INSTALACION PARA EL CONTROL DEL PROCESO DE EMBUTICION EN UNA PRENSA DE TRANSFERENCIA.
Instalación para el control del proceso de embutición en una prensa de transferencia con dos partes de herramienta (11,
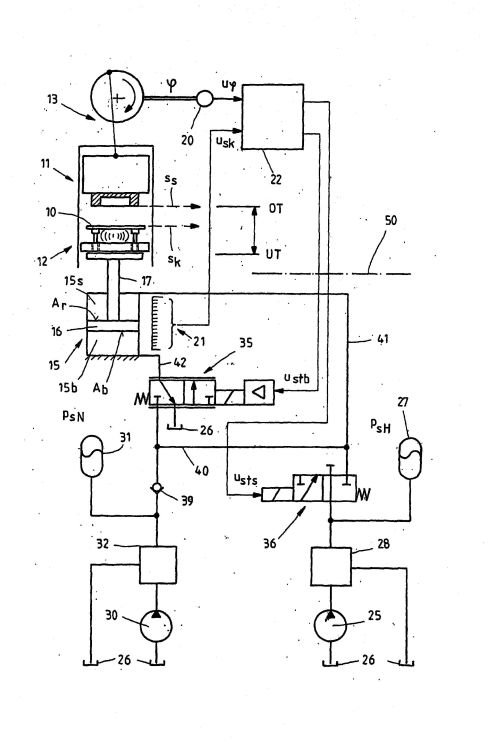
12) que actúan una contra la otra, cuya parte de la herramienta (11), especialmente un molde negativo, se puede desplazar por un mecanismo de manivela (13) mecánico accionado con velocidad de giro constante, entre dos puntos de inversión (OT, UT), cuyo primer punto de inversión está asociado al comienzo de un ciclo de trabajo y está conectado con un cilindro diferencial (15; 55), que comprende un pistón (16; 56), que está conectado a través de un vástago de pistón (17) con la segunda parte de la herramienta (12), especialmente un cojín de embutición, en la que el movimiento del pistón está controlado a través de la alimentación de medio de presión a una primera cámara y a través de la descarga de medio de presión desde la segunda cámara del cilindro diferencial, y en la que la superficie (Ar) del lado del vástago del pistón durante el primer intervalo de tiempo, que se extiende dentro de una zona delimitada por el primero y el segundo punto de inversión , está impulsada con una presión que es suficientemente grande para acelerar la segunda parte de la herramienta, de tal forma que cuando se encuentran la primera parte de la herramienta y la segunda parte de la herramienta se mueven ambas partes de la herramienta prácticamente a la misma velocidad, y en la que una válvula de estrangulamiento (35, 51) controlable dispuesta entre una cámara del lado del fondo del cilindro diferencial y un depósito determina la presión en la cámara en el lado del fondo, caracterizada porque están previstos dos acumuladores de presión (27, 31), cuyo primer acumulador de presión (27) está cargado a una primera presión (psH) y cuyo segundo acumulador de presión (31) está cargado a una segunda presión (psN), en la que la segunda presión (psN) es menor que la primera presión (psH), porque a través de la instalación se puede impulsar la cámara (15s; 55s) en el lado del vástago del cilindro diferencial (15; 55) en el primer intervalo de tiempo con medio de presión desde el primer acumulador de presión (27) y porque a través de la instalación se puede impulsar la cámara (15s; 55s) del cilindro diferencial (15; 55) en al menos otro intervalo de tiempo en el ciclo de trabajo con medio de presión desde el segundo acumulador de presión (31).
Tipo: Resumen de patente/invención.
Solicitante: BOSCH REXROTH AG.
Nacionalidad solicitante: Alemania.
Dirección: HEIDEHOFSTRASSE 31,70184 STUTTGART.
Inventor/es: ARNS,STEFAN, BEHL,HELMUT.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Abril de 2008.
Clasificación PCT:
- B21D24/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › Apoyos que sirvan de matriz.
- B21D24/14 B21D 24/00 […] › neumática o hidráulicamente.
Patentes similares o relacionadas:
Accionador lineal, del 11 de Septiembre de 2019, de Metrol Springs Limited: Un accionador lineal que comprende: una porción de cilindro y una porción de base ; la porción de cilindro que comprende una carcasa […]
Dispositivo de actuación, del 14 de Agosto de 2019, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de actuación para el movimiento lineal de un accionamiento de arrastre del actuador a lo largo de un eje de movimiento (A) con […]
 Herramienta de embutición profunda para la embutición profunda de piezas en bruto, del 31 de Julio de 2019, de Rainer Naroska Engineering GmbH: Herramienta de embutición profunda para la embutición profunda de piezas en bruto , las cuales se estampan a partir de material de chapa pintado o revestido con un […]
Herramienta de embutición profunda para la embutición profunda de piezas en bruto, del 31 de Julio de 2019, de Rainer Naroska Engineering GmbH: Herramienta de embutición profunda para la embutición profunda de piezas en bruto , las cuales se estampan a partir de material de chapa pintado o revestido con un […]
Amortiguador de troquel hidráulico con un cilindro hidráulico, del 7 de Marzo de 2018, de Schuler Pressen GmbH: Amortiguador de troquel hidráulico de una prensa de embutir , con un cilindro hidráulico que presenta una carcasa del cilindro , en donde […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA EMBUTICION PROFUNDA DE PIEZAS EN BRUTO, HECHAS DE MATERIAL DE CHAPA, CON EL FIN DE OBTENER PIEZAS MOLDEADAS SIN BRIDA, del 20 de Septiembre de 2010, de SAETA GMBH & CO. KG: Herramienta de embutición para la embutición profunda de piezas en bruto, que se troquelan a partir de material de chapa pintado o recubierto de […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA EMBUTICION PROFUNDA DE PIEZAS EN BRUTO, HECHAS DE MATERIAL DE CHAPA, CON EL FIN DE OBTENER PIEZAS MOLDEADAS SIN BRIDA, del 20 de Septiembre de 2010, de SAETA GMBH & CO. KG: Herramienta de embutición para la embutición profunda de piezas en bruto, que se troquelan a partir de material de chapa pintado o recubierto de […]
 METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
METODO Y DISPOSITIVO PARA LA AMORTIGUACION DEL IMPACTO DE CORTE, del 30 de Agosto de 2010, de MULLER WEINGARTEN AG: Método para la amortiguación del impacto de corte en una prensa mediante un sistema hidráulico, el cual, durante un proceso de corte, ejerce […]
PRENSA CON COJIN HIDRAULICO CON SISTEMA DE CONTROL DE FUERZA Y POSICION., del 16 de Diciembre de 2005, de FAGOR, S.COOP.: Prensa con cojín hidráulico con sistema de control de fuerza y posición, teniendo dicho cojín al menos un cilindro hidráulico con una cámara superior y […]
PRENSA CON COJIN HIDRAULICO CON SISTEMA DE CONTROL DE FUERZA Y POSICION., del 1 de Julio de 2004, de FAGOR, S.COOP.: Prensa con cojín hidráulico con sistema de control de fuerza y posición, teniendo dicho cojín al menos un cilindro hidráulico con una cámara […]