APARATO Y METODO PARA FORMAR ENVASES INFLADOS.
Aparato para la realización de envases inflados a partir de una banda continua de película (12) que tiene dos láminas de película yuxtapuestas (14,
16), que comprende:
a. un mecanismo (18) que transporta la banda continua de película a lo largo de un recorrido;
b. un primer dispositivo de sellado (20) para la producción del primer (32a) y segundo (32b) sellos separados que unen las láminas de película para formar una serie de envases (34), cada uno con por lo menos una abertura (36), en donde la banda continua de película tiene un borde longitudinal cerrado y un borde longitudinal opuesto abierto, dichos primer (32a) y segundo (32b) sellos sustancialmente transversales separados definen, junto con el borde longitudinal cerrado de la banda continua de película, los envases (34), el borde longitudinal abierto proporciona por lo menos una abertura (36) dentro de los envases (34), en donde dicho primer dispositivo de sellado (20) se mueve con la banda continua de película (12) para producir dichos primer y segundo sellos (32a, 32b) mientras la banda continua es transportada a lo largo del recorrido;
c. un controlador para controlar la acción de dicho primer dispositivo de sellado (20), dicho controlador funciona para lograr que el primer dispositivo de sellado forme el primer (32a) y segundo (32b) sellos con una cantidad de espacio especificado dentro de un envase dado, produciendo en consecuencia envases, de forma tal que dos envases consecutivos cualquiera en dicha serie de envases tengan la misma dimensión de largo o una dimensión de largo diferente, según lo determine dicho controlador;
d. un conjunto de inflado (23) para inflar los envases mediante la dirección de un flujo de gas dentro de las aberturas de los mismos; y
e. un segundo dispositivo de sellado (23) para cerrar la abertura (36) de los envases inflados (34)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/033607.
Solicitante: SEALED AIR CORPORATION .
Nacionalidad solicitante: Estados Unidos de América.
Dirección: PARK 80 EAST,SADDLE BROOK NEW JERSEY 07663.
Inventor/es: SPERRY, LAURENCE B., KANE,ERIC A.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29C65/00P2
- B29C65/00P4
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/18 B29C 65/00 […] › con una herramienta caliente.
- B29C65/22 B29C 65/00 […] › con un alambre caliente.
- B29C65/74E6
- B29C65/78J12
- B29C65/78J6
- B29C65/78M2D
- B31D5/00C
- B65B55/20 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 55/00 Conservación, protección o purificación de paquetes o de conjunto paquete-contenido (embalando en condiciones atmosféricas o gaseosas especiales B65B 31/00; dispositivos para colocar hojas, tapones o zunchos de protección alrededor del contenido B65B 61/22). › Metido del contenido en un material antigolpes, p. ej. espuma plástica, sustancia granular.
Clasificación PCT:
- B31D5/00 B […] › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31D FABRICACION DE OTROS ARTICULOS DE PAPEL, CARTON O MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL NO PREVISTOS EN LAS SUBCLASES B31B O B31C (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera u otras materias lignocelulósicas o sustancias orgánicas análogas B27N; fabricación de productos estratificados no compuestos solo a base de papel o de cartón B32B; fabricación de artículos a partir de suspensiones fibrosas de celulosa, p.ej. pasta de madera D21J). › Procesos de varias fases para la fabricación de artículos de tres dimensiones.
- B65B51/26 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos especialmente adaptados para hacer costuras transversales o longitudinales en las bandas o en los tubos.
- B65B51/30 B65B 51/00 […] › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B9/02 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de objetos sucesivos, o cantidades de material, entre bandas enfrentadas.
Fragmento de la descripción:
Aparato y método para formar envases inflados.
Antecedentes de la invención
La presente invención se refiere a envases inflados y, más particularmente, a un aparato simplificado y mejorado y un proceso para producir cojines amortiguadores inflados con gas para empaquetar.
Se conocen varios aparatos y métodos para formar cojines amortiguadores inflados o almohadas. Tales envases inflados se utilizan para empaquetar artículos, se envuelven los artículos en los cojines amortiguadores y se colocan los artículos envueltos en una caja de embalaje, o simplemente se coloca uno o más envases inflados dentro de una caja de embalaje junto con un artículo que va a ser enviado. Los cojines amortiguadores protegen el artículo empaquetado mediante la absorción de los impactos, que de otra forma serían transmitidos completamente al artículo embalado durante su transporte, y también restringen el movimiento del artículo embalado dentro de la caja para reducir aún más la posibilidad de que el artículo se dañe.
Las máquinas que convencionalmente se utilizan para la formación de cojines amortiguadores inflados tienden a ser bastante grandes, caras y complejas, y producen cojines amortiguadores a una velocidad que es menor a la deseada. Si bien son más pequeñas, recientemente se han desarrollado máquinas de inflado más económicas, tales máquinas generalmente producen sólo un tamaño de cojín amortiguador a la vez, esto es, no son capaces de producir cojines amortiguadores consecutivos que posean diferentes dimensiones a partir de la misma banda continua de película, porque tales máquinas generalmente operan con bandas continuas de película que poseen envases preformados. Una máquina de este tipo se divulga en la memoria US 2004/0206050, como se discute en detalle a continuación. Es decir, la velocidad y la relativa simplicidad de una máquina de inflado más pequeña y menos compleja generalmente depende de la utilización de bandas continuas de película en las cuales la mayor parte de la operación de producción de envases se ha realizado antes de que se coloque en la máquina, de forma tal que la máquina de inflado simplemente infla y sella los envases preformados. La desventaja de este método es que los envases preformados poseen un tamaño predeterminado. En consecuencia, si se desean cojines amortiguadores de diferentes medidas, se debe instalar una banda continua inflable diferente en la máquina, lo que interrumpe la operación de producción de cojines amortiguadores. Aún así, sin embargo, no es posible la producción de cojines amortiguadores consecutivos de diferentes medidas en tiempo real.
El documento US 2004/0206050 divulga un método según el preámbulo de la reivindicación 14. En este documento se divulga un aparato para la realización de envases inflados a partir de una banda continua de película que posee dos películas yuxtapuestas, en dicha banda continua de película una serie de cámaras preformadas ya han sido preparadas antes de que se alimente el aparato divulgado con la banda continua con las cámaras preformadas. El aparato comprende un mecanismo que transporta la banda continua de película a lo largo de un recorrido, un conjunto de inflado para el inflado de los envases mediante la dirección de un flujo de gas dentro de la abertura del mismo, y un dispositivo de sellado para cerrar la abertura de los envases inflados en un aparato separado un dispositivo de sellado produce la primera y segunda parte por separado de los sellos que unen entre si las láminas de película para formar una serie de envases que poseen, por lo menos, una abertura. Este tipo de máquina posee las desventajas mencionadas en el párrafo anterior.
El documento US 4.384.442 divulga un aparato para la realización de un material de estiba fluido (cojines amortiguadores inflados), que incluye un rodillo de corte y un rodillo del tipo yunque (de dureza yunque), mediante los cuales una película que ya ha sido inflada se sella transversalmente y se corta para formar cojines amortiguadores inflados. Sin embargo, no se proporcionan medios que permitan variar el largo de los envases cortados durante una fase de producción debido a que el paso entre las líneas de sellado y las líneas de corte es constante. Por lo tanto, este tipo de aparato posee las mismas desventajas que las máquinas analizadas anteriormente.
En consecuencia, existe en el arte la necesidad de un aparato más simple y económico para la producción de cojines amortiguadores para empaquetar rellenos de gas, más aún uno que también produzca cojines amortiguadores a una velocidad relativamente alta y posea la capacidad de producir cojines amortiguadores de diferentes tamaños en tiempo real.
Resumen de la invención
Estas necesidades son subsanadas por la presente invención, la cual, en un aspecto, proporciona un aparato para la realización de envases inflados a partir de una banda continua de película que posee dos láminas yuxtapuestas, que comprende las características de la reivindicación 1. Además, se proporciona un método según la reivindicación 14.
De modo significativo, el primer dispositivo de sellado se mueve con la banda continua de película y produce los sellos a medida que se transporta la banda continua a lo largo del recorrido y se acciona bajo el control de un controlador. De esta forma, se puede variar el tamaño del envase según se desee sin tener que cambiar los rollos de película, sin sacrificar la velocidad de producción. Además, el dispositivo de sellado móvil permite la producción de envases inflados de diferentes dimensiones, de tal manera que dos o más envases consecutivos en la banda continua de película pueden tener diferentes dimensiones. En consecuencia, es posible producir cojines amortiguadores compuestos que comprenden dos o más envases inflados de dos o más medidas diferentes.
Estos y otros aspectos y características de la invención pueden comprenderse mejor con referencia a la siguiente descripción y a los dibujos que la acompañan.
Breve descripción de los dibujos
La Figura 1 es una vista esquemática en perspectiva de un aparato para la formación de envases inflados, por ejemplo cojines amortiguadores inflados, según la presente invención;
Las Figuras 2-4 son similares a la Figura 1, excepto en que ilustran las diferentes etapas en el proceso de realización de cojines amortiguadores;
La Figura 5 es una vista en perspectiva del dispositivo de sellado móvil que se muestra en las Figuras 1-4;
La Figura 6 es una vista en perspectiva de una mitad del dispositivo de sellado móvil que se muestra en la Figura 5;
La Figura 7 es una vista en perspectiva de la otra mitad del dispositivo de sellado móvil que se muestra en la Figura 5;
La Figura 8 es una vista elevada lateral del dispositivo de sellado móvil que se muestra en la Figura 5 con una banda continua de película que se coloca entre las dos mitades del dispositivo;
La Figura 9 es similar a la Figura 8, pero muestra las dos mitades del dispositivo de sellado prensadas con la banda continua de película entre ellas;
La Figura 10 ilustra una realización alternativa de la invención, en donde el dispositivo de sellado móvil se transporta independientemente de, pero preferentemente en forma sincronizada con, el mecanismo que transporta la banda continua de película;
La Figura 11 es una vista en perspectiva del mecanismo que transporta la película y el dispositivo de sellado segundo/fijo que se ilustra en la Figura 1;
Figura 12 es una vista elevada frontal del mecanismo de transporte de la película y del dispositivo de sellado segundo/fijo que se ilustra en la Figura 11; en esta vista, se muestra también el extremo de descarga de la boquilla de inflado, la cual se muestra desde atrás en la Figura 1;
La Figura 13 es una vista ampliada de la boquilla de inflado que se muestra en la Figura 12;
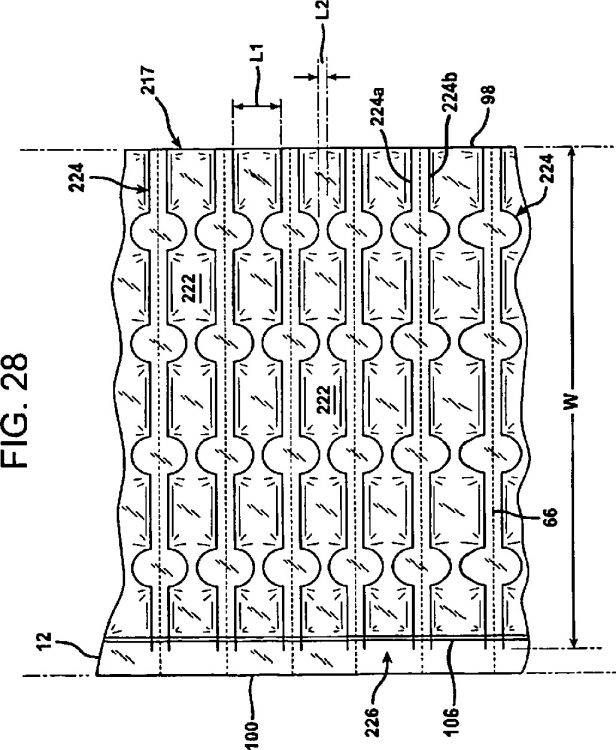
La Figura 14 ilustra una realización alternativa de la invención, en donde se emplean dispositivos de sellado longitudinal múltiple para crear compartimientos múltiples en cada cojín amortiguador;
La Figura 15 es una vista en perspectiva del cojín amortiguador producido a partir del aparato que se ilustra en la Figura 14;
La Figura 16 es una vista en perspectiva de un par de cojines amortiguadores según la presente invención, en donde estos cojines amortiguadores se muestran en una configuración en la cual pueden ser utilizados para proteger un artículo que va a ser empaquetado, y en donde cada cojín amortiguador...
Reivindicaciones:
1. Aparato para la realización de envases inflados a partir de una banda continua de película (12) que tiene dos láminas de película yuxtapuestas (14, 16), que comprende:
2. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado (20) se une a la banda continua de película (12).
3. Aparato según la reivindicación 1, en donde dicho mecanismo de transporte (18) mueve tanto la banda continua de película (12) como dicho primer dispositivo de sellado (20) a lo largo del recorrido.
4. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado (20) se mueve a lo largo de un recorrido mediante un mecanismo de transporte separado de dicho mecanismo de transporte (18) para dicha película.
5. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado (20) incluye un par de elementos de sujeción (40, 42), que se acoplan a las superficies opuestas de la banda continua de película (12) y ejercen una fuerza de compresión que aprisiona la banda continua de película entre dichos elementos de sujeción, uniendo así el primer dispositivo de sellado (20) a la banda continua de película.
6. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado (20) se une a la banda continua de película (12) en una posición inicial, produce dichos primer y segundo sellos (32a, 32b) mientras está unido a la banda continua de película mientras la banda continua es transportada a lo largo del recorrido, después se desacopla de la banda continua de película y regresa a dicha posición inicial.
7. Aparato según la reivindicación 6, en donde la fuerza de gravedad hace que dicho primer dispositivo de sellado (20) regrese a dicha posición inicial.
8. Aparato según la reivindicación 1, en donde la banda continua de película continúa moviéndose a lo largo del recorrido sin detenerse mientras el primer dispositivo de sellado (20) produce dichos primer y segundo sellos.
9. Aparato según la reivindicación 1, en donde dicho aparato realiza un patrón repetitivo de envases inflados (34), en donde dos o más envases en dicho patrón tienen dimensiones diferentes uno del otro.
10. Aparato según la reivindicación 1, en donde el conjunto de inflado (23) incluye una boquilla desde la cual un flujo de gas sale del conjunto de inflado, dicha boquilla se proyecta dentro del borde longitudinal abierto de la banda continua de película para inflar los envases; y el segundo dispositivo de sellado (22) forma un tercer sello, sustancialmente longitudinal que intersecta los primer y segundo sellos transversales, cerrando por consiguiente la abertura de los envases inflados.
11. Aparato según la reivindicación 10, en donde
los primer (32a) y segundo (32b) sellos transversales se extienden desde el borde longitudinal cerrado de la banda continua de película (12) y terminan una distancia predeterminada desde el borde longitudinal abierto de forma tal que cada una de la láminas de película yuxtapuestas tengan ribetes que no están unidos entre sí, dichos ribetes se extienden a lo largo del borde longitudinal abierto; y por lo menos una parte de la boquilla puede colocarse entre los ribetes a fin de que, mientras dicho mecanismo de transporte transporta la banda continua a lo largo del recorrido, la boquilla se mueva longitudinalmente entre los ribetes.
12. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado realiza sellos sustancialmente lineales.
13. Aparato según la reivindicación 1, en donde dicho primer dispositivo de sellado realiza sellos sustancialmente no lineales.
14. Método para la realización de envases inflados a partir de una banda continua de película (12) que tiene dos láminas de película yuxtapuestas (14, 16), que comprende:
caracterizado porque dicho primer dispositivo de sellado (20) se mueve con la banda continua de película (12) para producir dichos primer y segundo sellos (32a, 32b) mientras que la banda continua es transportada a lo largo del recorrido, y porque la acción de dicho primer dispositivo de sellado (20) es controlada mediante un controlador, de forma tal que los primer (32a) y segundo (32b) sellos se forman con una determinada distancia de separación especificada dentro de un envase dado, produciéndose así envases de forma tal que dos envases consecutivos cualquiera en dicha serie de envases tengan la misma dimensión de largo o una dimensión de largo diferente, según lo determine dicho controlador.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]