Método para envasar un producto en un envase con atmósfera protectora obtenido a partir de una película retráctil barrera.
Método para obtener un envase con atmósfera protectora que comprende una etapa de suministro en la que sesuministran unos productos (1,
2) a envasar de manera continua y durante la cual un primer producto (1) se disponeen una posición de envasado (P1) y un segundo producto (2), contiguo al primer producto (1), se dispone en unaposición de pre-envasado (P2), una etapa de envuelta en la que se proporciona una película (4) retráctil barrera demanera continua para envolver los productos (1, 2) a medida que dichos productos (1, 2) son suministrados,generándose un tubo de película (5) en cuyo interior están presentes dichos productos (1, 2), una etapa de inyecciónen la que se inyecta un gas de manera continua a lo largo del tubo de película (5), una etapa de corte en la que sesella y corta el tubo de película (5) en un punto intermedio entre el primer producto (1) y el segundo producto (2)cuando el primer producto (1) y el segundo producto (2) están en la posición de envasado (P1) y en la posición depre-envasado (P2) respectivamente, de tal manera que el primer producto (1) queda envasado dentro de un envaseo bolsa y el segundo producto (2) queda dispuesto dentro del tubo de película (5) cerrado por un extremo,convirtiéndose el segundo producto (1) en el nuevo primer producto (1) cuando el primer producto (1) quedaenvasado dentro del envase, y una etapa de retractilado en la que se retractila el envase con el producto (1) en suinterior, caracterizado porque el método comprende además una etapa de pisado en la que se presiona el primerproducto (1) cuando está en la posición de envasado (P1), una etapa de aspiración que comienza después decomenzar la etapa de pisado y en la que se aspira al menos parte del gas o mezcla aire-gas presente alrededor delprimer producto (1) y al menos parte del gas o mezcla aire-gas presente en el tubo de película (5) entre el primerproducto (1) y el segundo producto (2), una etapa de pisado adicional que comienza después de comenzar la etapade aspiración y en la que se presiona el segundo producto (2) cuando éste está en la posición de pre-envasado (P2),y una etapa de liberación en la que se dejan de presionar el primer producto (1) y el segundo producto (2),manteniéndose los productos (1, 2) presionados desde que comienza su etapa de pisado correspondiente hasta laetapa de liberación, llevándose a cabo se la etapa de corte después de comenzar la etapa de pisado adicional yllevándose a cabo la etapa de liberación una vez el tubo de película (5) ha sido sellado y cortado en la etapa decorte.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11382385.
Solicitante: Ulma Packaging Technological Center, S.Coop.
Nacionalidad solicitante: España.
Inventor/es: BESSARD,PASCAL, OLALDE TOME,AITOR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B31/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 31/00 Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol. › estando la boquilla dispuesta para introducir o expulsar del orificio el receptáculo lleno y que funciona en unión con los dispositivos de sellado del orificio del receptáculo.
- B65B51/30 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B9/073 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda tiene un movimiento intermitente (B65B 9/08 tiene prioridad).
PDF original: ES-2452543_T3.pdf
Fragmento de la descripción:
Metodo para envasar un producto en un envase con atmosfera protectora obtenido a partir de una pelicula retractil barrera SECTOR DE LA TECNICA La presente invencion se relaciona con maquinas para envasar productos y generar envases con atmosfera protectora, tambien conocidas como maq uinas " flow-pack", y mas c oncretamente con metodos para o btener envases con atmosfera protectora en este tipo de maquinas a partir de una pelicula retractil barrera. ESTADO ANTERIOR DE LA TECNICA
En la industria dedicada a la produccion de productos para el sector de alimentacion se requiere disponer de los productos envasados en unas condiciones que aseguren su higiene y buen estado hasta el momento en el que dichos productos se extraen de sus envases, para su utilizacion o consumo. Ademas con el objeto de alargar la vida util de dichos productos, y por lo tanto retrasar todo lo posible su caducidad, los envases que contienen dichos productos necesitan reunir unas condiciones tales que permitan retrasar el crecimiento bacteriano y/o la oxidacion en el interior del envase, conservando asi al producto envasado durante mas tiempo. Existen soluciones en el mercado que ofrecen este tipo de productos envasados, algunas de las cuales emplean la aplicacion en envases con atmosfera protectora, comunmente conocidos por siglas en ingles como MAP, 'Modified
Atmosphere Packaging'. Dichos envases comprenden determinados gases protectores que son i nyectados en el interior de los mismos, dependiendo el gas protector empleado del producto a envasar. Algunos de estos gases habitualmente utilizados son CO2 (dioxido de carbono) , O2 (oxi geno) , N2 (nitrogeno) y Ar (argon) , cuyas propiedades permiten alargan la vida util del producto envasado. Estos envases se obtienen en la actualidad en maquinas conocidas como maquinas "flow-pack" en las que se genera un tubo de pelicula retractil barrera dentro del cual se transportan los productos a envasar, se inyecta un gas protector en el tubo de pelicula, se corta y sella la pelicula para formar un envase o bolsa con al menos un producto en su interior, y se calienta dicho envase o bolsa para retractilar la pelicula presente en dicho envase o bolsa. La inyeccion del gas provoca el desplazamiento de al menos parte del aire dispuesto en el tubo de pelicula hacia el
exterior, ocupando el gas protector su lugar dentro de dicho tubo de pelicula. El documento WO 03/051715 A1 divulga una maquina de envasado segun el preambulo de la reivindicacion 1. En el documento GB 2250499 A se divulga una maquina de envasado con la q ue se obtienen envases con atmosfera protectora. La maquina comprende unos medios para inyectar gas en un tubo de pelicula que comprende al menos un producto en su interior y que se ha formado en la propia maquina, un pisador para presionar una zona del tubo de pelicula que comprende al menos un producto, presionando el producto, con el proposito de que se evacue al menos parte del gas o aire presente en dicha zona, y una mordaza para cortar la pelicula y generar un envase o bolsa con el producto en su interior. Ademas comprende una lanza mediante la cual se aspira 45 continuamente al menos parte del gas para ayudar a su evacuacion de dicha zona del tubo de pelicula. En el documento WO 2008122680 A1 se divulga un metodo para obtener un envase con atmosfera protectora. El metodo comprende una etapa de suministro en la que se suministran unos productos a envasar de manera continua sobre unos medios de transporte, una etapa de envuelta en la que se proporciona una pelicula para envolver los productos, generandose un tubo de pelicula en cuyo interior estan presentes dichos productos, una etapa de inyeccion en la que se inyecta un gas en el tubo de pelicula, una primera etapa de corte en la que se corta un primer extremo del tubo de pelicula, una etapa de retractilado en la que se calienta un extremo del tubo de pelicula que envuelve un producto, y una segunda etapa de corte, posterior a la etapa de retractilado, en la que se corta un segundo extremo del tubo de pelicula generandose un envase retractilado o bolsa con el producto en su interior.
EXPOSICION DE LA INVENCION El objeto de la invencion es proporcionar un metodo para obtener un envase con atmosfera protectora, tal y como se describe en las reivindicaciones. El metodo para obtener un envase con atmosfera protectora de la invencion comprende una etapa de suministro en la que se suministran unos productos a envasar de manera continua y durante la cual un primer producto se dispone en una posicion de envasado y un segundo producto, contiguo al primer producto, se dispone en una posicion de 65 pre-envasado, una etapa de envuelta en la que se proporciona una pelicula retractil barrera para envolver los productos a medida que dichos productos son suministrados, generandose un tubo de pelicula en cuyo interior estan presentes dichos productos, una etapa de inyeccion en laque se inyecta un gas de manera continua en el tubo de pelicula, una etapa de corte en la que se sella y corta el tubo de pelicula en un punto intermedio entre el primer producto y el segundo producto cuando el primer producto y el segundo producto estan en la posicion de envasado y en la posicion de pre-envasado respectivamente, de tal manera que el primer producto queda envasado dentro de un envase o bolsa y el segundo producto queda dispuesto dentro del tubo de pelicula cerrado por un extremo, y una etapa de retractilado en la que se calienta el envase o bolsa con el producto en su interior, adaptandose el envase al contorno del producto que hay en su interior debido al calentamiento.
El metodo comprende ademas una etapa de pisado en la que se presiona el primer producto cuando esta en l a posicion de envasado, de tal manera que se evacua al menos parte del gas o mezc la de aire-gas presente en los alrededores del primer producto, y una etapa de aspiracion que comienza despues de comenzar la etapa de pisado y en la que se aspira al menos parte del gas o mezcla de aire-gas presente alrededor del primer producto y al menos parte del gas o mezcla de aire-gas presente en el tubo de pelicula entre el primer producto y el segundo producto.
El metodo comprende ademas una etapa de pisado adicional que comienza despues de comenzar la etapa de aspiracion y en la que se presiona el segundo productocuando este esta en la posicion de pre-envasado, y una etapa de liberacion en la que se dejan de presionar el primer producto y el segundo producto, manteniendose los productos presionados desde que comienza su etapa de pisado correspondiente hasta la etapa de liberacion. De esta manera, al presionarse el segundo producto se delimita o acota el v olumen en el interior del tubo de pelicula entre el primer producto y el segundo producto, con el objeto de asegurar la extraccion del gas hasta finalizar la etapa de aspiracion.
La etapa de corte se lleva a cabo despues de comenzar la etapa de pisado adicional, y durante la misma ambos productos se mantienen presionados. La etapa de liberacion se lleva a cabo una vez el tubo de pelicula ha sido sellado y cortado en la etapa de corte.
ºn excesivo volumen de gas dentro del envase o un envase demasiado grande para el producto a envasar (exceso de pelicula) provoca que, cuando el envase es retractilado y la pelicula se retrae adaptandose al contorn o del producto, el envase no se adecue al contorno del producto correctamente y quede hinchado debido al exceso de gas y/o arrugado debido al exceso de pelicula, lo que resulta en un envase poco atractivo para el consumidor. Con el metodo de la invencion se consigue preparar un envase para su retractilado evitando el riesgo de tener un exceso de volumen para el gas o un exceso de pelicula, obteniendose un envase con un producto en su interior, que conlleve una minima y suficiente cantidad de pelicula y una minima y suficiente cantidad de gas o de mezcla de airegas en su interior. Gracias a ello, una vez retractilado el envase se acomoda a la forma o contorno del producto y se minimiza el riesgo de que el gas o la mezcla de aire-gas presente en el envase provoque a lo largo de la vida util del producto un hinchazon del envase o una disminucion en el volumen del envase que conllevaria a que dicho envase quedase, al menos en alguna zona, laxo, flacido o arrugado, lo cual empeoraria la presentacion delenvase cara a un usuario final.
Estas y otras ventajas y c aracteristicas de la i nvencion se hara n e videntes a la vista de las fi guras y de l a descripcion detallada de la invencion.
DESCRIPCION DE LOS DIBººOS
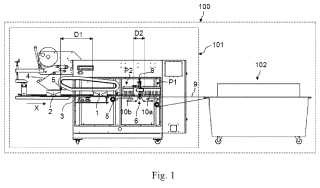
La ºIG. 1 muestra una vist a esquematica de una realizacion de una instalacion donde se implementa el metodo de la invencion.
EXPOSICION DETALLADA DE LA INVENCION
En la figura 1 se muestra una realizacion de una instalacion 100 donde se implemente el metodo para obtener un envase con atmosfera protectora... [Seguir leyendo]
Reivindicaciones:
1. Metodo para obtener un envase con atmosfera protectora que comprende una etapa de suministro en la que se suministran unos productos (1, 2) a envasar de manera continua y durante la cual un primer producto (1) se dispone 5 en una posicion de envasado (P1) y un segundo producto (2) , contiguo al primer producto (1) , se d ispone en una posicion de pre-envasado (P2) , una etapa de envuelta en la que se proporciona una pelicula (4) retractil barrera de manera contin ua par a env olver los pro ductos (1, 2) a medida qu e di chos pro ductos (1, 2) son suministra dos, generandose un tubo de pelicula (5) en cuyo interior estan presentes dichos productos (1, 2) , una etapa de inyeccion en la que se inyecta un gas de manera continua a lo largo del tubo de pelicula (5) , una etapa de corte en la que se 10 sella ycorta el tubo de pelicula (5) en un punto intermedio entre el primer producto (1) y el segundo producto (2) cuando el primer producto (1) y el segundo producto (2) estan en la posicion de envasado (P1) yen la posicion de pre-envasado (P2) respectivamente, de tal manera que el primer producto (1) queda envasado dentro de un envase o b olsa y e l segundo pr oducto (2) queda dis puesto d entro del tub o de pelicula ( 5) cerra do por un extremo, convirtiendose el se gundo p roducto ( 1) e n el n uevo pri mer pro ducto (1) cua ndo el primer producto (1) qu eda 15 envasado dentro del envase, y una etapa de retractilado en la que se retractila el envase con el producto (1) en su interior, caracterizadoºooruºe el metodo comprende ademas una etapa de pisado en la que se presiona el primer producto (1) cuando esta en la posicion de envasado (P1) , una etapa de aspiracion que comienza despues de comenzar la etapa de pisado y en la que se aspira al menos parte del gas o mezcla aire-gas presente alrededor del primer producto (1) y al menos parte del gas o mezcla aire-gas presente en el tubo de pelicula (5) entre el prim er 20 producto (1) y el segundoproducto (2) , una etapa de pisado adicional que comienza despues de comenzar la etapa de aspiracion y en la que se presiona el segundo producto (2) cuando este esta en la posicion de pre-envasado (P2) , y una etapa de liberacion en la que se dejan de presionar el primer producto (1) y el segundo producto (2) , manteniendose los productos (1, 2) presionados desde que comienza su etapa de pisado correspondiente hasta la etapa de liberacion, llevandose a cabo se la etapa de corte despues de comenzar la etapa de pisado adicional y
llevandose a cabo la etapa de liberacion una vez el tubo de pelicula (5) ha sido selladoy cortado en la etapa de corte.
2. Metodo segun la reivindicacion 1, en donde los productos (1, 2) se suministran distanciados unos de otros una distancia inicial (D1) predeterminada, comprendiendo el metodo una etapa de acercamiento en la que, una vez el
primer producto (1) ha llegado a su posicion de envasado (P1) , la distancia entre el primer producto (1) y un segundo producto (2) contiguo se reduce hasta una distancia de envasado (D2) determinada, correspondiendose la distancia de envasado (D2) con la distancia entre el primer producto (1) yel segundo producto (2) cuando ambos productos (1, 2) estan en la posicion de envasado (P1) y en la posicion de pre-envasado (P2) respectivamente.
3. Metodo segun la reivindicacion 2, en donde la etapa de pisado comienza cuando el primer producto (1) llega a su posicion de envasado (P1) , la etapa de pisado adicional comienza cuando el segundo producto (2) llega a su posicion de pre-envasado (P2) , y la etapa de acercamiento comienza antes que la etapa de pisado y termina cuando comienza la etapa de liberacion.
4. Metodo segun la reivindicacion 3, en donde los productos (1, 2) se suministran sobre unos medios de transporte (3) que se mueven a una velocidad constante, y para llegar a la posicion de envasado (P1) el primer producto (1) pasa de los medios de transporte (3) a unos medios de transporte adicionales (9) que se mueven a una velocidad sustancialmente igual a la velocidad de los medios de transporte (3) , reduciendose la velocidad de los medios de transporte adicionales (9) cuando el primer producto (1) llega a la posicion de envasado (P1) , y volviendose a igualar
la velocidad de dichos medios de transporte adicionales (9) a la velocidad de los medios de transporte (3) tras la etapa de liberacion.
5. Metodo segun la reivindicacion 4, en donde se disminuye la velocidad de los medios de transporte adicionales (9) hasta pararla.
5.
6. Metodo segun cualquiera de las reivindicaciones anteriores, que comprende una etapa de inyeccion puntual en la que se inyecta un gas hacia una zona intermedia (8) entre el primer producto (1) y el segundo producto (2) .
7. Metodo segun la reivindicacion 6, en donde la etapa de inyeccion puntual se da antes de que el primer producto 55 (1) llegue a la posicion de envasado (P1) y finaliza antes de que de comienzo la etapa de pisado.
8. Metodo segun las reivindicaciones 6 o 7, en donde en laetapa de inyeccionpuntual el gas seinyecta a una presion mayor que en la etapa de inyeccion.
9. Metodo segun cualquiera de las reivindicaciones 6 a 8, en donde la etapa de inyeccion puntual comprende una duracion de un intervalo de tiempo predeterminado, inyectandose en dicho intervalo de tiempo un caudal de gas mayor que el caudal de gas que se inyecta en la etapa de inyeccion en el mismo intervalo de tiempo.
10. Metodo segun cualquiera de las reivindicaciones anteriores, en donde en la etapa de liberacion se deja de 65 presionar primero el segundo producto (2) y posteriormente se deja de presionar el primer producto (1) .
11. Metodo segun cualquiera de las reivindicaciones anteriores, en donde la etapa de a spiracion termina antes de llevarse a cabo la etapa de corte.
12. Metodo segun cualquiera de las reivindicaciones 1 a 10, en donde la etapa de aspiracion termina durante la 5 etapa de corte, antes de comenzar la etapa de liberacion.
13. Metodo segun cualquiera de las reivindicaciones anteriores, que comprende una etapa de acompaºamiento en la que se acompaºa al tubo de pelicula (5) en su recorrido, reduciendose el perimetro de dicho tubo de pelicula (5) .
ºIG. 1
Patentes similares o relacionadas:
Alambre de sellado para envolvedora de flujo vertical, del 1 de Julio de 2020, de GEA Food Solutions Weert B.V: Alambre de sellado hecho de un material eléctricamente conductor, preferentemente un material metálico, que es adecuado para ser presionado con una cierta presión, […]
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Aparato para formar la cabeza de bolsas para alimentos, del 22 de Abril de 2020, de CYBORGLINE SA: Aparato para formar la cabeza de una bolsa para alimentos, que comprende un único bastidor que soporta una prensa con un par de elementos de tipo prensa […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]