APARATO DE CONTROL DE CIZALLAMIENTO PARA UNA EXTRUSORA.
Extrusora (1) que comprende medios de control de cizallamiento,
comprendiendo dicha extrusora (1) unos medios de transporte (2, 3, 4), una placa de troquel y una restricción variable posicionada entre los medios de transporte (2, 3, 4) y la placa de troquel, comprendiendo dicha restricción variable un inserto anular (50) y un pistón (30) montado coaxialmente, movibles relativamente entre sí en la dirección axial para cambiar la resistencia de flujo, caracterizada porque las posiciones relativas del inserto anular (50) y del pistón (30) posicionado coaxialmente están controladas por medio de una unidad de cilindro de pistón, estando montado dicho pistón (30) en un inserto (40) de la base de troquel posicionado aguas abajo de los medios de transporte (2, 3, 4) y estando incorporada la unidad de pistón-cilindro en el inserto (40) de la base de troquel
Tipo: Resumen de patente/invención. Número de Solicitud: W02000784DK.
Solicitante: ANDRITZ FEED & BIOFUEL A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: GLENTEVEJ 5-7,6705 ESBJERG Ø.
Inventor/es: JORGENSEN,THOMAS, SKOVBJERG,JAN.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B29C47/00
Clasificación PCT:
- B29C47/00
Clasificación antigua:
- B29C47/00
Fragmento de la descripción:
Aparato de control de cizallamiento para una extrusora.
Campo técnico
La presente invención se refiere a un aparato de control de cizallamiento del tipo establecido en el preámbulo de la reivindicación 1, y a un procedimiento para operar dicho aparato.
Antecedentes de la técnica
Del documento US-5.700.510 se conoce proporcionar una restricción variable entre el transportador de tornillo y la placa de troquel en una extrusora, proporcionando dicha restricción variable una posibilidad de controlar el cizallamiento en el transportador de tornillo, y por lo tanto la energía mecánica suministrada al producto en el transportador de tornillo de la extrusora. Sin embargo, esta restricción variable proporciona una restricción no simétrica, lo que provoca turbulencias y una distribución y no homogénea del flujo a través de la restricción y a través de las diferentes aberturas en la placa de troquel, lo que conduce a la producción de productos no uniformes por la extrusora, a menos que se realicen configuraciones especiales del extremo de la extrusora o del dispositivo de bombeo. Tales configuraciones típicamente no contribuyen a ninguna mejora en la calidad del producto. Un flujo laminar y simétrico es esencial con el fin de obtener una presión homogénea en todos los orificios de troquel. Por lo tanto, se prefiere utilizar un anillo espaciador tras la restricción antes de la placa de troquel con el fin de estabilizar el flujo de material.
Del documento EP-0888860 se conoce proporcionar una extrusora con una restricción variable situada entre los medios de transporte y las placas de troquel, siendo ejemplificada asimismo dicha restricción variable (en la figura 6) mediante un inserto anular y un pistón montado coaxialmente, desplazables entre sí relativamente en la dirección axial para cambiar la resistencia de flujo. Sin embargo, esta resistencia de flujo simétrico sólo se puede cambiar utilizando herramientas y ajuste manual, y por lo tanto no es adecuada para un control dinámico. Los otros ejemplos en este documento muestran restricciones controlables dinámicamente que, sin embargo, no proporcionan un flujo simétrico a través de la restricción.
Breve descripción de la invención
En base a este estado de la técnica anterior, es el objeto de la presente invención proporcionar una extrusora que comprende un transportador de tornillo o cualquier otro dispositivo de bombeo, en la cual se solventen los problemas anteriores, y esto se consigue mediante las características establecidas en la parte caracterizada de la reivindicación 1. Al tener una restricción simétrica y un control del pistón-cilindro de las posiciones relativas del inserto anular y del pistón, es posible realizar un control dinámico del cizallamiento en el transportador de tornillo de la extrusora, y mantener el flujo simétrico a la placa de troquel, manteniendo un flujo uniforme a través de todas las aberturas de la placa de troquel, lo que resulta en productos uniformes con calidad controlada.
Realizaciones preferidas de la invención, cuyas ventajas serán evidentes en la siguiente descripción detallada, se revelan en las reivindicaciones dependientes.
Breve descripción de las figuras
En la siguiente parte detallada de la presente descripción, la invención se explicará en más detalle con referencia a los modos de realización ejemplares de un aparato de control de cizallamiento para una extrusora de acuerdo con la invención mostrados las figuras, en las cuales
la figura 1 muestra esquemáticamente una extrusora, en la que se puede implementar la presente invención, y
las figuras 2-7 muestra los componentes individuales de un modo de realización preferido de la presente invención.
Descripción de los modos de realización preferidos
El aparato de extrusión 1 mostrado en la figura 1 comprende un cuerpo cilíndrico 2 en el cual se posiciona un transportador de tornillo 3, 4 para el movimiento rotacional con el fin de bombear el material que se va a extruir desde la tolva de entrada 5 hacia la salida 6. La salida 6 de la extrusora está dotada normalmente con una serie de componentes que terminan en una placa de troquel que comprende un número de orificios a través de los cuales el material se extruye, y posiblemente una cuchilla giratoria que gira a lo largo de la superficie exterior de dicha placa de troquel, para cortar el material extruido con el fin de proporcionar pellas adecuadas de material de igual tamaño del material extruido.
Una extrusora de este tipo se puede utilizar para producir diferentes tipos de alimentos y de productos alimentados, pero en principio todos los productos en los cuales se requiera un cambio de viscosidad por medio de cizallamiento, utilizando diferentes materiales de partida introducidos a través del embudo de entrada 5, material de partida que es sometido a cizallamiento por los medios de transporte 2, 3, 4, por lo que es calentado para ser cocinado dentro del cuerpo cilíndrico 2, y el cizallamiento puede ser incrementado mediante la inserción de cerrojos de cizallamiento estacionarios entre secciones separadas del transportador de tornillo 3, 4. Además, se pueden utilizar diferentes componentes insertados entre los medios de transporte 2, 3, 4 y la placa de troquel (no mostrados) para aumentar la presión contra la que trabajan los medios de transporte, incrementando así el cizallamiento en la extrusora. Es posible asimismo introducir vapor en el cuerpo cilíndrico 2 o calentar el cuerpo cilíndrico desde el exterior por medio de elementos calefactores adecuados, posicionados a lo largo del cuerpo cilíndrico 2.
Es obvio para un experto en la técnica que el transportador de tornillo mostrado en la figura 1 puede ser substituido por cualquier otro tipo de transportador que proporcione una función de bombeo y una función de amasado y cizallamiento, que corresponda a la función de bombeo, cizallamiento y amasado proporcionada por el transportador de tornillo 3, 4. Además, el transportador de tornillo puede consistir en varios tornillos, típicamente dos tornillos, aunque también se puede proporcionar tornillos adicionales.
Con el fin de proporcionar un control dinámico del cizallamiento, al que está sometido el material durante su transporte través de los medios de transporte 2, 3, 4, se posiciona una restricción variable entre los medios de transporte 2, 3, 4 y la placa de troquel.
De acuerdo con un modo de realización preferido, la restricción variable se proporciona por medio de los componentes mostrados en las figuras 2-7, como se describe a continuación.
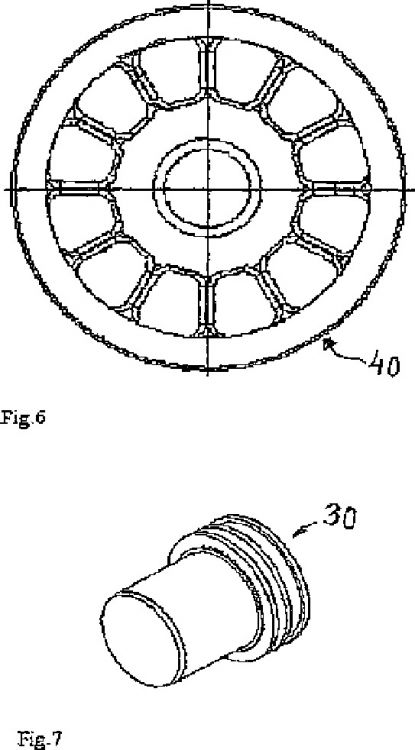
La restricción variable comprende un cuello de troquel, mostrado en la figura 5, que es un inserto anular que comprende una abertura circular, a través de la cual el material es suministrado desde los medios de transporte 3, 4. Aguas abajo de este inserto anular se monta un inserto de base del troquel, mostrado en la figura 4 en sección transversal, y en la figura 6 en una vista en alzado frontal, comprendiendo dicha base del troquel aletas o radios en forma de placa que se extienden radialmente, que conectan una parte central principalmente circular y una parte externa anular en forma de anillo, permitiendo dichos radios en forma de placa el paso del material a través de la base del troquel en la dirección axial y reduciendo el posible movimiento rotacional del material impuesto por los medios de transporte 2, 3, 4. En la parte circular central de la base del troquel se monta un pistón, mostrado en la figura 3 y en la figura 7, para el movimiento axial, en donde dicho pistón puede ser desplazado en su posición en relación a la abertura circular en el cuello de troquel mostrado en la figura 5, controlando dicho movimiento axial del pistón la abertura entre el pistón y la abertura circular del cuello del troquel. Tras montar el pistón mostrado la figura 3 en la parte central de la base del troquel mostrada en la figura 4, se monta sobre la base del troquel una placa terminal, mostrada en la figura 2, a fin de cerrar la unidad de cilindro-pistón, que se utiliza para mover el pistón mostrado en la figura 3 dentro de la parte central de la base del troquel. Conexiones hidráulicas adecuadas se proporcionan en la base del troquel, estando formadas dichas conexiones hidráulicas dentro de los radios en forma de placa que se extienden radialmente, por lo que se puede suministrar y extraer flujo hidráulico de los dos lados del sistema de accionamiento hidráulico del pistón.
Será evidente para un experto en la técnica que la restricción variable descrita anteriormente se puede construir de muchas...
Reivindicaciones:
1. Extrusora (1) que comprende medios de control de cizallamiento, comprendiendo dicha extrusora (1) unos medios de transporte (2, 3, 4), una placa de troquel y una restricción variable posicionada entre los medios de transporte (2, 3, 4) y la placa de troquel, comprendiendo dicha restricción variable un inserto anular (50) y un pistón (30) montado coaxialmente, movibles relativamente entre sí en la dirección axial para cambiar la resistencia de flujo, caracterizada porque las posiciones relativas del inserto anular (50) y del pistón (30) posicionado coaxialmente están controladas por medio de una unidad de cilindro de pistón, estando montado dicho pistón (30) en un inserto (40) de la base de troquel posicionado aguas abajo de los medios de transporte (2, 3, 4) y estando incorporada la unidad de pistón-cilindro en el inserto (40) de la base de troquel.
2. Aparato de acuerdo con la reivindicación 1, caracterizado porque dicho inserto anular (50) comprende una abertura circular y dicho pistón (30) tiene una sección transversal circular.
3. Aparato de acuerdo con la reivindicación 2, caracterizado porque dicho inserto anular (50) y/o dicho pistón (30) tienen una formación troncocónica dirigidas una hacia la otra.
4. Aparato de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque el inserto (40) de la base de troquel comprende aletas que se extienden radialmente que proporcionan una resistencia contra el movimiento rotacional del material extruido que pasa por este inserto.
5. Aparato de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la conexión hidráulica a la unidad de pistón-cilindro se proporciona mediante los aletas radiales del inserto (40) de la base de troquel.
6. Aparato de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la placa de troquel comprende aberturas de troquel que se extienden axialmente.
7. Aparato de acuerdo con cualquiera de las reivindicaciones 1-6, caracterizado porque la placa de troquel comprende aberturas de troquel que se extienden radialmente.
8. Aparato de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque los medios de transporte (2, 3, 4) se proporcionan en forma de un transportador de tornillo (3, 4).
9. Aparato de acuerdo con la reivindicación 8, caracterizado porque el transportador de tornillo (3, 4) se proporciona en la forma de un transportador de tornillo múltiple.
10. Procedimiento para operar un aparato de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque comprende
- a) medir la potencia suministrada a los medios de transporte (2, 3, 4), y
- b) controlar la restricción variable para conseguir un suministro de potencia predeterminado a los medios de transporte (2, 3, 4).
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque comprende además
- c) medir la presión dentro de la extrusora (2, 3, 4), y
- d) utilizar dicha medición de presión como un parámetro para el control de la restricción variable.
12. Procedimiento para operar un aparato de acuerdo con las reivindicaciones 10 u 11, caracterizado porque comprende además medir el flujo de material y controlar la restricción variable para conseguir una relación constante entre la potencia suministrada los medios de transporte y el caudal de material.
13. Procedimiento para operar un aparato de acuerdo con la reivindicación 10, caracterizado porque comprende además medir la viscosidad de alimentación del material y controlar la restricción variable para conseguir una relación constante entre la potencia suministrada a los medios de transporte y la viscosidad de alimentación del material.
Patentes similares o relacionadas:
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]
Dispositivo de extrusión y procedimiento para rellenar una ranura con una masa de relleno, del 16 de Mayo de 2019, de Airbus Defence and Space GmbH: Dispositivo de extrusión para rellenar una ranura con una masa de relleno , con una cabeza de extrusión , que está configurada elástica flexible […]
Método y aparato para la monitorización de la producción de poliolefina, del 24 de Abril de 2019, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un método para monitorizar un proceso de producción de poliolefina, que comprende: emplazar una o más sondas espectroscópicas en un conducto […]
Aparato de amasado que comprende partes de amasado segmentadas, del 10 de Abril de 2019, de Sawa, Kohei: Un aparato de amasado que comprende: un barril ; un eje dispuesto y accionado de manera giratoria en el barril ; y una unidad de amasado […]
Composición exenta de estaño que contiene catalizador para un proceso Monosil con característica de proceso optimizada, del 6 de Marzo de 2019, de EVONIK DEGUSSA GMBH: Composición para el empleo en un proceso Monosil para la reticulación de poliolefinas termoplásticas, caracterizada por que la composición comprende […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Procedimiento de fabricación de laminado de presión directa grabado en relieve sincronizado, del 9 de Enero de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto laminado de presión directa (DPL), que comprende: colocar una placa y una hoja empapada con resina […]
Listón de canto de material sintético termoplástico, en particular para tableros para muebles, del 4 de Diciembre de 2018, de MKT Moderne Kunststoff-Technik Gebrüder Eschbach Gmbh: Listón de canto de material sintético termoplástico en una estructura de múltiples capas, en particular para tableros para muebles, disponiendo este de una capa […]