MAQUINA PARA LA FABRICACION DE ARMADURAS PARA HORMIGON.
1. Máquina para la fabricación de armaduras para hormigón, del tipo de las que comprenden un chasis de soporte (1),
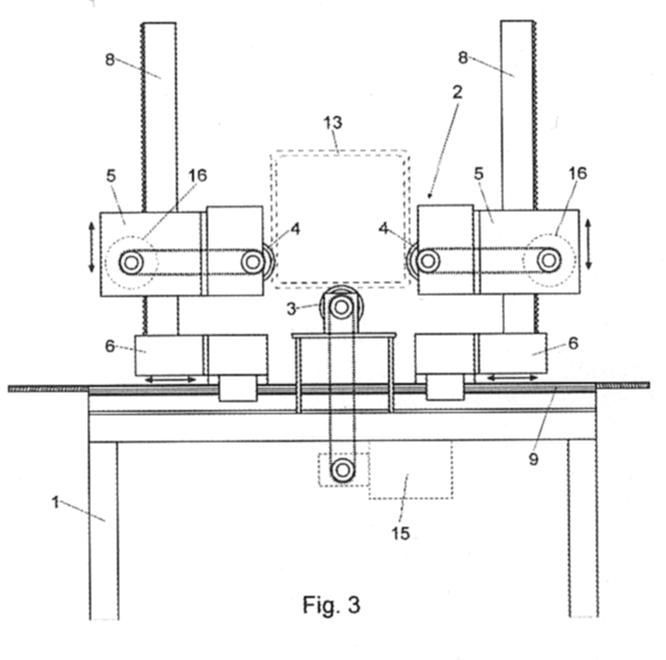
unos medios para el apoyo de las barras longitudinales (26) de la armadura a conformar y unos soldadores (25) para la soldadura de los estribos (13) a las barras longitudinales (26); caracterizada porque comprende:#- un transportador (2) para el soporte y transporte longitudinal simultáneo de un conjunto de estribos (13) dispuestos paralelamente y próximos entre sí hasta la salida del transportador, dispuesta próxima y enfrentada a una estación de soldadura (20) de los estribos (13) a las barras longitudinales (26),#- unos medios (18) para detectar la llegada de los sucesivos estribos (13) a la salida del transportador (2),#- un dispositivo posicionador (19) para el desplazamiento individualizado de los sucesivos estribos (13) desde la salida del transportador (2) hasta la estación de soldadura (20),#- una estación de soldadura (20) que comprende unos medios para lainmovilización del estribo (13) a soldar sobre las barras longitudinales (26), unos medios de sujeción de las barras longitudinales (26) y unos soldadores (25) para la unión por soldadura de los estribos (13) a las barras longitudinales (26),#- una mesa de salida (32) provista de unos medios para el desplazamiento intermitente de la armadura en construcción hacia el exterior de la máquina y,#- un autómata programable (17) para el control y accionamiento sincronizado de los diferentes elementos de la máquina.#2. Máquina, según la reivindicación 1, caracterizada porque el transportador (2) comprende unos tornillos sin fin (3, 4) paralelos, orientados longitudinalmente, que presentan exteriormente un filete helicoidal y se encuentran acoplados a unos motores (15, 16) de accionamiento simultáneo, definiendo entre las sucesivas espiras helicoidales unos espacios intermedios para el posicionamiento de respectivos estribos (13) en planos verticales paralelos.#3. Máquina, según la reivindicación 2, caracterizada porque al menos uno de los tornillos sin fin (3) se encuentra montado horizontalmente en una posición fija sobre el chasis (1) de la máquina, conformando dicho tornillo sin fin (3) unos medios inferiores para el apoyo de los estribos (13).#4. Máquina, según cualquiera de las reivindicaciones 2 y 3, caracterizada porque al menos dos de los tornillos sin fin (4), se encuentran montados horizontalmente sobre unos carros (5) laterales desplazables verticalmente respecto a unos carros (6) montados sobre el chasis (1) con posibilidad de desplazamiento lateral simultáneo en sentidos opuestos.#5. Máquina, según cualquiera de las reivindicaciones anteriores, caracterizada porque el dispositivo posicionador (19) encargado de transportar individualmente los estribos (13) desde la zona de salida del transportador (2) hasta la estación de soldadura (20) comprenden unos juegos de horquillas abatibles (21) acopladas a unos actuadores que provocan su desplazamiento entreuna posición inoperante en la que se disponen fuera de la trayectoria de los estribos (13) y una posición operativa en la que se disponen por detrás del estribo situado a la salida del transportador (2), y su movimiento longitudinal para la traslación del estribo (13) mencionado hasta la estación de soldadura (20).#6. Máquina, según la reivindicación 5, caracterizada porque los actuadores de las horquillas abatibles (21) están constituidos por cilindros neumáticos (22).#7. Máquina, según cualquiera de las reivindicaciones anteriores, caracterizada porque los medios para la inmovilización del estribo (13) a soldar en la estación de soldadura (20) comprenden unas horquillas (23) enfrentadas, dispuestas en un plano vertical y asociadas a unos cilindros neumáticos (24) que provocan su desplazamiento en sentidos opuestos durante la inmovilización y la liberación del estribo (13) a soldar.#8. Máquina, según cualquiera de las reivindicaciones anteriores, caracterizada porque los medios de sujeción de las barras longitudinales (26) en la estación de soldadura (20) comprenden dos parejas de mordazas (29) mutuamente enfrentadas dispuestas en un plano vertical, alineadas con las diagonales del estribo (13) y vinculadas a unos cilindros (30) de accionamiento que provocan su cierre sobre las barras longitudinales y el traccionado en diagonal de las barras longitudinales (26) de la armadura contra las esquinas interiores del estribo (13), manteniéndolas en contacto con dicho estribo durante la operación de soldadura.#9. Máquina, según cualquiera de las reivindicaciones anteriores, caracterizada porque la estación de soldadura (20) comprende unas guías verticales (31) fijadas a los carros (5) laterales para el montaje regulable de los soldadores (25), de los medios de sujeción (29, 30) de las barras longitudinales y de los medios (23, 24) de inmovilización del estribo (13) a soldar.#10. Máquina, según cualquiera de las reivindicaciones anteriores, caracterizada porque lamesa de salida (32) comprende unas guías (33) sobre las que se encuentra montado un carro (34) de desplazamiento longitudinal intermitente provisto de unos medios para el agarre de la armadura en construcción y su desplazamiento conjuntamente con el carro (34).#11. Máquina, según la reivindicación 10, caracterizada porque la mesa de salida (32) comprende una cadena (35) motorizada para el desplazamiento longitudinal intermitente del carro (24).#12. Máquina, según cualquiera de las reivindicaciones 10 y 11, caracterizada porque los medios para el agarre de la armadura comprenden unas mordazas (38), accionadas por unos cilindros (39), que actúan sobre las barras longitudinales (26) de la armadura.#13. Máquina, según cualquiera de las reivindicaciones 10, 11 y 12, caracterizada porque los medios de agarre comprenden unos brazos (40) montados por uno de sus extremos con posibilidad de giro sobre unos soportes verticales (41) fijados al carro (34) y que disponen en los extremos opuestos de unos pasajes (42) para el montaje de una barra transversal (43) por detrás de cualquiera de los estribos (13) soldados a las barras longitudinales (26).
Tipo: Resumen de patente/invención.
Solicitante: VILA PARE,JOSE.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: VILA PARE,JOSE.
Fecha de Publicación: .
Clasificación PCT:
- E04G21/12 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04G ANDAMIAJES; MOLDES; ENCOFRADOS; HERRAMIENTAS O ACCESORIOS PARA LA CONSTRUCCION, O SU EMPLEO; MANIPULACIÓN DE LOS MATERIALES DE CONSTRUCCION EN LA PROPIA OBRA; REPARACION, DEMOLICION U OTROS TRABAJOS EN EDIFICIOS CONSTRUIDOS. › E04G 21/00 Preparación, transporte o trabajo de los materiales o de elementos de construcción in situ ; Otros dispositivos o medidas concernientes a los trabajos de construcción (trabajo de los materiales análogos a la piedra B28D; transporte en general B65G; aparatos de elevación B66; instrumentos de medida G01). › Montaje de elementos de armado; Aplicación de la precompresión (fundas para elementos de precompresión E04C 5/10; medios de anclaje E04C 5/12; empalmes para elementos de armado o espaciadores E04C 5/16).
Patentes similares o relacionadas:
Procedimiento de refuerzo de una estructura de construcción y pieza de anclaje asociada, del 15 de Enero de 2020, de SOLETANCHE FREYSSINET: Pieza de anclaje para anclar, sobre un elemento de construcción a reforzar o a reparar por pretensado adicional, al menos una armadura […]
 Extractor de vainas, del 27 de Noviembre de 2019, de SORKIN, FELIX L.: Un extractor de vainas
para el uso en un sistema de postensado de hormigón que incluye al menos un conjunto de anclaje que comprende un […]
Extractor de vainas, del 27 de Noviembre de 2019, de SORKIN, FELIX L.: Un extractor de vainas
para el uso en un sistema de postensado de hormigón que incluye al menos un conjunto de anclaje que comprende un […]
Sistema de anclaje lineal para post tensionado de hormigón, del 7 de Noviembre de 2019, de MK4 INNOVATIVE SOLUTIONS, S.L.U: 1. Un sistema de anclaje lineal para post tensionado de hormigón que comprende: - Una trompeta embebida en el hormigón (H) que tiene en un primer extremo (1A) […]
Atadora, del 18 de Septiembre de 2019, de MAX CO., LTD.: Una atadora incluyendo: una unidad de alimentación de alambre (3A) configurada para alimentar un alambre (W); una unidad de guía de enrollamiento […]
Plataforma y procedimiento de modificación de la posición de al menos una barra elevadora de tal plataforma, del 23 de Enero de 2019, de X L B V: Plataforma elevadora , apta para desplazarse a lo largo de un carril, y que comprende medios de apoyo (365- a, 365-b) para ser instalados […]
Dispositivo y procedimiento para el retorcido automático de alambres metálicos, en particular para la conexión de elementos estructurales adyacentes, preferentemente que se cruzan, del 11 de Diciembre de 2018, de Wobben Properties GmbH: Dispositivo para el retorcido automático de alambres metálicos, en particular para la conexión de elementos estructurales adyacentes, preferentemente que se cruzan, con […]
PROCEDIMIENTO PARA FABRICAR UN PANEL CURVO DE MORTERO DE CEMENTO PRETENSADO, Y PANEL CURVO CORRESPONDIENTE, del 4 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Procedimiento para fabricar un panel curvo de mortero de cemento pretensado, y panel curvo correspondiente. El panel tiene un perfil recto en sección […]
Bobina de alambre, atadora de barras de refuerzo, y método de detección de información rotacional, del 13 de Junio de 2018, de MAX CO., LTD.: Una bobina de alambre que puede disponerse de forma extraíble en una cámara de alojamiento dispuesta en una atadora de barras de refuerzo , […]