manera ventajosa, cada hueco que forma el canal de circulación es, al menos en la pared de guiado correspondiente, sustancialmente rectilíneo y está dispuesto a una altura dada a lo largo de ésta. De esta manera, resulta fácil ajustar la longitud de un bloque de guiado en función de las necesidades, pudiendo cortarse, reducirse o alargarse el bloque, sin tener que preocuparse por la posición del canal para garantizar la conexión.
Ventajosamente, al menos la pared de enfriamiento está realizada de aluminio.
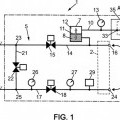
De manera preferida, cada bloque de guiado central longitudinal tiene una entrada de alimentación y una salida de evacuación de líquido de enfriamiento, situadas sustancialmente una cerca de otra, preferiblemente al nivel de una pared lateral del bloque de guiado sustancialmente perpendicular a la pared de guiado.
De manera ventajosa, los huecos de las paredes de enfriamiento están realizados a partir, por una parte, de ranuras dispuestas en la pared de enfriamiento por medio de un hueco central periférico del bloque de guiado y, por otra parte, de una junta de estanqueidad adecuada para rellenar el hueco y para cerrar dichas ranuras.
Preferiblemente, el líquido de enfriamiento es agua.
Preferiblemente también, la instalación comprende una bomba adecuada...
Reivindicaciones:
1. Instalación (1) de fabricación de un tubo moldeado de material termoplástico, mediante conformación de un parisón de dicho material, comprendiendo dicha instalación:
caracterizada porque, en la pared de guiado del bloque de guiado, al otro lado de la cara de enfriamiento, está dispuesta una pluralidad de huecos longitudinales destinados a formar juntos al menos un canal de circulación (17) turbulenta de un líquido de enfriamiento.
2. Instalación (1) según la reivindicación 1, caracterizada porque al menos un bloque de guiado central (6) longitudinal comprende una segunda pared de guiado (10) que dispone una cara plana en frente del trayecto de retorno.
3. Instalación (1) según la reivindicación 2, caracterizada porque la segunda pared de guiado (9) es una segunda pared de enfriamiento en la que se dispone una pluralidad de huecos longitudinales destinados a formar, juntos y eventualmente con los huecos longitudinales de la primera pared de enfriamiento, al menos un canal de circulación (17) de un fluido de enfriamiento.
4. Instalación (1) según una cualquiera de las reivindicaciones 1 a 3, caracterizada porque el canal de circulación (17) describe, en al menos una pared de enfriamiento (9, 10), un camino de tipo espiral o serpentín.
5. Instalación (1) según una cualquiera de las reivindicaciones 1 a 4, caracterizado porque el canal de circulación (17) describe un camino periférico alrededor del bloque de guiado central (6).
6. Instalación (1) según la reivindicación 5, caracterizada porque el canal de circulación (17) describe un camino sustancialmente helicoidal.
7. Instalación (1) según una cualquiera de las reivindicaciones 1 a 6, caracterizada porque cada hueco que forma el canal de circulación (17) es, al menos en la pared de guiado (9, 10) correspondiente, sustancialmente rectilíneo y está dispuesto a una altura dada a lo largo de la misma.
8. Instalación (1) según una cualquiera de las reivindicaciones 1 a 7, caracterizada porque al menos la pared de enfriamiento (9, 10) está realizada de aluminio.
9. Instalación (1) según una cualquiera de las reivindicaciones 1 a 8, caracterizada porque cada bloque de guiado central (6) longitudinal tiene una entrada de alimentación (19) y una salida de evacuación (21) de líquido de enfriamiento, situadas sustancialmente una cerca de otra, preferiblemente al nivel de una pared lateral (8) del bloque de guiado sustancialmente perpendicular a la pared de guiado.
10. Instalación (1) según una cualquiera de las reivindicaciones 1 a 9, caracterizada porque los huecos de las paredes de enfriamiento (9, 10) están realizados a partir, por una parte, de ranuras dispuestas en la pared de enfriamiento por medio de un hueco central (15) periférico del bloque de guiado (6) y, por otra parte, de una junta de estanqueidad (18) adecuada para rellenar el hueco y cerrar dichas ranuras.
11. Instalación (1) según una cualquiera de las reivindicaciones 1 a 10, caracterizada porque el líquido de enfriamiento es agua.
12. Instalación (1) según una cualquiera de las reivindicaciones 1 a 11, caracterizada porque comprende una bomba (25) adecuada para permitir la circulación del fluido de enfriamiento dentro de cada bloque de guiado (6).
13. Instalación (1) según una cualquiera de las reivindicaciones 1 a 12, caracterizada porque comprende medios de reciclado del fluido de enfriamiento.
14. Instalación (1) según una cualquiera de las reivindicaciones 1 a 13, caracterizada porque los bloques de guiado centrales (6) longitudinales de la instalación son amovibles.
15. Instalación (1) según una cualquiera de las reivindicaciones 1 a 14, caracterizada porque comprende medios de separación de los bloques de guiado centrales (6) longitudinales para poder liberar fácilmente los moldes situados en el trayecto de avance en caso de bloqueo.
16. Bloque de guiado (6) para una instalación (1) de fabricación de un tubo moldeado de material termoplástico a partir de un parisón de dicho material, que comprende al menos una pared de guiado (9) que dispone una cara plana de enfriamiento, en frente del trayecto de avance, caracterizado porque se trata de un bloque de guiado central longitudinal que comprende una pluralidad de huecos longitudinales dispuestos al otro lado de la cara de enfriamiento hacia el interior del bloque de guiado para poder formar al menos un canal de circulación (17) turbulenta de un fluido de enfriamiento, siendo dicho bloque de guiado adecuado para equipar una instalación según una cualquiera de las reivindicaciones 1 a 15.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN CONTINUA DE UN TUBO COMPUESTO DE DOBLE PARED CON RACOR Y TUBO COMPUESTO DE DOBLE PARED, del 16 de Noviembre de 2011, de HEGLER, RALPH PETER, DR.: Procedimiento para la fabricación continua de un tubo compuesto de doble pared consistente en el sentido de avance en un tubo interior liso (39') y un tubo […]
DISTRIBUIDOR DE CAUDAL PARA UN UTILLAJE DE MOLDEO DE UN EQUIPO PARA MOLDEAR TUBOS CON EXTRUSORA SITUADA A DISTANCIA, del 18 de Julio de 2011, de LUPKE, MANFRED ARNO ALFRED LUPKE, STEFAN, A.: Equipo utilizado en el moldeo de un tubo de plástico, comprendiendo dicho equipo un suministrador de plástico (2, 2a, 2b, 2c, 2d) y un alimentador de plástico […]
COMPOSICIONES FUNGICIDAS, del 7 de Abril de 2011, de SYNGENTA PARTICIPATIONS AG: Una composición adecuada para controlar enfermedades provocadas por fitopatógenos que comprende (A) un compuesto de fórmula I en la que R1 es difluorometilo o trifluorometilo […]
 DISPOSITIVO PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 31 de Enero de 2011, de UNICOR GMBH: Dispositivo para la producción de tubos de plástico sin rebaba; con al menos un equipo de extrusión; con al menos un cabezal de inyección post-conectado […]
DISPOSITIVO PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 31 de Enero de 2011, de UNICOR GMBH: Dispositivo para la producción de tubos de plástico sin rebaba; con al menos un equipo de extrusión; con al menos un cabezal de inyección post-conectado […]
 CABEZAL DE EXTRUSIÓN PARA UNA MÁQUINA ONDULADORA PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 30 de Diciembre de 2010, de UNICOR GMBH: Cabezal de extrusión para una máquina onduladora para la producción de tubos de plástico, con un cabezal de base , que presenta al menos […]
CABEZAL DE EXTRUSIÓN PARA UNA MÁQUINA ONDULADORA PARA LA PRODUCCIÓN DE TUBOS DE PLÁSTICO, del 30 de Diciembre de 2010, de UNICOR GMBH: Cabezal de extrusión para una máquina onduladora para la producción de tubos de plástico, con un cabezal de base , que presenta al menos […]
 DISPOSITIVO PARA FABRICAR PRODUCTOS CONTENEDORES MOLDEADOS POR SOPLADO DE MATERIAL PLÁSTICO, del 30 de Junio de 2011, de HANSEN, BERND: Dispositivo para fabricar productos contenedores moldeados por soplado de material plástico mediante piezas moldeadas individuales que se extienden a lo largo de una […]
DISPOSITIVO PARA FABRICAR PRODUCTOS CONTENEDORES MOLDEADOS POR SOPLADO DE MATERIAL PLÁSTICO, del 30 de Junio de 2011, de HANSEN, BERND: Dispositivo para fabricar productos contenedores moldeados por soplado de material plástico mediante piezas moldeadas individuales que se extienden a lo largo de una […]
 PREFORMA PARA ENVASE PLANO Y PEQUEÑO Y PROCEDIMIENTO DE FABRICACION DE DICHO ENVASE, del 14 de Diciembre de 2009, de A.K. TECHNICAL LABORATORY, INC.,: Preforma para un envase plano y pequeño , preforma cuya sección transversal interior es totalmente redonda y limitada a un diámetro pequeño, teniendo […]
PREFORMA PARA ENVASE PLANO Y PEQUEÑO Y PROCEDIMIENTO DE FABRICACION DE DICHO ENVASE, del 14 de Diciembre de 2009, de A.K. TECHNICAL LABORATORY, INC.,: Preforma para un envase plano y pequeño , preforma cuya sección transversal interior es totalmente redonda y limitada a un diámetro pequeño, teniendo […]
 INSTALACIÓN DE SOPLADO DE CUERPOS HUECOS QUE COMPRENDE UN CIRCUITO DE FLUIDO TERMORREGULADO A PRESIÓN, del 1 de Abril de 2011, de SIDEL PARTICIPATIONS: Instalación de soplado de cuerpos huecos, en particular de recipientes tales como botellas, en material termoplástico, que comprende por lo menos un soporte de molde […]
INSTALACIÓN DE SOPLADO DE CUERPOS HUECOS QUE COMPRENDE UN CIRCUITO DE FLUIDO TERMORREGULADO A PRESIÓN, del 1 de Abril de 2011, de SIDEL PARTICIPATIONS: Instalación de soplado de cuerpos huecos, en particular de recipientes tales como botellas, en material termoplástico, que comprende por lo menos un soporte de molde […]