Método de soldadura por arco eléctrico con protección de gas con multielectrodos orientados con ángulos particulares.
Un método de soldadura por arco eléctrico protegida con gas de multielectrodo para un listón entre una placainferior (1) colocada horizontalmente y una placa vertical (2) colocada perpendicularmente sobre la placa inferior (1),
donde un electrodo delantero y un electrodo trasero están cada uno formado por un alambre de núcleo fundentepara soldadura de arco eléctrico protegida con gas,
donde se fija una distancia de electrodo entre el electrodo delantero y el electrodo trasero de 20 a 35 mm,caracterizado por que se proporciona un alambre de relleno entre el electrodo delantero y el electrodo trasero acontinuación del electrodo delantero, donde las variables L, T, F, X, Y, α, β y γ cumplen las siguientes expresiones:**Fórmula**
donde L representa un ángulo horizontal del electrodo delantero entre el electrodo delantero y una direcciónhorizontal, T representa un ángulo horizontal del electrodo trasero entre el electrodo trasero y la dirección horizontal,X representa la parte mas grande de L y T, Y representa la parte más pequeña de L y T, F representa un ángulo desoplete de alambre de relleno entre el alambre de relleno y la dirección horizontal, α representa un ángulo deretroceso del electrodo delantero donde un extremo delantero del electrodo delantero apunta hacia atrás en ladirección de soldadura en vista en planta, β representa un ángulo de avance de electrodo trasero donde un extremodelantero del electrodo trasero apunta hacia adelante en la dirección de soldadura en vista en planta, γ representaun ángulo de avance o retroceso de soplete de alambre de relleno donde un extremo delantero del alambre derelleno apunta hacia adelante o hacia atrás en la dirección de soldadura en vista en planta y que está formado entreel alambre de relleno y una dirección perpendicular a la dirección de soldadura, siendo el ángulo γ de avance oretroceso de soplete de alambre de relleno uno de un ángulo negativo que sirve como ángulo de retroceso en ladirección de soldadura o un ángulo positivo que sirve como ángulo de avance en la dirección de soldadura, y donde una posición diana del alambre de relleno está dentro del intervalo entre un extremo inferior de la placavertical (2) y una posición a una altura desde el extremo inferior, obteniéndose la altura restando 2 mm a partir de lalongitud de pata superior.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09014894.
Solicitante: KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.).
Nacionalidad solicitante: Japón.
Dirección: 10-26 Wakinohama-cho 2-chome Chuo-ku Kobe-shi Hyogo 651-8585 JAPON.
Inventor/es: ITO,KAZUHIKO, NAGAOKA,SHIGEO, ARITA,HIROSHI, EHARA,SUSUMU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Soldadura de juntas continuas; Soportes; Piezas insertadas.
- B23K9/173 B23K 9/00 […] › y un electrodo consumible.
PDF original: ES-2423284_T3.pdf
Fragmento de la descripción:
Método de soldadura por arco eléctrico con protección de gas con multielectrodos orientados con ángulos particulares La presente invención se refiere a un método de soldadura por arco eléctrico protegida con gas de multielectrodo de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento JP 8/309582) , que usa un alambre de núcleo fundente, y más particularmente, a una soldadura por arco eléctrico protegida con gas que proporciona un alambre de relleno entre electrodos múltiples en soldadura de baño único de multielectrodo en la cual se forma un baño de masa fundida por medio de electrodos múltiples.
Para mejorar la eficiencia de la soldadura ortogonal horizontal en la construcción de barcos y la construcción de puentes, hasta ahora se ha adoptado soldadura de baño único en un método de soldadura por arco eléctrico protegida con gas de multielectrodo. En la estructura actual, no obstante, la uniformidad y la estabilidad del baño de masa fundida que resultan importantes para la soldadura se ven afectados por varias alteraciones, por ejemplo (a) las fluctuaciones de corriente y voltaje de la planta. Como resultado de ello, el arco eléctrico se vuelve inestable, aparece con frecuencia el metalizado por bombardeo, empeoran la forma del cordón, el aspecto y la uniformidad y surgen defectos de soldadura. Esto aumenta la necesidad de soldadura para corregir. Debido que esta tendencia es particularmente pronunciada a una velocidad de soldadura de aproximadamente 150 a 200 cm/min, incluso cuando se aumenta la velocidad de soldadura, la relación de corrección aumenta. Como resultado de ello, el número de horas de mano de obra de soldadura aumenta sustancialmente.
Por consiguiente, la presente solicitud ha propuesto un método de soldadura por arco eléctrico protegida con gas múltiple donde se usan alambres de núcleo fundente para soldadura por arco eléctrico protegida con gas como electrodo delantero y electrodo trasero, se fija la distancia de electrodo entre los electrodos delantero y trasero en 15 a 50 mm, se inserta un alambre de relleno en un baño de masa fundida entre los electrodos delantero y trasero, y se lleva a cabo la soldadura al tiempo que se hace pasar una corriente positiva (alambre menos) a través del alambre de relleno (Patente Japonesa Nº 3759114) .
En el método de soldadura descrito en la presente publicación, se inserta el alambre de relleno como medio para reducir la interferencia de arco eléctrico provocada entre los electrodos delantero y trasero. Desafortunadamente, la inserción del alambre de relleno aumenta la cantidad de metal de soldadura. Como resultado de ello, el cordón tiende a adoptar una forma convexa.
A la vista de los problemas anteriormente descritos se ha desarrollado la presente invención, y es un objeto de la presente invención proporcionar un método de soldadura de arco eléctrico protegida con gas de multielectrodo donde se inserta un alambre de relleno entre un electrodo delantero y un electrodo trasero y que mejora de forma pronunciada la forma del cordón, reduce la interferencia de arco eléctrico provocada entre los electrodos delantero y trasero, y permite una instalación fácil del equipo.
De acuerdo con la presente invención, se proporciona un método de soldadura por arco eléctrico protegida con gas de multielectrodo de acuerdo con la reivindicación 1.
Preferentemente, el ángulo ! de avance o retroceso del soplete de alambre de relleno es de 0º.
En la presente memoria, la expresión quot;longitud de pata superiorquot; se refiere a una longitud desde la placa inferior hasta un extremo terminal de soldadura, es decir, una longitud de pata hacia arriba, como se muestra en la Figura 1.
En la presente invención, electrodos múltiples incluye no solo dos electrodos, concretamente, el electrodo delantero y el electrodo trasero, sino también tres o más electrodos. En este caso, por ejemplo, el tercer y sucesivos electrodos se pueden colocar detrás del electrodo delantero y del electrodo trasero.
De acuerdo con la presente invención, se ajusta la posición diana del alambre de relleno insertado para reducir la interferencia del arco eléctrico sobre la placa vertical dentro del intervalo entre el extremo inferior de la placa vertical 55 y la posición en la altura (altura de pata superior -2 mm) desde el extremo inferior. Además, se puede minimizar un fenómeno donde el baño de masa fundida cuelga hacia abajo debido a la gravedad, utilizando positivamente un efecto del alambre de relleno para enfriar el baño de masa fundida. Esto mejora en gran medida la forma del cordón.
Cuando se coloca el alambre de relleno en el mismo plano que el electrodo delantero y que el electrodo trasero (el mismo ángulo de soplete) con el fin de obtener el efecto de reducción de interferencia de arco eléctrico del alambre de relleno, el espacio entre el electrodo delantero y el electrodo trasero donde se inserta el alambre de relleno es pequeño, y es difícil instalar el equipo. Por el contrario, en la presente invención, se fija el ángulo F de soplete del alambre de relleno para que sea diferente al ángulo L horizontal de electrodo delantero y al ángulo T horizontal del electrodo trasero. Además, incluso cuando no se coloca el alambre de relleno en el mismo plano que el electrodo 65 delantero y el electrodo trasero, no se aminora el efecto reductor de la interferencia de arco eléctrico. Por este motivo, de acuerdo con la presente invención, es bastante fácil instalar el equipo.
La Figura 1 es una vista frontal esquemática que ilustra un método de soldadura de arco eléctrico protegida con gas de multielectrodo de acuerdo con una realización de la presente invención;
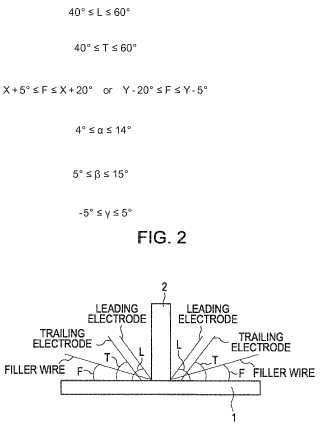
La Figura 2 es una vista frontal esquemática que ilustra el método de soldadura;
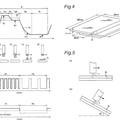
La Figura 3 es una vista en planta esquemática que ilustra el método de soldadura; y
La Figura 4 es una vista frontal esquemática que muestra la forma del cordón.
Se describirá específicamente una realización de la presente invención con referencia a los dibujos adjuntos. Las Figuras 1 y 2 son vistas frontales esquemáticas que ilustran un método de soldadura de arco eléctrico protegida con gas de multielectrodo de acuerdo con la realización de la presente invención, y la Figura 3 es una vista esquemática 10 en planta que ilustra el método de soldadura. La Figura 4 es una vista frontal esquemática que muestra la forma de cordón. En referencia a las figuras, se coloca una placa vertical 2 perpendicularmente a la placa inferior 1 que se extiende horizontalmente. Las partes de las esquinas definidas por medio de la placa inferior 1 y la placa vertical 2 están sometidas a soldadura de arco eléctrico protegida con gas de multielectrodo que usa una pluralidad de alambres de soldadura. Mientras que esta realización adopta un método de soldadura de dos electrodos que usa un 15 electrodo delantero y un electrodo trasero, el número de electrodos no está limitado, y se pueden usar tres o más electrodos. En este caso, se puede colocar el tercer y posterior electrodos detrás del electrodo trasero. En la realización, se proporciona un alambre de relleno al interior de un baño de masa fundida entre el electrodo delantero y el electrodo trasero. Los electrodos delantero y trasero están formados por alambres de núcleo fundente para soldadura por arco eléctrico protegida con gas. Además, el alambre de relleno puede estar formado por un alambre de núcleo fundente.
En este caso, como se muestra en la Figura 3, el electrodo delantero frontal tiene un ángulo de retroceso ∀ tal que su extremo delantero apunta hacia atrás en la dirección de soldadura en vista en planta. El electrodo trasero tiene un ángulo de avance # tal que su extremo delantero apunta hacia adelante en la dirección de soldadura. En vista en 25 planta, un extremo delantero del alambre de relleno apunta hacia detrás o hacia adelante en la dirección de soldadura, o es ortogonal con respecto a la dirección de soldadura. Un ángulo entre el extremo delantero del alambre de relleno y una dirección perpendicular con respecto a la dirección de soldadura es denominado ángulo ! de avance o retroceso del soplete de alambre de relleno (el ángulo de retroceso trasero en la dirección de soldadura es un ángulo negativo y el ángulo de avance frontal en la dirección de soldadura es un ángulo positivo) . En este caso, el electrodo delantero, el electrodo trasero, y el alambre de relleno se fijan para que ∀, # y ! satisfagan las siguientes expresiones:
Como se muestra en la Figura 3, se fija una distancia de electrodo entre el electrodo delantero y el electrodo trasero entre 20 y 35 mm.
Además, como se muestra en la Figura 2,... [Seguir leyendo]
Reivindicaciones:
1. Un método de soldadura por arco eléctrico protegida con gas de multielectrodo para un listón entre una placa inferior (1) colocada horizontalmente y una placa vertical (2) colocada perpendicularmente sobre la placa inferior (1) ,
donde un electrodo delantero y un electrodo trasero están cada uno formado por un alambre de núcleo fundente para soldadura de arco eléctrico protegida con gas, donde se fija una distancia de electrodo entre el electrodo delantero y el electrodo trasero de 20 a 35 mm, caracterizado por que se proporciona un alambre de relleno entre el electrodo delantero y el electrodo trasero a continuación del electrodo delantero, donde las variables L, T, F, X, Y, ∀, # y ! cumplen las siguientes expresiones:
donde L representa un ángulo horizontal del electrodo delantero entre el electrodo delantero y una dirección horizontal, T representa un ángulo horizontal del electrodo trasero entre el electrodo trasero y la dirección horizontal, X representa la parte mas grande de L y T, Y representa la parte más pequeña de L y T, F representa un ángulo de 15 soplete de alambre de relleno entre el alambre de relleno y la dirección horizontal, ∀ representa un ángulo de retroceso del electrodo delantero donde un extremo delantero del electrodo delantero apunta hacia atrás en la dirección de soldadura en vista en planta, # representa un ángulo de avance de electrodo trasero donde un extremo delantero del electrodo trasero apunta hacia adelante en la dirección de soldadura en vista en planta, ! representa un ángulo de avance o retroceso de soplete de alambre de relleno donde un extremo delantero del alambre de relleno apunta hacia adelante o hacia atrás en la dirección de soldadura en vista en planta y que está formado entre el alambre de relleno y una dirección perpendicular a la dirección de soldadura, siendo el ángulo ! de avance o retroceso de soplete de alambre de relleno uno de un ángulo negativo que sirve como ángulo de retroceso en la dirección de soldadura o un ángulo positivo que sirve como ángulo de avance en la dirección de soldadura, y donde una posición diana del alambre de relleno está dentro del intervalo entre un extremo inferior de la placa vertical (2) y una posición a una altura desde el extremo inferior, obteniéndose la altura restando 2 mm a partir de la longitud de pata superior.
2. El método de soldadura por arco eléctrico protegida con gas de multielectrodo de acuerdo con la reivindicación 1,
donde el ángulo ! de avance o retroceso del soplete de alambre de relleno es 0º. 30
Patentes similares o relacionadas:
Sistema y método para proporcionar retroalimentación de la distancia de la punta de contacto a la pieza de trabajo (CTWD) para una realidad aumentada basado en una corriente de salida de soldadura y/o una velocidad de alimentación de alambre en tiempo real, del 3 de Junio de 2020, de LINCOLN GLOBAL, INC.: Método para alertar a un soldador durante un proceso de soldadura realizado mediante un sistema de soldadura si una distancia real de la punta de contacto […]
Dispositivo de alimentación de alambre de soldadura y gas de proceso a un dispositivo de soldadura, del 29 de Abril de 2020, de ALEXANDER BINZEL SCHWEISSTECHNIK GMBH & CO. KG: Dispositivo de alimentación de alambre de soldadura y gas de proceso a un dispositivo de soldadura, que comprende una tobera de alimentación de alambre dotada […]
Dispositivo de soldadura orbital con sistema de acoplamiento de bobina simplificado, del 22 de Abril de 2020, de SPA Pipe Welding Solutions GmbH & Co. KG: Dispositivo de soldadura orbital , que comprende por lo menos una parte de armazón para disponer uno o varios dispositivos funcionales, una región de acoplamiento […]
Procedimiento para la soldadura con gas protector de metal para la reducción de sustancias nocivas, del 20 de Noviembre de 2019, de Linde GmbH: Procedimiento para la soldadura con gas protector de metal, en el que se suministra un material de aportación de soldadura a un soplete para soldar […]
Boquilla para gas y soplete de soldadura de gas protector, del 4 de Septiembre de 2019, de TBI INDUSTRIES GMBH: Boquilla para gas para sopletes de soldadura de gas protector, estando formada la boquilla para gas a partir de un casquillo , presentando la boquilla […]
 Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Conjunto de soldadura para la unión permanente de un primer componente tubular con un segundo componente, del 24 de Julio de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Disposición de soldadura para la unión permanente de un primer componente tubular con un segundo componente a lo largo de una curva de corte […]
Procedimiento de soldadura por arco y fuente de corriente de soldadura para realizar el procedimiento, del 3 de Julio de 2019, de LORCH SCHWEISSTECHNIK GMBH: Procedimiento de soldadura por arco eléctrico, en el que se quema un arco eléctrico entre un electrodo de soldadura consumible suministrado continuamente […]