Procedimiento e instalación para pintado de estructuras de chapa.
Procedimiento e instalación para pintado de estructuras de chapa,
que comprende aplicar mediante electroforesis catódica una pintura sobre la estructura de chapa, lavar a continuación la estructura de chapa, eliminar el agua y polimerizar la pintura aplicada. A continuación de la operación de lavado y antes de la fase de polimerización de la pintura, se somete la carrocería a una fase de presecado, mediante aire caliente.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201232069.
Solicitante: SEAT, S.A..
Nacionalidad solicitante: España.
Inventor/es: ZAPATA LOPEZ, ANTONIO, GARCÍA RUIPÉREZ,José Carlos, CARRASCOSA ALTAREJOS,Jordi.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D3/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por exposición a gases.
- B05D7/14 B05D […] › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a metal, p. ej. a carrocerías de automóvil.
- C25D5/50 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 5/00 Revestimientos electrolíticos caracterizados por el proceso; Pretratamiento o tratamiento posterior de las piezas. › por tratamiento térmico.
Descripción:
PROCEDIMIENTO E INSTALACIÓN PARA PINTADO DE ESTRUCTURAS DE CHAPA
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de pintado de estructuras de chapa, aplicable a procesos en los que el pintado de la estructura se lleva a cabo mediante 5 electroforesis catódica, por inmersión de la estructura en un baño o cuba contenedora de la pintura.
El procedimiento de la invención es de especial aplicación al pintado de carrocerías de automóviles.
La invención tiene también por objeto la instalación mediante la que se lleva a cabo el 10 procedimiento de pintado.
ANTECEDENTES DE LA INVENCIÓN
El pintado de carrocerías de automóviles se lleva a cabo mediante la inmersión de la carrocería en una cuba contenedora de una emulsión de agua y partículas de pintura en suspensión, donde dichas partículas de pintura se aplican sobre la carrocería mediante electroforesis catódica.
Este proceso de pintado requiere del lavado posterior de la carrocería, eliminación del agua de lavado y posibles restos de pintura y, finalmente, polimerizado de la pintura, mediante horneado de la carrocería.
Generalmente, la eliminación de restos de agua de lavado de la carrocería se consigue mediante escurrido de dicha carrocería, sometiendo a la misma a basculación en diferentes sentidos. Sin embargo, con este sistema, aunque se consigue verter el agua que puede quedar almacenada en determinados huecos de la carrocería, no se consigue eliminar totalmente restos de agua y de pintura en ángulos, líneas de unión entre chapa, etc., que, después de horneada la carrocería, producen relieves debidos al extracto seco de los restos de pintura.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención tiene por objeto eliminar los problemas expuestos, mediante un procedimiento de pintado con el que se logra un secado prácticamente total de la carrocería, después del lavado de la misma, así como la eliminación de restos de pintura, de modo que se evite la aparición de relieves indeseables sobre la carrocería, durante la fase de horneado de la misma.
El procedimiento de pintado de la invención es del tipo inicialmente indicado, que incluye las operaciones de:
-Aplicar mediante electroforesis catódica una pintura sobre la carrocería, en una cuba
contenedora de la pintura;
-Lavar la carrocería con agua, una vez extraída de la cuba contenedora de pintura;
-Eliminar el agua de la carrocería mediante escurrido de la misma; y
-Polimerizar la pintura aplicada sobre la estructura metálica, mediante calor en un
horno.
De acuerdo con la invención se somete a la carrocería, después del lavado de la misma y antes del horneado para lograr la polimerización de la pintura, a una fase de presecado mediante corriente de aire caliente.
Preferentemente esta operación de presecado se efectúa a continuación de la operación de lavado y antes del escurrido de la carrocería, aunque también podría llevarse a cabo después de efectuar dicho escurrido.
La fase de presecado comentado puede llevarse a cabo dentro de un túnel, mediante corriente de aire que se aplica sobre la superficie externa e interna de la carrocería. Esta corriente de aire puede estar proporcionada por dos o más ventiladores que insuflan aire a través de toberas dirigidas hacia la carrocería, de modo que incidan sobre toda la periferia de la misma.
El aire suministrado por los ventiladores puede calentarse a una temperatura comprendida entre 35 y 65º C, disponiendo dichos ventiladores de intercambiador de calor y con doble etapa de filtrado, insuflando el aire a través de las toberas a una velocidad que puede oscilar entre 15 y 30 metros por segundo con un caudal aproximado de 46.000 m3 /hora, cubriendo perimetralmente la totalidad de la carrocería.
Mediante la fase de presecado comentado se facilita la eliminación de escurridos, combinando de forma secuenciada el insuflado de aire atemperado, las basculaciones posteriores y una etapa de prehorneado, a temperaturas comprendidas entre 70 y 85º C, antes del horno de polimerizado de la pintura.
Con todo ello se logra una curva de secado lenta y larga, con la que se logran mejoras en el aspecto externo de la carrocería, en la estructura y se eliminan impurezas, reduciéndose al mismo tiempo emisiones de CO2 al permitirnos bajar las temperaturas en los hornos de polimerizado, con el consiguiente ahorro energético.
El procedimiento descrito se llevará a cabo en una instalación que comprende una cuba contenedora de pintura, a través de la que se hará pasar la carrocería del automóvil; una instalación de lavado, para la carrocería; un túnel de presecado para la carrocería, mediante corriente de aire caliente; una zona de escurrido, dotada de medios de basculación de la estructura metálica para facilitar dicho escurrido; y un horno en el que se somete la carrocería a temperatura de polimerización de la pintura. Adicionalmente la instalación puede incluir, antes del horno de polimerización, de un horno de precalentado a temperaturas comprendidas entre 70 y 85º C.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
En el dibujo único adjunto se muestra de forma esquemática una instalación mediante la cual se lleva a cabo el procedimiento de pintado de la invención.
DESCRIPCIÓN DETALLADA DE UN MODO DE REALIZACIÓN
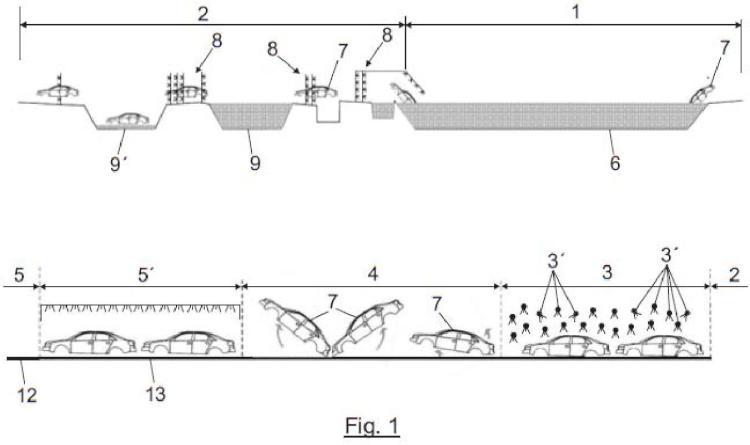
En el dibujo adjunto se muestra una instalación para el pintado de carrocerías de automóviles, la cual comprende una estación (1) de pintado, una zona (2) de lavado, una fase (3) de presecado, una zona (4) de escurrido para la eliminación de agua y una última estación (5) de polimerización de la pintura aplicada sobre la carrocería. Entre la zona de escurrido (4) y la de polimerización (5) puede disponerse una fase intermedia (5’) de precalentado.
La fase (1) en la que se aplica la pintura comprende una cuba (6) contenedora de una emulsión de agua y partículas de pintura en suspensión, a través de la cual se hacen pasar las carrocerías (7) de los vehículos.
La zona de lavado (2) puede incluir conjuntos de aspersores (8) , a través de los que pasan las carrocerías (7) , y cubas (9) contenedoras de agua (10) , a través de las cuales pasan también las carrocerías (8) , y cubas (9’) recolectoras del agua de lavado.
La fase (3) de presecado se lleva a cabo mediante un túnel de soplado contundente, por ejemplo mediante ventiladores centrífugos de gran caudal, aproximadamente de 46.000 m3/hora, y toberas de soplado (3’) dispuestas perimetralmente, a través de las que se insufla el aire a una velocidad comprendida entre 20 y 25 metros por segundo, con las que se consigue el presecado exterior de la carrocería, lo cual favorece la no incrustación de partículas sobre la pintura depositada, mejorando la calidad de la capa exterior de la carrocería y desalojando los restos de agua al piso, que posteriormente se eliminará en la zona de escurrido (4) .
El escurrido en la zona (4) puede llevarse a cabo mediante la basculación de las carrocerías (7) en diferentes direcciones y sentidos, para pasar por último dichas carrocerías a la fase 5, compuesta por un horno (12) , donde se lleva a cabo la polimerización de la pintura. Inmediatamente antes de este horno puede disponerse un horno (13) para la fase de prehorneado (5’) , a una temperatura comprendida entre 75 y 85º C.
La nueva instalación permite llevar a cabo el proceso de pintado incluyendo una nueva fase de presecado (3) de la carrocería, que facilita la eliminación de escurridos, combinando de forma secuencia el insuflado de aire atemperado, las basculaciones posteriores en la zona de escurrido (4) y la fase de prehorneado 5’) en el horno (13) , todo lo cual supone lograr una curva de secado mas lenta, pero que ofrece mejoras de aspecto en la carrocería pintada, mejorando la estructura e impurezas y reduciendo emisiones de CO2 al permitir bajar las temperaturas en la fase final (5) , en el horno de polimerización (12) .
Los ventiladores que insuflan el aire en el túnel (11) , en la etapa (3) en la que se lleva a cabo el presecado de la carrocería, pueden disponer de intercambiadores de calor y doble etapa de filtrado.
Aunque en el ejemplo descrito la instalación está aplicada al pintado de carrocerías de automóviles, tanto la instalación como el procedimiento de pintado puede aplicarse a cualquier otro tipo de estructura de chapa metálica.
Reivindicaciones:
1. Procedimiento de pintado de estructuras de chapa, que comprende:
-aplicar mediante electroforesis catódica una pintura sobre la estructura de chapa, en
una cuba contenedora de una emulsión de agua con particular de pintura en suspensión:
-lavar la estructura de chapa con agua, una vez extraída de la cuba contenedora de
pintura:
-eliminar el agua de la estructura metálica mediante escurrido; y
-polimerizar la pintura aplicada sobre la estructura metálica, mediante calor en un
horno,
caracterizado por que a continuación de la operación de lavado y antes de la fase de polimerización de la pintura, se somete la carrocería a una fase de presecado, mediante corriente de aire caliente.
2. Procedimientos según la reivindicación 1, caracterizado por que la fase de presecado se dispone a continuación de la operación de lavado y antes del escurrido de la estructura de chapa.
3. Procedimiento según la reivindicación 2 caracterizado por que la fase de presecado se lleva a cabo dentro de un túnel, mediante corriente de aire que se aplica a una temperatura comprendida entre 35 y 65º C sobre la superficie externa de la estructura de chapa.
4. Procedimiento según la reivindicación 3, caracterizado por que la corriente de aire se proporciona mediante ventiladores centrífugos y se insufla a través de toberas dirigidas hacia la superficie lateral de la estructura de chapa.
5. Procedimiento según la reivindicación 1, caracterizado por que a continuación del escurrido de la estructura de chapa y antes de la fase de polimerización de la pintura, se somete a dicha estructura a una fase de precalentado, a temperaturas comprendidas entre 70 y 90º C.
6. Instalación para el pintado de estructuras de chapa, que comprende:
-una cuba contenedora de una emulsión de agua y partículas de pintura en suspensión, a través de la que se hace pasar la estructura a pintar;
- una instalación de lavado, para la estructura metálica pintada; -una zona de escurrido, dotada de medios de basculación de la estructura metálica: -un horno en el que se somete la estructura de chapa a temperaturas de
polimerización de la pintura;
caracterizada por que entre la instalación de lavado y el horno de polimerización de la pintura va dispuesto un túnel de presecado para la estructura de chapa, mediante corriente de aire caliente.
6. Instalación según la reivindicación 5, caracterizada por que el túnel de presecado va dispuesto entre la instalación de lavado y la zona de escurrido.
7. Instalación según la reivindicación 5, caracterizada por que el túnel de presecado está dotado de ventiladores para el suministro de aire, medios de calentamiento del aire y toberas para dirigir la corriente de aire hacia la estructura de chapa.
8. Instalación según la reivindicación 5, caracterizada por que los ventiladores disponen de intercambiadores de calor y doble etapa de filtrado.
9´9 6
13
Fig.º1
Patentes similares o relacionadas:
Estabilizador y composiciones de recubrimiento del mismo, del 6 de Mayo de 2020, de SWIMC LLC: Composición de recubrimiento que comprende: una dispersión termoplástica; y un estabilizador funcionalizado con grupos epoxi que comprende al menos un grupo final epoxi […]
Tratamiento con aminoalcohol para revestimientos de conversión sol-gel, sustratos que incluyen los mismos y métodos para preparar los sustratos, del 8 de Abril de 2020, de PRC-DESOTO INTERNATIONAL, INC.: Un artículo, que comprende: un sustrato; un revestimiento de conversión sol-gel sobre al menos una parte del sustrato; una capa de […]
Procedimiento de pintado, del 1 de Abril de 2020, de DURR SYSTEMS GMBH: Procedimiento de pintado para pintar un componente , concretamente una carrocería de un vehículo de motor , con las etapas siguientes: […]
Procedimiento de revestimiento de una superficie metálica por una capa híbrida, del 1 de Abril de 2020, de CENTRE DE RECHERCHES METALLURGIQUES ASBL - CENTRUM VOOR RESEARCH IN DE METALLURGIE VZW: Procedimiento para revestir un sustrato metálico de forma simple o compleja, estático o en movimiento, mediante una capa de revestimiento híbrida […]
Chapa de metal revestida, procedimiento para su producción y uso, y material de construcción para exteriores, del 26 de Febrero de 2020, de NIPPON STEEL NISSHIN CO., LTD: Una chapa de metal revestida que comprende: una chapa de metal, y una película de revestimiento superior dispuesta sobre la chapa de […]
Un material de construcción para exteriores y un procedimiento de producción del mismo, del 5 de Febrero de 2020, de NIPPON STEEL NISSHIN CO., LTD: Un material de construcción para exteriores que comprende una chapa metálica revestida, en la que la chapa metálica revestida comprende: una chapa metálica; y […]
Artículo culinario que comprende un recubrimiento a base de resina fluorocarbonada y de óxido de tierra rara y procedimiento de fabricación de este artículo, del 5 de Febrero de 2020, de SEB S.A.: Artículo culinario que comprende un soporte que tiene una cara interna que puede recibir los alimentos y una cara externa destinada a ser dispuesta hacia una fuente de […]
Métodos y composiciones para recubrir sustratos, del 1 de Enero de 2020, de PPG INDUSTRIES OHIO, INC.: Un método de aplicación de un recubrimiento multicapa a un sustrato, que comprende: (a) aplicar una composición de capa base que contiene pigmento […]