PROCEDIMIENTO DE CONTROL DE APERTURA Y DE CIERRE DE UN MOLDE DE SOPLADO Y DISPOSITIVO DE SOPLADO DISPUESTO PARA SU PUESTA EN PRACTICA.
Procedimiento para controlar, en un dispositivo de moldeo rotativo de tipo carrusel que se desplaza según un sentido (20) de rotación,
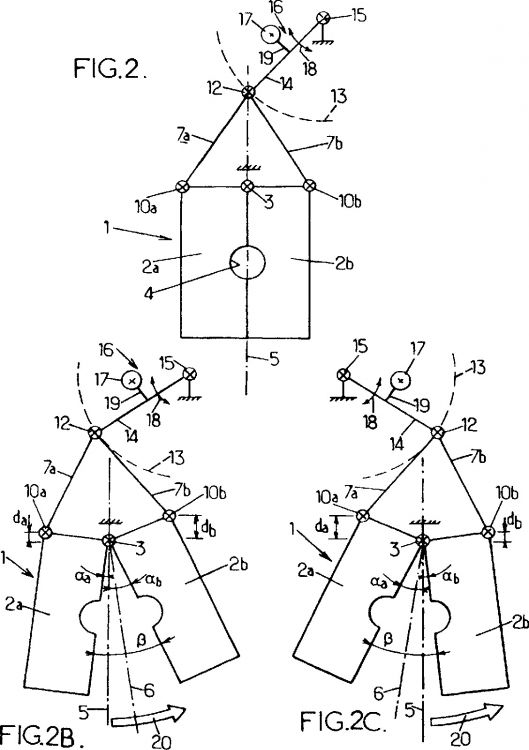
la apertura y el cierre de un molde de soplado de tipo molde articulado para la fabricación de recipientes de material termoplástico, concretamente PET, por soplado o estirado por soplado de piezas en bruto calentadas, comprendiendo dicho molde (1) al menos dos semimoldes (2a, 2b) que pueden separarse uno del otro mediante rotación alrededor de un eje (3) común fijo de articulación de manera asimétrica a ambos lados de su plano (5) de unión, controlándose los dos semimoldes (2a, 2b) de manera conjunta por medio de dos bielas (7a, 7b) respectivas sensiblemente de la misma longitud y que tienen primeros extremos acoplados en rotación mediante uniones (10a, 10b) a los semimoldes (2a, 2b) respectivos y segundos extremos acoplados entre sí en rotación sobre un eje (12) común desplazable,
caracterizado porque dicho eje (12) común puede desplazarse según una trayectoria (13) inclinada con respecto al plano (5) de unión, estando la inclinación de la trayectoria (13) en relación con la asimetría de apertura de los dos semimoldes (2a, 2b) a ambos lados del plano (5) de unión
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08102501.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE,76930 OCTEVILLE SUR MER.
Inventor/es: LEGALLAIS,STEPHANE.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Febrero de 2006.
Fecha Concesión Europea: 7 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C49/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de apertura, cierre o apriete.
Clasificación PCT:
- B29C49/56 B29C 49/00 […] › Medios de apertura, cierre o apriete.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de control de apertura y de cierre de un molde de soplado y dispositivo de soplado dispuesto para su puesta en práctica.
Sector de la técnica
La presente invención se refiere a perfeccionamientos aportados en el campo del moldeo de recipientes de material termoplástico, concretamente PET, mediante soplado o estirado por soplado de piezas en bruto calentadas en un dispositivo de moldeo que comprende al menos un molde de soplado del tipo molde articulado con al menos dos semimoldes que pueden separarse uno del otro mediante rotación alrededor de un eje común de articulación por la acción de medios de accionamiento.
Estado de la técnica
En los dispositivos de moldeo utilizados en la actualidad, los dos semimoldes se abren de forma sensiblemente simétrica a ambos lados del plano de unión, solución que, en el plano tecnológico, es fácil de poner en práctica. Por su parte, se disponen medios de introducción o de carga destinados a introducir una pieza en bruto en el molde y medios de extracción destinados a extraer un recipiente moldeado fuera del molde, de manera que el desplazamiento de la pinza de prensión, en ambos casos, se efectúa aproximadamente en el plano de unión del molde, en el molde, o en la proximidad inmediata de éste.
Por lo demás, es habitual que el dispositivo de moldeo se disponga en forma de un dispositivo rotativo de tipo carrusel, equipado, en general, con una pluralidad de moldes distribuidos por su periferia, siendo los planos de unión de estos moldes sensiblemente radiales. Por su parte, los medios de introducción y los medios de extracción se disponen en forma de ruedas de transferencia rotativas dotadas de pinzas de prensión soportadas por brazos aproximadamente radiales. El tiempo necesario para que los medios de introducción introduzcan radialmente la pieza en bruto en el molde, o para que los medios de extracción extraigan radialmente el recipiente fuera del molde, necesita que cada pinza de prensión acompañe al molde en una parte de la trayectoria rotativa de éste, con un movimiento complementario con una componente radial de la pinza de prensión para penetrar en el molde, respectivamente salir del molde, debiendo estos desplazamientos tener lugar sin interferencia física entre los bordes de los semimoldes y las pinzas de prensión, la pieza en bruto o respectivamente el recipiente.
Resulta así una disposición relativamente compleja de los medios de introducción y de los medios de extracción que se presentan en forma de ruedas de transferencia equipadas con brazos de soporte de las pinzas de prensión a las que se confiere un doble movimiento de pivotado y radial, aunque a las pinzas de prensión, por su parte, se les puede conferir un movimiento de pivotado en el extremo de su brazo de soporte. Estos movimientos combinados se obtienen de forma mecánica por conjuntos complejos de rodillos que actúan conjuntamente con levas fijas, lo que conlleva un volumen ocupado importante del entorno del carrusel rotativo. Además, estos conjuntos son el foco de fricciones mecá-nicas importantes así como de fenómenos de rebote, que limitan la velocidad de funcionamiento de las instalaciones.
Recientemente, se han propuesto estructuras simplificadas, que consisten en una disposición de brazo de soporte y de pinza de una sola pieza y a la que se confiere un único movimiento de pivotado, lo que conduce a una simplificación considerable de los controles y a una reducción notable del volumen ocupado en las inmediaciones del carrusel giratorio, permitiendo así velocidades de funcionamiento sensiblemente aumentadas. No obstante, esta simplificación sólo ha podido obtenerse a cambio de una desalineación, si bien pequeña, sin embargo muy real, del eje de la pieza en bruto o del recipiente y del plano de unión del molde al principio de la introducción, respectivamente al final en la extracción. En otras palabras, los movimientos de la pinza de prensión durante la introducción de la pieza en bruto y durante la extracción del recipiente se efectúan ahora según arcos de círculo, y ya no de forma estrictamente radial. Puede resultar así, al menos en determinadas configuraciones de puesta en práctica, el riesgo de una interferencia física entre el borde de uno de los semimoldes y la pinza de prensión y/o la pieza en bruto, respectivamente el recipiente.
En efecto, una solución habría podido consistir en aumentar el ángulo de apertura de los moldes con respecto a lo que se ha realizado. No obstante, una solución de este tipo no puede ser satisfactoria por al menos dos motivos.
Un primer motivo reside en el hecho de que abrir un molde con un ángulo aumentado conlleva un aumento del tiempo necesario para las etapas de apertura y de cierre del molde, lo que va en contra de las exigencias actuales de los usuarios que requieren tiempos cada vez más reducidos con el fin de aumentar las cadencias.
Otro motivo reside en el hecho de que un ángulo aumentado de apertura de los moldes necesita un espacio disponible mayor y, por tanto, una separación mayor de los moldes distribuidos por la periferia del carrusel. Esto no podría obtener más que aumentando el diámetro del carrusel, y por tanto, su inercia, lo que, aun así, iría en contra de las exigencias actuales de los usuarios que requieren máquinas que ocupen cada vez menos espacio y cadencias cada vez más elevadas. Además, un carrusel de diámetro mayor seria más costoso.
El documento US 4 313 720 muestra, en su figura 1, una disposición de máquina giratoria equipada con moldes de soplado del tipo moldes articulados de apertura asimétrica con respecto al plano de unión dirigido de manera sensiblemente radial.
El documento FR 27 37 436 muestra, en su figura 1, una disposición de dispositivo de moldeo con molde articulado único de apertura simétrica con respecto al plano de unión.
Objeto de la invención
La presente invención tiene por objeto proponer soluciones adecuadas para evitar tales interferencias físicas, consistiendo al mismo tiempo en estructuras simples, con una puesta en práctica poco compleja, y por tanto, sensiblemente poco costosas, capaces de permitir un aumento de las cadencias de funcionamiento.
Con este fin, según un primer aspecto, la invención propone un procedimiento para controlar, en un dispositivo de moldeo rotativo de tipo carrusel que se desplaza según un sentido de rotación, la apertura y el cierre de un molde de soplado de tipo molde articulado para la fabricación de recipientes de material termoplástico, concretamente PET, mediante soplado o estirado por soplado de piezas en bruto calentadas, tal como se menciona en el preámbulo de la reivindicación 1, procedimiento que se caracteriza según la invención por las disposiciones enunciadas en la parte caracterizadora de la reivindicación 1.
Gracias a esta disposición, el semimolde más abierto deja un paso más grande para la introducción de un elemento auxiliar, tal como una pinza de prensión, en el molde, aunque, como se verá claramente más adelante, los medios de realización son simples. En otras palabras, la solución propuesta por la invención consiste en hacer pivotar el plano de simetría del molde de manera que acompañe, hasta donde sea posible, a los medios asociados al molde para llevar la pieza en bruto o retirar el recipiente moldeado de forma que éstos se desplacen aproximadamente según este plano de simetría, y ya no según el plano de unión del molde que, en esta configuración, ya no coincide con el plano de simetría salvo en la posición de cierre del molde.
Hay que resaltar que, en el contexto de la invención, es posible conservar el ángulo de apertura habitual del molde, en otras palabras, por una parte, no modificar el tiempo necesario en las operaciones de apertura y de cierre del molde de modo que la cadencia de funcionamiento no se vea afectada desfavorablemente y, por otro lado, no modificar el volumen ocupado necesario para la apertura, ya que de hecho, un semimolde se encuentra más desplazado y el otro menos que en el caso de las soluciones conocidas hasta ahora. Por otra parte, la posibilidad que se ofrece de poner en práctica medios de desplazamiento de las piezas en bruto/recipientes de un tipo simplificado en combinación con el proceso de apertura asimétrica del molde permite un aumento de las cadencias.
Por lo demás, la solución propuesta según la invención es notablemente interesante por el hecho de que se conservan, en parte, los medios de accionamiento previstos en los dispositivos de moldeo actuales, de que los moldes no se ven afectados por la puesta en práctica...
Reivindicaciones:
1. Procedimiento para controlar, en un dispositivo de moldeo rotativo de tipo carrusel que se desplaza según un sentido (20) de rotación, la apertura y el cierre de un molde de soplado de tipo molde articulado para la fabricación de recipientes de material termoplástico, concretamente PET, por soplado o estirado por soplado de piezas en bruto calentadas, comprendiendo dicho molde (1) al menos dos semimoldes (2a, 2b) que pueden separarse uno del otro mediante rotación alrededor de un eje (3) común fijo de articulación de manera asimétrica a ambos lados de su plano (5) de unión, controlándose los dos semimoldes (2a, 2b) de manera conjunta por medio de dos bielas (7a, 7b) respectivas sensiblemente de la misma longitud y que tienen primeros extremos acoplados en rotación mediante uniones (10a, 10b) a los semimoldes (2a, 2b) respectivos y segundos extremos acoplados entre sí en rotación sobre un eje (12) común desplazable,
caracterizado porque dicho eje (12) común puede desplazarse según una trayectoria (13) inclinada con respecto al plano (5) de unión, estando la inclinación de la trayectoria (13) en relación con la asimetría de apertura de los dos semimoldes (2a, 2b) a ambos lados del plano (5) de unión.
2. Procedimiento según la reivindicación 1, extendiéndose el plano (5) de unión del molde sensiblemente según un radio del dispositivo de moldeo, caracterizado porque el semimolde trasero (considerado en el sentido (20) de rotación del dispositivo de moldeo) tiene una amplitud angular de apertura, con respecto al plano (5) de unión, que es superior a la del semimolde delantero.
3. Procedimiento según la reivindicación 1, extendiéndose el plano (5) de unión del molde sensiblemente según un radio del dispositivo de moldeo, caracterizado porque el semimolde delantero (considerado en el sentido (20) de rotación del dispositivo de moldeo) tiene una amplitud angular de apertura, con respecto al plano de unión, que es superior a la del semimolde trasero.
4. Dispositivo de moldeo rotativo de tipo carrusel que se desplaza según un sentido (20) de rotación para la fabricación de recipientes de material termoplástico, concretamente PET, por soplado o estirado por soplado de piezas en bruto calentadas, comprendiendo dicho dispositivo de moldeo al menos un molde (1) de soplado del tipo molde articulado con al menos dos semimoldes (2a, 2b) que pueden separarse uno del otro mediante rotación alrededor de un eje (12) común de articulación por la acción de medios de accionamiento que se disponen de tal manera que los dos semimoldes tienen ángulos (aa, ab) respectivos de apertura a ambos lados del plano (5) de unión del molde (1) que no son iguales, medios de accionamiento que comprenden dos bielas (7a, 7b) que tienen sensiblemente la misma longitud y que tienen primeros extremos respectivos conectados en rotación mediante uniones (10a, 10b) respectivamente a los dos semimoldes (2a, 2b) y segundos extremos opuestos conectados en rotación sobre un eje (12) común, estando los medios (16) de control asociados funcionalmente a dicho eje (12) común para desplazarlo, estando dispuesto dicho dispositivo de moldeo para la puesta en práctica del procedimiento según una cualquiera de las reivindicaciones 1 a 3,
caracterizado porque dichos medios (16) de control del eje (12) común están dispuestos para accionar dicho eje común en una trayectoria (13) que se extiende aproximadamente de manera transversal al plano (5) de unión e inclinada con respecto al mismo, estando la inclinación de esta trayectoria en relación con la asimetría de apertura de los dos semimoldes (2a, 2b) respectivos.
5. Dispositivo de moldeo según la reivindicación 4, caracterizado porque los medios (16) de control comprenden un brazo (14) de accionamiento de extensión aproximadamente transversal al plano (5) de unión, pero inclinada con respecto al mismo, y porque este brazo (14) de accionamiento tiene un primer extremo articulado sobre un eje (15) fijo y un segundo extremo opuesto articulado sobre dicho eje (12) común de dichas bielas (7a, 7b).
6. Dispositivo de moldeo según la reivindicación 4 ó 5, extendiéndose el plano (5) de unión del molde (1) de manera sensiblemente radial, caracterizado porque es el semimolde trasero (considerado en el sentido (20) de rotación del carrusel) el que tiene un ángulo de apertura, con respecto al plano de unión, que es superior al del otro semimolde.
7. Dispositivo de moldeo según la reivindicación 4 ó 5, extendiéndose el plano (5) de unión del molde (1) de manera sensiblemente radial, caracterizado porque es el semimolde delantero (considerado en el sentido (20) de rotación del carrusel) el que tiene un ángulo de apertura, con respecto al plano de unión, que es superior al del otro semimolde.
Patentes similares o relacionadas:
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
Dispositivo de moldeo para recipientes de material termoplástico, del 12 de Febrero de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Una máquina de soplado rotativa para recipientes de material termoplástico, adaptada para rotar en torno a un eje de rotación (Z), que comprende una […]
Dispositivo para moldeo por soplado de recipientes, del 1 de Enero de 2020, de Sacmi Imola S.C: Un dispositivo de moldeo por soplado de recipientes, que está provisto de un bastidor de soporte para al menos una estación para moldear preformas por […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Dispositivo de soplado de recipientes, del 9 de Octubre de 2019, de SERAC GROUP: Dispositivo de soplado de recipientes, que consta de un armazón y una plataforma montada para pivotar sobre el armazón alrededor de un eje […]
Máquina para el moldeo por soplado o por soplado y estiramiento de botellas de material polimérico, del 24 de Abril de 2019, de SMI S.P.A.: Una máquina para el moldeo por soplado o por soplado y estiramiento de botellas o contenedores de material polimérico, que tiene una pluralidad de unidades […]
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma, del 11 de Abril de 2018, de NISSEI ASB MACHINE CO., LTD.: Una unidad de moldeo por soplado que comprende: un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de […]
Molde de soplado para el soplado de recipientes de material termoplástico, del 4 de Abril de 2018, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos semimoldes con un dispositivo de apertura y cierre cíclicos que […]