Proceso para producir materiales textiles no tejidos particularmente suaves, resistentes y con una apariencia valiosa.
Un proceso para fabricar un material textil no tejido a partir de una lámina de no tejido de única capa o de múltiples capas por medio del tratamiento de la lámina mediante unas etapas de estampado por chorro de agua y de estampado térmico,
aplicándose las etapas de estampado en orden opcional, caracterizado porque las dos etapas de estampado diferentes se llevan a cabo sobre la lámina de material textil no tejido sobre diferentes porciones dedicadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2005/000118.
Solicitante: Suominen Corporation.
Nacionalidad solicitante: Finlandia.
Dirección: Itämerentori 2 00180 Helsinki FINLANDIA.
Inventor/es: PEDOJA,ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H1/4258 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › Derivados de celulosa regenerada.
- D04H1/4374 D04H 1/00 […] › usando varios tipos de bandas, p. ej. colocando capas de mantas.
- D04H1/48 D04H 1/00 […] › en combinación con al menos otro método de consolidación.
- D04H1/485 D04H 1/00 […] › en combinación con unión por soldadura.
- D04H1/495 D04H 1/00 […] › para formación de diseños, p. ej. perforación o reestructuración.
- D04H1/498 D04H 1/00 […] › enredamiento de capas de mantas.
- D04H1/54 D04H 1/00 […] › por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
- D04H3/16 D04H […] › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
PDF original: ES-2524919_T3.pdf
Fragmento de la descripción:
Proceso para producir materiales textiles no tejidos particularmente suaves, resistentes y con una apariencia valiosa
La presente invención se refiere a un proceso y equipo para producir un material textil no tejido provisto con unas características de suavidad y de resistencia óptimas, así como visualmente atractivo. En particular, la invención se refiere a un proceso y equipo para fabricar materiales textiles no tejidos del tipo de no tejido consolidado por chorro de agua (NWF enredado por chorro de agua) y los materiales textiles no tejidos que se obtienen a partir de los mismos.
Los productos a base de material textil no tejido provistos con diversas características adecuadas para fines específicos se conocen desde hace mucho tiempo. Por ejemplo, se conocen productos a base de material textil no tejido particularmente suaves para su uso en el campo de la higiene personal, tal como toallitas humedecidas. Otros productos son los materiales textiles no tejidos, o bien secos o bien impregnados con sustancias de diferente naturaleza, que son particularmente resistentes para su uso en el campo de la limpieza doméstica o a escala industrial.
Los productos actualmente disponibles en el mercado difieren unos de otros en las propiedades específicas que resultan de las diversas estructuras y operaciones que se llevan a cabo con el fin de cumplir diferentes requisitos de uso.
El documento US 23/16195 divulga un proceso para fabricar materiales textiles no tejidos que comprende dos etapas subsiguientes de tratar de forma diversa una lámina de material textil no tejido por medio de cualquier proceso seleccionado de estampado por chorro de agua y estampado térmico en cualquier orden.
No obstante, este documento no enuncia o sugiere un proceso en el que las etapas de estampado por chorro de agua y de estampado térmico se lleven a cabo sobre la lámina de material textil no tejido sobre unas porciones dedicadas diferentes tal como se prevé en la reivindicación 1, con el efecto técnico de que el material textil no tejido es considerablemente más suave a la vez que, al mismo tiempo, la fuerza y la resistencia se mantienen sustancialmente sin cambios.
El problema técnico central de la presente invención es la provisión de un proceso para fabricar un producto a base de material textil no tejido que se provee con unas características de suavidad óptimas y, al mismo tiempo, unas características de resistencia óptimas para su uso tanto en el campo de la higiene personal como el campo de la limpieza doméstica.
Este problema se resuelve por medio de un proceso para fabricar material textil no tejido tal como se reivindica en la reivindicación independiente que se adjunta en lo sucesivo.
Un problema técnico adicional que se ha resuelto por la presente invención es la provisión de un proceso y planta para fabricar materiales textiles no tejidos tal como los que se han descrito en lo que antecede que comprenden signos y / o dibujos que se imprimen sobre los mismos de una forma fiable y rápida, tal como para obtener un proceso de impresión asegurando una productividad rentable.
Este problema se resuelve por medio de un proceso y planta de fabricación tal como se reivindica en las reivindicaciones adjuntas en lo sucesivo en el presente documento.
Características adicionales, y las ventajas de la presente invención, se entenderán mejor a partir de la descripción en lo sucesivo de algunas realizaciones, que se dan como ejemplos no limitantes con referencia a las figuras, en las que:
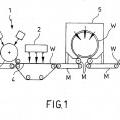
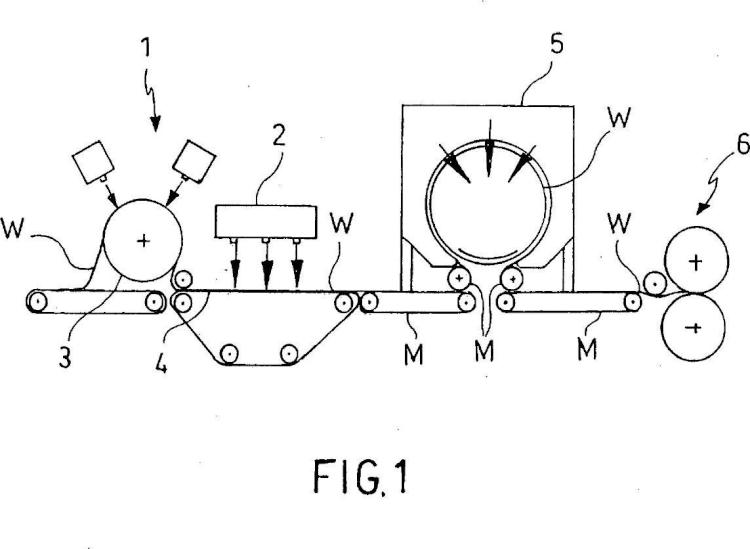
- la figura 1 es una vista esquemática de una línea de fabricación para el material textil no tejido de acuerdo con la presente invención;
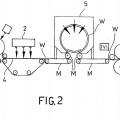
- la figura 2 es una vista esquemática de la línea de fabricación a partir de la figura 1 de acuerdo con una primera variante de realización;
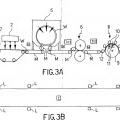
- la figura 3A es una vista esquemática de la línea de fabricación a partir de la figura 1 de acuerdo con una segunda variante de realización;
- la figura 3B es una vista esquemática desde arriba de una porción de soporte del material textil no tejido con unos sensores de alineación;
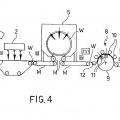
- la figura 4 es una vista esquemática de la línea de fabricación a partir de la figura 1 de acuerdo con una tercera variante de realización;
- la figura 5 es una vista esquemática de la línea de fabricación a partir de la figura 1 de acuerdo con una cuarta variante de realización;
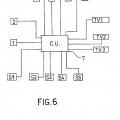
- la figura 6 es un diagrama de bloques de una unidad de control y de mando para una línea de fabricación de
acuerdo con la invención.
Por lo tanto, un primer objeto de la presente invención es la provisión de un proceso para fabricar un material textil no tejido adecuado para dar al mismo unas características de suavidad / mullidura así como de resistencia.
Un segundo objeto es la provisión de un equipo para la producción de un material textil no tejido provisto con dichas
características.
Un tercer objeto es la provisión de un material textil no tejido provisto con dichas características de suavidad / mullidura, así como resistencia, para su uso como un producto tanto para fines de higiene personal como de limpieza doméstica.
De forma sorprendente, se ha observado que con el fin de resolver el problema técnico que se ha mencionado en lo que antecede, un material textil no tejido puede someterse a un proceso que comprende un tratamiento de estampado por chorro de agua y un tratamiento de estampado térmico, dicho de otra forma el material textil no tejido se trata por medio de estampado de acuerdo con dos métodos diferentes conocidos en el campo.
En particular, el tratamiento de estampado por chorro de agua permite obtener un producto provisto con unas características de suavidad óptimas. Además, el material textil no tejido tratado por medio de esta tecnología al mismo tiempo permite la creación de dibujos y / o signos también en relieve con un efecto visual de un sombreado delicado, creando de ese modo una sensación de suavidad tanto al ojo como al tacto, y proporcionando una sensación de "profundidad" más que de "perspectiva". Estas características táctiles y visuales se proporcionan por medio de un equipo que comprende una o más estaciones que consisten en una pluralidad de boquillas muy finas que entregan chorros de agua de presurización elevada. Preferiblemente, las boquillas se disponen tal como para dar origen a los signos o dibujo deseados.
Después de dicho tratamiento, el velo no tejido se trabaja tal como para enredar entre sí las fibras que lo constituyen a la vez que se deja que sean libres de moverse una en relación con otra con el fin de crear el efecto suave deseado.
El estampado térmico es diferente del tratamiento anterior por que este permite proveer al material textil no tejido con unas características de resistencia al llevar a cabo puntos de unión de las fibras que lo constituyen. En particular, las fibras se sellan una con respecto a otra mediante calentamiento y trituración tal como para evitar que estas puedan moverse una en relación con otra, proporcionando de ese modo compacidad y resistencia.
Además, el producto puede enriquecerse con signos o dibujos también durante este tratamiento. De hecho, el estampado térmico se lleva a cabo usando calandrias de estampado térmico convencionales en las que un velo no tejido se pasa a través de dos cilindros opuestos. O bien uno o bien ambos de dichos cilindros está calentado y tiene una superficie grabada, por lo general fabricada de metal, tal como para crear los signos o dibujo deseados mientras que el otro se presiona de forma rotatoria por lo general contra el cilindro estampado y se provee con una superficie de caucho o de metal. El resultado de este tratamiento de prensado y de calentamiento es la formación de puntos de unión fuerte entre las fibras a la vez que, al mismo tiempo, se obtienen signos o dibujos marcados y bien definidos.
El material textil no tejido sometido al proceso de la invención puede ser del tipo de no tejido consolidado por chorro de agua, siendo el material que lo constituye o bien cardado o bien de no tejido de filamentos.
El material cardado puede consistir sustancialmente solo en fibras naturales o sintéticas (que varían entre ,9 y 7 denier) tal como poliéster, polipropileno, PLA, viscosa, LYOCELL, de forma opcional en mezcla entre sí, o dichas fibras combinadas con pasta de celulosa. Además, con independencia del material que se use, el material textil no tejido puede consistir en una o más capas de acuerdo con requisitos específicos o preferencias particulares. Preferiblemente, el material textil no tejido consiste en tres capas, estando una capa de pasta de celulosa intercalada entre dos capas de fibra sintética... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para fabricar un material textil no tejido a partir de una lámina de no tejido de única capa o de múltiples capas por medio del tratamiento de la lámina mediante unas etapas de estampado por chorro de agua y de estampado térmico, aplicándose las etapas de estampado en orden opcional, caracterizado porque las dos etapas de estampado diferentes se llevan a cabo sobre la lámina de material textil no tejido sobre diferentes porciones dedicadas.
2. El proceso de acuerdo con la reivindicación 1, caracterizado porque las etapas de estampado por chorro de agua y de estampado térmico se someten al control y el mando de una unidad de control y de mando de tal modo que dichas etapas se llevan a cabo sobre unas porciones diferentes y dedicadas del material textil no tejido de acuerdo con un patrón previamente establecido.
3. El proceso de acuerdo con la reivindicación 2, caracterizado porque el patrón previamente establecido se lee por un programa cargado en la unidad de control y de mando tal como para dar instrucciones a través de señales eléctricas para ordenar y controlar que la etapa de estampado por chorro de agua se lleve a cabo sobre unas porciones previamente establecidas del material textil no tejido que no sean las implicadas en la etapa de estampado térmico.
4. El proceso de acuerdo con la reivindicación 1, caracterizado porque la etapa de tratamiento de estampado por chorro de agua se lleva a cabo tal como para cubrir una superficie de la lámina de material textil no tejido que se corresponde con una superficie total de un 95 % a un 5 %, tratándose la parte restante de superficie con estampado térmico.
5. El proceso de acuerdo con la reivindicación 2, caracterizado por las etapas de:
- proporcionar por lo menos un equipo para el tratamiento de estampado por chorro de agua y un equipo para el tratamiento de estampado térmico;
- alimentar dicho equipo con una lámina de material textil no tejido;
- llevar a cabo los tratamientos de estampado por chorro de agua y de estampado térmico en cualquier orden, bajo el control de una unidad de control y de mando;
en el que la unidad de control y de mando está conectada de forma operativa con dichos equipos tal como para dar instrucciones a través de señales eléctricas con el fin de ordenar y controlar que los tratamientos de estampado por chorro de agua y de estampado térmico se lleven a cabo sobre unas porciones previamente establecidas y dedicadas de la lámina de material textil no tejido.
6. El proceso de acuerdo con la reivindicación 5, caracterizado porque durante los tratamientos de estampado por chorro de agua y de estampado térmico la unidad de control y de mando detecta señales eléctricas que se originan a partir de unos miembros de accionamiento del material textil no tejido, transforma dichas señales en unos valores numéricos representativos del estatus de su velocidad angular y momento de torsión, compara dichos valores numéricos con unas relaciones de valores numéricos previamente establecidos de dichas velocidades angulares y momentos de torsión y envía señales a dichos miembros con el fin de corregir cualesquiera posibles variaciones en dichos valores que caigan fuera de dichas relaciones.
7. El proceso de acuerdo con la reivindicación 1, caracterizado porque las etapas de tratamiento de estampado por chorro de agua y de estampado térmico se llevan a cabo continuamente en una única línea de fabricación con unas velocidades de alimentación que incluso pueden superar 400 m/min.
8. El proceso de acuerdo con la reivindicación 2, caracterizado por una etapa de control automático de lazo cerrado.
9. El proceso de acuerdo con la reivindicación 8, caracterizado porque el control de lazo cerrado comprende un sistema de cámara de vídeo a color como un transductor que mantiene unos marcadores fijos realizados durante los tratamientos de estampado por chorro de agua y de estampado térmico bajo control e interviene en el caso de unas relaciones / distancias diferentes de las establecidas y almacenadas.
10. El proceso de acuerdo con la reivindicación 8, caracterizado porque el control de lazo cerrado comprende por lo menos un dispositivo de captura de imagen que está conectado de forma operativa con la unidad de control y de mando y es adecuado para comprobar de manera constante la lámina de material textil no tejido en busca de la presencia de arrugas o variaciones en el patrón de tratamiento de estampado por chorro de agua y de estampado térmico.
11. El proceso de acuerdo con la reivindicación 1, caracterizado por una primera etapa de tratamiento con estampado por chorro de agua y una segunda etapa de tratamiento con estampado térmico.
12. El proceso de acuerdo con la reivindicación 11, caracterizado porque la primera etapa de tratamiento con estampado por chorro de agua comprende un primer tratamiento de la lámina de material textil no tejido a la vez que se está portando sobre un soporte cilíndrico y un segundo tratamiento con estampado por chorro de agua a la vez que se está portando sobre un soporte plano.
13. El proceso de acuerdo con la reivindicación 11, caracterizado porque después de la etapa de tratamiento de estampado por chorro de agua y antes de la etapa de tratamiento de estampado térmico, la lámina de material textil no tejido se somete a una etapa de secado.
14. El proceso de acuerdo con la reivindicación 1, caracterizado por una primera etapa de tratamiento con estampado térmico y una segunda etapa de tratamiento con estampado por chorro de agua.
15. El proceso de acuerdo con la reivindicación 1, caracterizado por una etapa de bobinado del material textil no tejido sobre un rodillo después de las dos etapas de tratamiento de estampado por chorro de agua y estampado térmico.
16. El proceso de acuerdo con la reivindicación 1, caracterizado por una etapa de control de tensión.
17. El proceso de acuerdo con la reivindicación 1, caracterizado por una etapa de control de alineación.
18. El proceso de acuerdo con la reivindicación 2, caracterizado por una etapa de impresión después de dichas etapas de tratamiento de estampado por chorro de agua y de estampado térmico.
19. El proceso de acuerdo con la reivindicación 18, caracterizado porque dicha etapa de impresión comprende:
- proporcionar un equipo de impresión para material textil no tejido que comprende un soporte accionado para portar dicho material textil no tejido y por lo menos un miembro de impresión accionado, -alimentar dicho equipo con dicha lámina de material textil no tejido;
- realizar la impresión sobre dicho material textil no tejido bajo el control y el mando de la unidad de control y de mando anterior, en el que dicha unidad de control y de mando está conectada de forma operativa con dicho soporte y por lo menos un miembro de impresión tal como para detectar señales eléctricas que se originan a partir de dicho soporte y por lo menos un miembro de impresión, transformando dichas señales en unos valores numéricos representativos del estatus de su velocidad angular y momento de torsión, comparando dichos valores numéricos con unas relaciones de valores numéricos previamente establecidos de dichas velocidades angulares y dichos momentos de torsión y enviando señales a dicho soporte y por lo menos un miembro de impresión con el fin de corregir cualesquiera posibles variaciones de dichos valores que caigan fuera de dichas relaciones.
20. Una planta de fabricación para material textil no tejido, caracterizada por una línea de fabricación que comprende por lo menos un equipo de estampado por chorro de agua (1, 2) y por lo menos un equipo de estampado térmico (6) para tratar un material textil no tejido (W) , un sistema de miembro de accionamiento (3, 4, M) para portar el material textil no tejido a lo largo de dicho sistema, y una unidad de control y de mando (7) conectada de forma operativa con componentes mecánicos y electrónicos de cada uno de dichos equipos de estampado por chorro de agua y de estampado térmico de tal modo que los tratamientos respectivos se llevan a cabo sobre unas porciones dedicadas diferentes del material textil no tejido.
21. La planta de acuerdo con la reivindicación 20, caracterizada porque la unidad de control y de mando (7) está conectada con la totalidad de los motores de los miembros de accionamiento (3, 4, M) que están colocados a lo largo de la línea de fabricación a través de líneas eléctricas.
22. La planta de acuerdo con la reivindicación 20, caracterizada por un sistema de cámara de vídeo TV1, TV2 como el transductor con el fin de obtener un control adicional del proceso de fabricación a través de un sistema de corrección automática continuo y de lazo cerrado.
23. La planta de acuerdo con la reivindicación 20, caracterizada por una pluralidad de sensores (S1-S4) que están colocados a lo largo de la línea de fabricación para detectar la presencia constante de un efecto de tensado.
24. La planta de acuerdo con la reivindicación 20, caracterizada por unos dispositivos para controlar la alineación del material textil no tejido por la totalidad de la línea de fabricación.
25. La planta de acuerdo con la reivindicación 24, caracterizada porque dichos dispositivos comprenden sensores (L,
C) adecuados para medir la posición de un velo no tejido (W) en relación con los miembros de accionamiento (3, 4, 5 M) y unos dispositivos adecuados para corregir la colocación del velo.
26. La planta de acuerdo con la reivindicación 20, caracterizada por un equipo de impresión (8) dispuesto en conexión con la línea de fabricación.
27. La planta de acuerdo con cualquiera de las reivindicaciones 20 o 26, caracterizada por un equipo (8) para imprimir sobre material textil no tejido, que comprende un soporte (9) , por lo menos un miembro de impresión (10) ,
unos medios para sujetar (11) el velo no tejido (W) sobre los medios de soporte y de guiado (12) adecuados para guiar y soportar el velo no tejido hacia y a partir de dicho equipo, estando conectado el equipo con la unidad de control y de mando (7) .
28. Un material textil no tejido tal como puede obtenerse mediante el proceso de cualquiera de las reivindicaciones 1
a 19 caracterizado porque este tiene unas porciones tratadas con estampado por chorro de agua y unas porciones 15 tratadas con estampado térmico, siendo diferentes dichas porciones.
29. El material textil no tejido de acuerdo con la reivindicación 28, caracterizado porque la porción tratada con estampado por chorro de agua representa de un 5 % a un 95 % de la superficie total de material textil no tejido, tratándose la parte restante con estampado térmico.
30. Uso del material textil no tejido de acuerdo con cualquiera de las reivindicaciones 28 a 29 como una toallita 20 humedecida para el cuidado higiénico.
31. Uso del material textil no tejido de acuerdo con cualquiera de las reivindicaciones 28 a 29 como un paño de limpieza que puede impregnarse con detergente o cera para muebles.
Patentes similares o relacionadas:
Reutilización de textil tejido o tricotado usado, del 11 de Marzo de 2020, de Really ApS: Un procedimiento de fabricación de un producto a partir de textil tejido o tricotado usado que comprende fibras vegetales o animales, en particular algodón o lana, […]
Material no tejido y proceso de formación del mismo, del 20 de Noviembre de 2019, de Fitesa Germany GmbH: Un material no tejido que comprende una pluralidad de fibras que contienen ácido poliláctico que forman una banda no tejida, en donde los […]
Producto textil, método para producir el producto textil y usos del producto textil, del 25 de Septiembre de 2019, de Ditf Deutsche Institute Für Textil- Und Faserforschung Stuttgart: Producto textil, que comprende fibras de soporte y fibras de union, caracterizado por el hecho de que las fibras de soporte presentan una mezcla polimerica con […]
Homopolímeros de PP nucleados exentos de ftalato para fibras extruidas por soplado de masa fundida, del 4 de Septiembre de 2019, de BOREALIS AG: Composición de polipropileno adecuada para la producción de fibras de PP extruidas por soplado de masa fundida, que comprende: (A) un homopolímero de propileno, producido […]
Material ignífugo aislante térmico no tejido para ropa, del 1 de Agosto de 2019, de OBSHCHESTVO S OGRANICHENNOJ OTVETSTVENNOST'YU "FABRIKA NETKANYH MATERIALOV "WES MIR": 1. El material ignífugo aislante térmico no tejido para la formación de la capa de forro de una prenda, que comprende la mezcla de fibras de polímero […]
Procedimiento de fabricación de un elemento que contiene fibras minerales, del 10 de Julio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un procedimiento de fabricación de un elemento que contiene fibras minerales, comprendiendo dicho procedimiento las etapas de: proporcionar fibras […]
Método para fabricar un elemento que contiene fibra y elemento producido mediante ese método, del 5 de Junio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un método para fabricar un elemento que contiene fibra, comprendiendo dicho método las etapas de: proporcionar fibras, al menos algunas de las cuales son primeras fibras, […]
Proceso para la producción de una estructura híbrida que consiste en microfibras y nanofibras de fibroína de seda acopladas, estructura híbrida obtenida de ese modo y su uso como dispositivo médico implantable, del 22 de Febrero de 2019, de Silk Biomaterials S.r.l: Proceso para la producción de una estructura híbrida hecha de microfibras y nanofibras de fibroína de seda acopladas entre sí, que comprende las siguientes etapas: […]