Producto y método para junta de cables.
Un artículo tubular termorretráctil para formar un empalme de cable que comprende (i) un material de camisa termorretráctil,
y (ii) una capa adhesiva interior termofluible tixotrópica que comprende un aditivo que proporciona al adhesivo propiedades tixotrópicas, siendo el aditivo sílice sin tratar, teniendo el artículo tubular al menos uno de entre un diámetro interno máximo de no más de 15 mm o una longitud máxima de no más de 100 mm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2008/003137.
Solicitante: Tyco Electronics UK Ltd.
Nacionalidad solicitante: Reino Unido.
Dirección: FARADAY ROAD DORCAN SWINDON SN3 5HH REINO UNIDO.
Inventor/es: HAMMOND, PHILIP, PRIDDLE,MARTYN, RODWAY,GILES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C61/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 61/00 Conformación por liberación de tensiones internas; Fabricación de preformas que tienen tensiones internas; Aparatos a este efecto (para la conformación de superficies B29C 59/18; para revestimiento de artículos B29C 63/38; para unir partes preformadas B29C 65/66). › Contracción térmica.
- H01R4/72 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 4/00 Conexiones conductoras de electricidad entre varias piezas conductoras de contacto directo, es decir, que se tocan el uno al otro; Medios para realizar o mantener tales contactos; Conexiones conductoras de electricidad con dos o más emplazamientos de conexión espaciados para los conductores y utilizando piezas de contacto que penetran en el aislamiento. › utilizando un manguito aislante termocontraible.
PDF original: ES-2532626_T3.pdf
Fragmento de la descripción:
Producto y método para junta de cables
Esta invención se refiere a un producto y un método para realizar una junta de cable.
Los empalmes de cables se usan de manera común en los arneses de cables eléctricos en la industria automotriz. La invención es de particular beneficio en tales aplicaciones, aunque es aplicable en otras situaciones en las que se necesita sellar los empalmes en un entorno de producción.
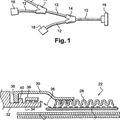
Un tubo recuperable dimensionalmente se usa a menudo para proteger los cables empalmados dentro de los arneses eléctricos en la industria automotriz. Una de las configuraciones de empalme más comunes es un "empalme en línea". En un empalme en línea cada cable a empalmar tiene su cubierta aislante eléctricamente retirada por ejemplo, en un extremo, o en una o más otras localizaciones para exponer el cable conductivo eléctricamente pelado. A continuación, los cables a unir se disponen como se necesitan con todos los cables pelados expuestos esencialmente paralelos y superpuestos entre sí. Algunos otros tipos de empalme no implican la retirada de una cubierta aislante.
A continuación, normalmente pero no necesariamente, los cables pelados se engarzan, se sueldan a alta temperatura, se sueldan a baja temperatura o de otra manera se unen entre sí para formar un empalme de "pepita". Posteriormente, la pepita y los conductores expuestos adyacentes deben protegerse y sellarse del entorno externo. Un medio preferido para proteger la pepita y sellar de la humedad y otros contaminantes es encerrar la pepita en un tubo recuperable dimensionalmente que tenga una capa ("revestimiento") interior selladora/adhesiva, que forman de esta manera una junta de cable. Normalmente, se aplica calor para hacer que fluya el revestimiento sellador/adhesivo, mientras que simultáneamente se hace que el tubo termorecubra (se contraiga) sobre la pepita. El tubo se contrae alrededor de los cables expuestos y el adhesivo/sellador fluye dentro del tubo para cubrir y sellar los cables expuestos. El adhesivo/sellador también fluye a lo largo de los cables para contactar y cubrir una parte del revestimiento del cable aislante eléctricamente, sin pelar. Esto proporciona una junta sobre toda la longitud de los cables expuestos y la pepita de empalme, hasta e incluyendo el comienzo del recubrimiento del cable aislante, y evita por lo tanto que el agua entre en el empalme y/o fluya a lo largo de los conductores en el interior del aislamiento del cable. Los empalmes de ensamble de cables y los empalmes de cables para terminales de anillo u otros dispositivos de terminación también pueden sellarse y protegerse de esta manera.
Además, los conectares pueden sellarse contra la entrada de agua y los haces de cables bloqueados usando insertos adhesivos en combinación con un tubo termorretráctil.
La complejidad de los arneses de vehículos, y el número de empalmes de cables incorporados en los arneses, están aumentando debido a la creciente cantidad de funciones eléctricas en los vehículos modernos. Como resultado, los fabricantes de los vehículos están usando una cantidad cada vez mayor de productos de sellado de empalme para asegurar la integridad eléctrica y garantizar la fiabilidad. Con el fin de maximizar la productividad y minimizar los costes es, por lo tanto, un requisito de cualquier producto de sellado de empalme de automoción que el tiempo necesario para crear una junta debería ser un mínimo.
Una variedad de manguitos de junta de empalme termorretráctiles están disponibles comercialmente. Un ejemplo de estos es el manguito de junta de empalme termorretráctil de doble pared, Raychem RBK-ILS-125 (marca registrada), disponible en Tyco Electronics. Esta junta de empalme comprende una construcción tubular que tiene un manguito termorretráctil de polímero reticulado externo en combinación con un revestimiento adhesivo/sellador termofluible interno.
Cuando se calienta, el tubo se contrae y la capa adhesiva/selladora se funde y fluye. Tales productos son bien conocidos en una gama de diferentes materiales y tamaños, y se usan en diversas industrias para el sellado ambiental de cables y de empalmes de cables. Los productos se instalan deslizando el manguito y el revestimiento sobre el área a sellar y calentado usando una pistola de calor, una llama, infrarrojos, u otra fuente de calor para contraer el tubo. El tiempo mínimo necesario para lograr un empalme sellado depende de un número de factores, que incluyen el número y el tamaño de los cables componentes que forman el empalme, el tamaño del tubo, la temperatura de recuperación del tubo, la temperatura de fusión del revestimiento adhesivo, la viscosidad del revestimiento a la temperatura de recuperación, la tensión circunferencial del tubo a la temperatura de recuperación, la temperatura de la pepita de cobre, el tipo de dispositivo de calentamiento empleado y sus características térmicas.
La invención tal como se establece en el presente documento incluye dentro de su alcance todos tales empalmes, arneses, juntas y bloques como pueden formarse usando un tubo recuperable dimensionalmente que tiene un revestimiento al que puede hacerse fluir al calentarlo. Por lo tanto, la invención incluye, además de las estructuras anteriormente mencionadas, estructuras tales como las juntas de terminal en anillo, las juntas de empalme de sección, diversos tipos de junta de conectar y diversos tipos de bloques de haces.
Por conveniencia, en el presente documento todas estas estructuras se denominan como "empalmes" y, de acuerdo con el contexto, "juntas de empalme", aunque en la práctica algunas de las estructuras a las que se refiere la invención pueden no necesitar de un empalme real a la vez de conductores o de otros filamentos.
Un problema con los manguitos de junta de empalme termorretráctiles conocidos, especialmente en la producción de alto volumen de arneses de cableado para su instalación en los coches y otros vehículos, es que son o en general de un tipo de instalación rápida, o de alto rango de temperatura, pero no se ha podido lograr ambas cosas en el mismo producto debido a los requisitos en conflicto de las características de flujo del adhesivo.
Los manguitos de junta de empalme de un tipo de instalación rápida comprenden, en general, un adhesivo con relativamente baja viscosidad a la temperatura de instalación. Esta característica de instalación rápida los hace comercialmente atractivos, especialmente en ambientes de alto rendimiento. Sin embargo, el adhesivo en tales manguitos de junta de empalme normalmente fluye excesivamente en el servicio a la temperatura nominal, lo que lo hace inadecuado para entornos de alta temperatura. Como alternativa, los manguitos de junta de empalme resistentes a altas temperaturas tienden a fabricarse con un adhesivo que tenga una relativamente alta viscosidad a la temperatura de servicio, haciéndolos adecuados para su uso en entornos de alta temperatura, pero que el adhesivo desacelere la velocidad de instalación del producto, retrasa de esta manera de forma indeseable el proceso de producción. En particular, aunque el proceso de fabricación solo se desacelera por unos pocos segundos con los manguitos de junta de empalme de alta temperatura nominal, en comparación con los de instalación rápida, cuando la producción se realiza a gran escala, como lo es en la industria automotriz, la demora adicional resulta en una sanción de coste significativa.
Una vez instaladas, las juntas de empalme deben cumplir con ciertos requisitos de especificación que están diseñados para reflejar el entorno de uso. En la industria del automóvil estas especificaciones incluyen juntas sostenidas durante la inmersión en combustible, ciclos de temperatura y resistir un flujo de alta temperatura, para reflejar el entorno del compartimiento del motor. Para cumplir estos requisitos y mantener una junta, el adhesivo instalado debe ser resistente a un flujo a temperaturas relativamente altas. Dos de los requisitos clave para una junta de empalme de automoción son una rápida instalación y, una vez instalada, un flujo de adhesivo mínimo en una posición vertical a 15 °C. Las soluciones técnicas a estos requisitos están en conflicto directo, baja viscosidad del adhesivo para una instalación rápida, y sin embargo, alta viscosidad para la inhibición del flujo una vez instalada.
Se conoce a partir del documento EP-A-376461 para proporcionar adhesivos de fusión en caliente que comprenden copolímeros de acetato de vinilo etileno (EVA), cuyos copolímeros comprenden además un 1 % a 15 % de sílice pirógena. Los adhesivos de fusión en caliente que se usan normalmente pueden usarse para proporcionar barras de pegamento que pueden usarse en pistolas de fusión en caliente. Se dice que las barras de pegamento resultantes... [Seguir leyendo]
Reivindicaciones:
1. Un artículo tubular termorretráctil para formar un empalme de cable que comprende (i) un material de camisa termorretráctil, y (ii) una capa adhesiva interior termofluible tixotrópica que comprende un aditivo que proporciona al adhesivo propiedades tixotrópicas, siendo el aditivo sílice sin tratar, teniendo el artículo tubular al menos uno de entre un diámetro interno máximo de no más de 15 mm o una longitud máxima de no más de 1 mm.
2. Un artículo tubular de acuerdo con la reivindicación 1, en el que el artículo tubular tiene un diámetro interno máximo de no más de 15 mm y una longitud máxima de no más de 1 mm.
3. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el adhesivo tiene un índice de flujo de fusión mayor de 5.
4. Un artículo tubular de acuerdo con la reivindicación 3, en el que el adhesivo tiene un índice de flujo de fusión mayor de 1.
5. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el adhesivo es un adhesivo de copolímero de acetato de vinilo etileno.
6. Un artículo tubular de acuerdo con la reivindicación 5, en el que el adhesivo de copolímero de acetato de vinilo etileno tiene un contenido de acetato de vinilo del 15 % al 4 % p/p.
7. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la sílice tiene un superficie específica mayor de aproximadamente 1 m2/g.
8. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el artículo tubular es adecuado para empalmar juntos cables de un diámetro menor de 5 mm, preferentemente menor de 3 mm.
9. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el aditivo que proporciona al adhesivo las propiedades tixotrópicas es una carga mineral de gran superficie específica.
1. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el artículo tubular tiene un diámetro interno máximo menor de 13 mm.
11. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el adhesivo en el artículo no fluye aúna temperatura de 15 °C.
12. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el adhesivo en el artículo fluye a temperaturas menores de 13 °C bajo cizallamiento.
13. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el artículo tubular comprende una camisa termorretráctil transparente.
14. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la capa adhesiva está en forma de un revestimiento.
15. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores en el que el material de camisa y la capa adhesiva están extrudidos conjuntamente.
16. Un artículo tubular de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el aditivo que proporciona al adhesivo las propiedades tixotrópicas está presente a un nivel del 1 % al 15 %, preferentemente del 2 % al 1 % en peso del adhesivo.
17. Un método de formación de una junta de empalme entre dos o más cables que incluye las etapas de (i) calentar un artículo tubular termorretráctil que tiene un material de camisa termorretráctil y una capa adhesiva interior tixotrópica termofluible, comprendiendo el adhesivo un aditivo que proporciona al adhesivo propiedades tixotrópicas, estando el aditivo sílice sin tratar, y (ii) provocar que el artículo tubular termorretráctil se contraiga y forme la junta de empalme.
18. Un método de acuerdo con la reivindicación 17, en el que el artículo tubular termorretráctil tiene al menos uno de entre un diámetro máximo de no más de 15 mm o una longitud máxima de no más de 1 mm.
19. Un método de acuerdo con las reivindicaciones 17 o 18, en el que el adhesivo tiene un índice de flujo de fusión mayor de 5.
2. Un método de acuerdo con la reivindicación 19, en el que el adhesivo tiene un índice de flujo de fusión mayor de 1.
21. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 2, en el que el adhesivo es un copolímero de acetato de vinilo etileno.
22. Un método de acuerdo con la reivindicación 21, en el que el adhesivo de copolímero de acetato de vinilo etileno tiene un contenido de acetato de vinilo del 15 % al 4 % p/p.
23. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 22, en el que la sílice tiene un superficie específica mayor de aproximadamente 1 m2/g.
24. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 23, en el que el aditivo que proporciona al adhesivo propiedades tixotrópicas es una carga mineral de gran superficie específica.
25. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 24, en el que el artículo tubular es adecuado para empalmar juntos cables de un diámetro menor de 5 mm, preferentemente menor de 3 mm.
26. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 25, en el que el artículo tubular tiene un diámetro interno menor de 13 mm.
27. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 26, en el que el artículo tubular comprende una camisa termorretráctil transparente.
28. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 27, en el que la capa adhesiva está en forma de un revestimiento.
29. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 28, en el que el adhesivo en el artículo no fluye a una temperatura de 15 °C.
3. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 29, en el que el adhesivo en el artículo fluye a temperaturas menores de 13 °C bajo cizallamiento.
31. Un método de acuerdo con una cualquiera de las reivindicaciones 17 a 3, en el que el aditivo que proporciona al adhesivo propiedades tixotrópicas está presente a un nivel del 1 % al 15 %, preferentemente del 2 % al 1 % en peso del adhesivo.
Patentes similares o relacionadas:
Luna con un elemento de conexión eléctrica y con un cable flexible de conexión, del 15 de Julio de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna con al menos un elemento de conexión eléctrica y un cable de conexión, que comprende al menos: - un sustrato , - una estructura […]
Enchufe macho, con protección anti contacto., del 2 de Junio de 2020, de UNIVERSIDAD CATÓLICA SANTA TERESA DE JESÚS DE ÁVILA: 1. Enchufe macho, con protección anti contacto, caracterizado por que cada una de las espigas metálicas de conexión dispone de una envolvente aislante […]
Conjunto con una línea eléctrica y con una pieza de acoplamiento eléctrico, del 12 de Junio de 2019, de NEXANS: Conjunto con una línea eléctrica y una pieza de acoplamiento eléctrica, en la que la línea conectada en la posición de montaje en la pieza de acoplamiento tiene al menos […]
 HARNES ELECTRICO APANTALLADO, EN PARTICULAR PARA UN MOTOR DE AVION, del 23 de Marzo de 2010, de HISPANO SUIZA: Arnés eléctrico apantallado o blindado y estanco, en particular para motor de avión, que comprende un conjunto de elementos conductores […]
HARNES ELECTRICO APANTALLADO, EN PARTICULAR PARA UN MOTOR DE AVION, del 23 de Marzo de 2010, de HISPANO SUIZA: Arnés eléctrico apantallado o blindado y estanco, en particular para motor de avión, que comprende un conjunto de elementos conductores […]
PROCEDIMIENTO PARA EL AISLAMIENTO DE UN INTERRUPTOR ELECTRICO., del 16 de Abril de 2006, de HOFSASS, MARCEL: SE DESCRIBE UN PROCEDIMIENTO PARA AISLAR UN COMPONENTE ELECTRICO QUE TIENE UN CUERPO BASE DEL QUE SALEN POR LO MENOS DOS CABLES DE CONEXION . EL COMPONENTE […]
CALENTAMIENTO POR INDUCCION DE MATERIALES CARGADOS., del 1 de Diciembre de 2002, de RAYCHEM CORPORATION: UN SISTEMA PARA LA UTILIZACION DE UN CALENTAMIENTO POR INDUCCION PARA CALENTAR IN SITU UN MATERIAL NO MAGNETICO, ELECTRICAMENTE NO CONDUCTOR […]
ENVOLTURA TUBULAR., del 16 de Marzo de 2001, de TMC SENSORTECHNIK GMBH: PARA EL AISLAMIENTO DE CONEXIONES, COMPONENTES ELECTRICOS Y SIMILARES SE UTILIZAN ENVUELTAS CERRADAS EN AMBOS LADOS A PARTIR CON PREFERENCIA DE MATERIAL […]
 TUBO FLEXIBLE TEXTIL E HILO DE BLOQUEO PARA LA UTILIZACIÓN EN UN TUBO FLEXIBEL TEXTIL, del 4 de Mayo de 2011, de PIWONSKI, TIMO: Tubo flexible textil tejido de dos capas, retráctil radialmente con una capa textil superior y una capa textil inferior , en el que las capas textiles están […]
TUBO FLEXIBLE TEXTIL E HILO DE BLOQUEO PARA LA UTILIZACIÓN EN UN TUBO FLEXIBEL TEXTIL, del 4 de Mayo de 2011, de PIWONSKI, TIMO: Tubo flexible textil tejido de dos capas, retráctil radialmente con una capa textil superior y una capa textil inferior , en el que las capas textiles están […]