Parte moldeada y procedimiento para la producción de la parte moldeada.
Parte moldeada (1) como lugar de conexión, en particular, entre un proyectil y un manguito combustible que contiene preferentemente una propulsión,
en donde la parte moldeada (1) en una región predefinida (2) o una zona parcial predefinida presenta un fieltro (3) con un material energético (4) y un material inerte (5) en una forma de construcción por capas y las zonas relevantes para la seguridad en la región de los lugares de contacto se mantienen completamente inertes.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/010676.
Solicitante: NITROCHEMIE ASCHAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LIEBIGSTRASSE 17 84544 ASCHAU AM INN ALEMANIA.
Inventor/es: LEBACHER,WALTER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F42B5/192 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F42 MUNICIONES; VOLADURA. › F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D). › F42B 5/00 Municiones en cartucho, p. ej. cargas propulsivas sin proyectil (municiones para escopetas de caza F42B 7/00; municiones para entrenamiento o instrucción F42B 8/00; proyectiles para municiones en cartucho F42B 12/00, F42B 14/00, F42B 15/00). › Vainas caracterizadas por el material utilizado.
PDF original: ES-2461767_T3.pdf
Fragmento de la descripción:
Parte moldeada y procedimiento para la producción de la parte moldeada Por el documento DE 30 08 996 A se conoce un procedimiento para producir partes moldeadas de municiones combustibles con inserciones de tejido de refuerzo. Estas inserciones de tejido de refuerzo se incorporan adicionalmente en el fieltro en bruto. La incorporación se realiza de tal manera que al alimentar una tira de tejido al fieltro en bruto que se está formando, esta última se introduce de manera giratoria en forma de espiral. Dependiendo del momento de la introducción del tejido y la longitud de la tira de tejido incorporada se hace posible incorporar esta última ya sea de manera uniforme sobre el grosor total del fieltro en bruto o bien solamente en su superficie externa o interna o en el centro del fieltro en bruto. Del mismo modo existe la posibilidad de incorporar la inserción de tejido sobre la longitud total o secciones de los fieltros en bruto.
El documento EP 0 248 978 A se refiere a un manguito de carga propulsora con un manguito de un material no tejido basado en nitrocelulosa. Aquí, en la zona de secciones de forma angulada en sección transversal o que rodean una perforación del manguito se incorpora o se fija en el manguito un refuerzo de metal o plástico. El refuerzo posee a su vez una configuración que no altera la combustión sin residuos del material no tejido, pero que permite absorber mejor las cargas mecánicas.
Ciertas partes de un cartucho, en particular, con manguito combustible, están hechas a partir de un material inerte. De este modo, semejantes materiales inertes están previstos en los lugares de conexión entre la propulsión y el proyectil.
Para la selección de un material libre de explosivos son decisivas dos razones. De este modo, se ha demostrado la resistencia de la pieza moldeada no combustible en combinación con los adhesivos usados en la parte posterior del proyectil a ser fijado. Sin embargo, es mucho más importante que el material inerte sea difícilmente combustible.
Las piezas moldeadas inertes no combustibles tienen que eliminarse de manera erosiva a través de la acción mecánica de los cuerpos de pólvora de la carga de propulsión y los gases calientes. Esto significa que las partes de conexión correspondientes, las cuales en los cartuchos de 120 mm se conocen como tapas de cartucho, al disparar deben desintegrarse y/o debilitarse por erosión de tal manera que sólo queden fragmentos.
Esto ocurre por lo general cuando aumenta la presión y se forman gases calientes en el espacio de carga. Las partes desintegradas se evacuan entonces con la corriente de gas fuera del espacio de carga y fuera del cañón del arma. Sin embargo, la acción de los gases de combustión no siempre es suficiente, de manera que es posible que restos más grandes y, en particular, más gruesos, puedan quedar en el espacio de carga como residuos o puedan adherirse en la pieza cónica entre el espacio de carga y el cañón. Por el contrario, el uso adicional de polietanos en las partes moldeadas para formar una resistencia correspondiente actúa en detrimento de los mecanismos de eliminación deseados.
Sin embargo, un problema adicional se deriva del hecho de que en un recipiente de municiones y en el área de provisiones de un arma, el cartucho en este lugar de conexión está en contacto directo con los dispositivos de sujeción o similares. En las condiciones de la manipulación relativamente ruda de cartuchos pesados y cargas ambientales adicionales, la vibración y las cargas mecánicas relacionadas con esta última en estos lugares pueden formar una posible fuente de riesgos para la función del cartucho en el espacio de carga del arma. Esto tiene como consecuencia que se vea afectada la función del arma y la seguridad, puesto que en ciertas circunstancias ya no se puede cargar el siguiente cartucho o las partículas residuales incandescentes de la tapa del cartucho podrían provocar la ignición de manera demasiado temprana del siguiente cartucho.
A partir del documento DE 30 08 996 A, la invención tiene como objetivo eliminar los problemas antes mencionados, en particular, para aumentar así la seguridad del arma.
Este objetivo se logra a través de las características de la reivindicación 1. En las reivindicaciones dependientes se describen configuraciones ventajosas. La reivindicación 5 describe un procedimiento para producir semejante pieza moldeada.
La invención se basa en la idea de reducir el porcentaje del material inerte, en particular, en la zona de conexión o en el lugar de conexión entre la propulsión y el proyectil hasta un nivel mínimo necesario. Para este propósito está previsto realizar estas piezas moldeadas en una así denominada forma de construcción por capas, lo que se puede realizar en el proceso de formación de fieltro.
Esto significa que la masa del material inerte se reduce a la cantidad necesaria para la resistencia, en donde no se debe modificar la geometría del cartucho propiamente dicho.
En el interior del cartucho se mejora claramente la acción de los gases calientes y las propiedades de balística interna se pueden adaptar al concepto general. Las zonas relevantes para la seguridad se mantienen completamente inertes en la región de los lugares de contacto. Las superficies internas a ser erosionadas son accesibles para los gases de combustión con mayor rapidez y de manera más sencilla. Las partes residuales todavía presentes son reducidas y, por consiguiente, pueden ser lavadas con mayor facilidad por la corriente de gas.
Para este propósito, en zonas definidas con exactitud de las partes moldeadas, se incorpora un material de fibras energéticas, preferentemente nitrocelulosa. Estas zonas se construyen solamente en el lado de la parte moldeada orientado hacia la pólvora de la carga de propulsión. Sin embargo, se mantienen completamente inertes todas las regiones relevantes para la seguridad, tales como los lugares de contacto con el soporte en el recipiente de municiones, superficies de apoyo en el búnker de torre, conexiones de partes de proyectil, etc.
A través de esta solución se tiene en cuenta también para los desarrollos futuros que en las municiones de alta capacidad se usarán propulsiones con mayor capacidad. Es decir, aquí existe el problema reconocible en cuanto a que los aditivos adicionales con características que disminuyen la erosión para proteger el cañón desde un punto de vista de balística interna podrían dificultar la evacuación de las tapas inertes de los cartuchos.
En las zonas definidas se usa una forma de construcción por capas. Esto permite adaptar la profundidad de capa, la superficie y la formulación de la pieza moldeada a la pólvora de la carga de propulsión usada en un concepto general.
La erosión de la superficie en el espacio de la carga de propulsión se refuerza a través de los gases calientes al disparar en el lado interno de la parte moldeada. La cantidad residual sobrante de material inerte se desintegra con mayor facilidad y de manera más completa. Se reduce claramente el tamaño y la masa de las partes residuales y estas últimas pueden ser evacuadas con mayor facilidad por la corriente de gas fuera del espacio de carga.
En relación con la elaboración y la conexión de los componentes individuales para la propulsión y el proyectil se abren nuevos caminos y los mismos pueden ser sustituidos por versiones nuevas.
Esta forma de sándwich se realiza en el proceso de inundación a través de diferentes deposiciones de las pulpas. Semejante instalación se divide de manera conocida en cámaras de inundación. Solamente en las cámaras en las que se debe realizar también un recubrimiento inerte se agrega esta formulación inerte.
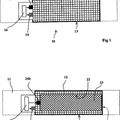
La invención será descrita de manera más detallada haciendo referencia a un ejemplo de realización con un dibujo. La única figura muestra una representación de una sección de una parte moldeada 1 que en una región predefinida 2 o una zona parcial predefinida presenta un fieltro 3 con un material energético 4 y un material inerte 5.
A este respecto, en el proceso de formación de fieltro está previsto en la región previamente definida 2 aplicar un fieltro 3 con una formulación energética. Si se ha aplicado la masa requerida de material de fibras 3 se realiza la liberación de la superficie de succión completa y se produce la forma definitiva del fieltro en bruto. Para la segunda etapa del proceso de selecciona una formulación inerte.
Para este propósito se usa, por ejemplo, una instalación de dos cabezales con un formador de fieltro por inmersión y un control de zonas de fieltro. La formación del fieltro se realiza al vacío y con un control del tiempo. La concentración de la pulpa se... [Seguir leyendo]
Reivindicaciones:
1. Parte moldeada (1) como lugar de conexión, en particular, entre un proyectil y un manguito combustible que contiene preferentemente una propulsión, en donde la parte moldeada (1) en una región predefinida (2) o una zona parcial predefinida presenta un fieltro (3) con un material energético (4) y un material inerte (5) en una forma de construcción por capas y las zonas relevantes para la seguridad en la región de los lugares de contacto se mantienen completamente inertes.
2. Parte moldeada de acuerdo con la reivindicación 1, caracterizada porque en la zona definida con exactitud (2) de las partes moldeadas (1) se incorpora un material de fibras energéticas (4) , preferentemente nitrocelulosa.
3. Parte moldeada de acuerdo con la reivindicación 1 o 2, caracterizada porque estas zonas (2) se erigen 10 solamente en el lado de la parte moldeada orientado hacia la pólvora de la carga de propulsión.
4. Parte moldeada de acuerdo con una de las reivindicaciones 1 a 3, caracterizada porque las regiones relevantes para la seguridad son lugares de contacto con el soporte en el recipiente de municiones, superficies de apoyo en el búnker de torre, conexiones de partes de proyectil.
5. Parte moldeada de acuerdo con una de las reivindicaciones 1 a 4, caracterizada porque la masa del material
inerte (5) se reduce hasta la cantidad necesaria para la resistencia y no se modifica la geometría del cartucho propiamente dicho.
6. Parte moldeada de acuerdo con una de las reivindicaciones 1 a 5, caracterizada porque como material inerte (5) está previsto un material libre de nitrocelulosa, tal como por ejemplo celulosa y pulpa de madera y como material básico energético (4) está previsto un material que contiene nitrocelulosa.
7. Parte moldeada de acuerdo con una de las reivindicaciones 1 a 6, caracterizada porque la parte moldeada (1) es una tapa de cartucho que se puede construir con diferente material interno combustible y externo inerte.
8. Procedimiento para producir una parte moldeada de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque en el proceso de formación de fieltro sobre una región definida previamente (2) se forma un fieltro (3) a partir de un material energético (4) y luego, cuando se ha aplicado la masa necesaria de material de fibras (4) se selecciona para la segunda etapa del proceso un material inerte (5) que se aplica sobre el material energético (4) .
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque se adapta la profundidad de capa, la superficie y la formulación de la parte moldeada (1) a la pólvora de la carga de propulsión usada en un concepto general.
10. Procedimiento de acuerdo con la reivindicación 8 o 9, caracterizado por el uso de una instalación de dos 30 cabezales con formador de fieltro por inmersión y control de zonas de fieltro.
11. Procedimiento de acuerdo con una de las reivindicaciones 8 a 10, caracterizado porque la forma de sándwich se realiza en el proceso de inundación a través de diferentes deposiciones de las pulpas.
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque solamente en las cámaras en donde se debe producir también un recubrimiento inerte se agrega esta formulación inerte.
FIGURA 1
Patentes similares o relacionadas:
 MUNICION O COMPONENTE DE MUNICION QUE COMPRENDE UN MATERIAL ENERGETICO ESTRUCTURAL, del 2 de Septiembre de 2010, de GIAT INDUSTRIES: Munición o componente de munición que comprende una carga útil asociada a una estructura portadora de la carga útil, realizándose por lo menos una […]
MUNICION O COMPONENTE DE MUNICION QUE COMPRENDE UN MATERIAL ENERGETICO ESTRUCTURAL, del 2 de Septiembre de 2010, de GIAT INDUSTRIES: Munición o componente de munición que comprende una carga útil asociada a una estructura portadora de la carga útil, realizándose por lo menos una […]
CUERPO DEVANADO COMO CASQUILLO PARA MUNICION., del 16 de Agosto de 2006, de DYNAMIT NOBEL GMBH EXPLOSIVSTOFF- UND SYSTEMTECHNIK: Casquillo para una munición, en el cual la pared del casquillo se compone de un cuerpo devanado combustible o degradable, estando devanado el cuerpo devanado preferentemente […]
PROYECTIL MEJORADO., del 1 de Julio de 1995, de RUIZ RODRIGUEZ, PEDRO: PROYECTIL MEJORADO, DEL TIPO FORMADO POR UNA BALA, UNA VAINA Y UNA CARGA EXPLOSIVA, EN EL QUE LA VAINA PRESENTA UN CUERPO GENERAL CILINDRICO […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CARTUCHO Y CARTUCHO CON UN PROYECTIL CON JAULA PROPULSORA FABRICADO SEGÚN ESTE PROCEDIMIENTO, del 16 de Febrero de 2012, de RHEINMETALL WAFFE MUNITION GMBH: Procedimiento para la fabricación de un cartucho con un proyectil y un casquillo combustible para carga propulsora , así como una tapa del casquillo […]