APARATO CON MULTIPLES ETAPAS OPERATIVAS PARA MOLDEAR BOCAS ACAMPANADAS ESTABLES E INTERNAMENTE REGULARES EN EL TRAMO FINAL DE UNION DE TUBOS HECHOS DE MATERIAL TERMOPLASTICO.
Aparato con múltiples etapas operativas, para moldear bocas acampanadas estables e internamente regulares en el tramo final de unión de tubos hechos de material termoplástico,
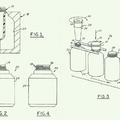
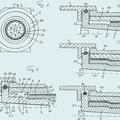
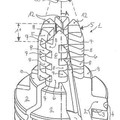
del tipo que se usa dentro del tramo final (2) de unión previamente calentado hasta el estado plástico y que comprende al menos una primera porción (11) del tipo con sectores mecánicos (6) que se mueven radialmente, cuya longitud, medida a lo largo del eje longitudinal (5) del mandril (1), es igual a la longitud de la boca acampanada (21, 21') y movible desde una primera posición extrema retraída, donde la primera porción (11) presenta un diámetro tal de ser introducida libremente dentro del tramo final (2) del tubo (20), hasta una segunda posición extrema expandida que dilata toda la parte del tramo final (2) que la circunda, formando de esta manera una boca acampanada (21') temporánea, de máxima dilatación, cuyo diámetro interior temporáneo (D12), que corresponde al diámetro exterior de dicha primera porción (11) en la posición de extrema dilatación, es mayor que el diámetro final y nominal (DN) de la boca acampanada (21) definitiva, dicha primera porción (11) siendo calentada hasta una temperatura (T) que es mayor o igual que la (T1) del tramo final (2), de manera que este último no ceda calor durante su dilatación plástica para conformar la boca acampanada (21') temporánea, de dilatación máxima, la primera porción (11) luego volviendo a la primera posición extrema retraída; una segunda porción (12), geométricamente fija, que presenta un diámetro exterior igual al diámetro interior final y nominal (DN) de la boca acampanada (21) definitiva, dicha segunda porción (12) pudiendo ser introducida dentro de la boca acampanada (21') temporánea de máxima dilatación después de la completa intervención de dicha primera porción (11) que, en la posición retraída, permite la posterior libre introducción de dicha segunda porción (12) dentro de la boca acampanada (21') temporánea de máxima dilatación, dicha segunda porción estando en condiciones de calibrar exactamente el diámetro interior de la boca acampanada (21), sometida a retracción espontánea después de la dilatación previa y siendo enfriada debajo de la temperatura (T1) del tramo final (2), por lo cual llegando rápidamente la boca acampanada definitiva a la temperatura ambiente, una vez que ha alcanzado el diámetro nominal definitivo (DN); una porción de intervención preliminar (13), del tipo que comprende un elemento hueco de goma, expansible desde la parte interior mediante inflado, desde una primera configuración de reposo y tamaño mínimo, donde presenta un diámetro máximo (D11') menor que el diámetro interior (D) del tubo (20) de manera de estar habilitada para ser introducida libre y preliminarmente primero dentro del tramo final (2) del tubo (20), hasta una segunda configuración de máxima expansión, en la cual presenta una forma substancialmente cilíndrica con un diámetro (DI) comprendido entre el diámetro interior (D) del tubo (20) y el diámetro interior (D12) temporáneo de la boca acampanada (21') de máxima dilatación temporánea, premoldeando de esta manera una boca acampanada (21") de dilatación intermedia, dentro de la cual posteriormente podrá ser introducida dicha primera porción (11) para completar la dilatación residual hasta formar dicha boca acampanada (21') de máxima dilatación temporánea.
Tipo: Resumen de patente/invención.
Solicitante: SICA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA STROPPATA, 28,48011 ALFONSINE.
Inventor/es: SAVIOLI, LEOPOLDO.
Fecha de Publicación: .
Fecha Concesión Europea: 12 de Junio de 2002.
Clasificación Internacional de Patentes:
- B29C57/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto. › utilizando medios mecánicos.
Patentes similares o relacionadas:
Sistema de prueba para el funcionamiento del sello de hermeticidad y campana de una tubería de material de plástico de tipo PVC, que se obtiene mediante un procedimiento de formación con sello integrado, del 11 de Octubre de 2017, de IPM S.R.L: Sistema de prueba para someter a prueba el funcionamiento correcto del sello de hermeticidad y la campana de una tubería de material de plástico […]
Dispositivo y procedimiento para abocardar el extremo de un tubo de material sintético, del 10 de Mayo de 2017, de ROTHENBERGER AG: Dispositivo para el abocardado del extremo de un tubo que se compone de un material sintético que presenta una memoria de forma, con varios elementos […]
 Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa, del 11 de Enero de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende […]
Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa, del 11 de Enero de 2016, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende […]
 Procedimiento para abocardar el extremo de un tubo, del 21 de Diciembre de 2015, de Maryvonne Management & Consulting AG: Procedimiento para abocardar el extremo de un tubo, especialmente un tubo compuesto multicapa o un tubo de instalaciones de metal, caracterizado por que se efectúa un […]
Procedimiento para abocardar el extremo de un tubo, del 21 de Diciembre de 2015, de Maryvonne Management & Consulting AG: Procedimiento para abocardar el extremo de un tubo, especialmente un tubo compuesto multicapa o un tubo de instalaciones de metal, caracterizado por que se efectúa un […]
Herramienta y método para expandir un extremo de una tubería, del 26 de Noviembre de 2014, de UPONOR INNOVATION AB: Una herramienta para la expansión de un extremo de una tubería, comprendiendo la herramienta : una pluralidad de mandíbulas , que son movibles radialmente […]
Procedimiento de formación de un anillo de sujeción y anillo de sujeción, del 3 de Noviembre de 2014, de UPONOR INNOVATION AB: Un procedimiento de formación de un anillo de sujeción para ser utilizado en una tubería al hacer una conexión de tubería, comprendiendo el procedimiento: extrudir […]
 Dispositivo para el abocardado de cuerpos huecos, del 4 de Marzo de 2013, de ROTHENBERGER AKTIENGESELLSCHAFT: Dispositivo para el abocardado de cuerpos huecos , en particular de extremos de tubo, con varias mordazasde expansión con forma de sector, que están dispuestas […]
Dispositivo para el abocardado de cuerpos huecos, del 4 de Marzo de 2013, de ROTHENBERGER AKTIENGESELLSCHAFT: Dispositivo para el abocardado de cuerpos huecos , en particular de extremos de tubo, con varias mordazasde expansión con forma de sector, que están dispuestas […]
Dispositivo de herramienta de expandir mediante tenaza o máquina para realizar empalmes en los extremos de tuberías de material plástico o de material compuesto, del 18 de Julio de 2012, de VIRAX, SAS: Dispositivo diseñado apto para ser el elemento intermedio entre, por una parte, una tenaza o máquina de realizarempalmes en extremos de tuberías de material […]