Horno microondas y proceso de moldeado a la cera perdida asistido por microondas.
Proceso de moldeado a la cera perdida que comprende una etapa de aplicar en la superficie de un modelo en cera (1) un susceptor (2) y caracterizado porque al conjunto obtenido en la etapa anterior se le aplica una potencia variable de microondas en un horno (6,
30) donde dicha aplicación de potencia comprende las etapas de (a) iniciar con una potencia elevada de microondas para derretir la cera en contacto con el susceptor; (b) reducir esa potencia para evitar una expansión térmica de la cera excesiva que provoque grietas en el molde cerámico y, en la última etapa del descerado, se vuelve a incrementar la potencia de microondas para conseguir un descerado completo; y donde la cera derretida y expulsada del interior del molde cerámico, finalmente, será mantenida caliente, conducida y recogida o trasladada para su reutilización.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330657.
Solicitante: UNIVERSIDAD DE LA LAGUNA.
Nacionalidad solicitante: España.
Inventor/es: MONZO CABRERA,JUAN, LOZANO GUERRERO,Antonio Jose, ALBALADEJO GONZÁLEZ,Juan Carlos, CLEMENTE FERNÁNDEZ,Francisco Javier, FAYOS FERNÁNDEZ,José.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C9/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Empleo de modelos perdidos.
Fragmento de la descripción:
Horno microondas y proceso de moldeado a la cera perdida asistido por microondas.
Objeto de la invención 5
La presente invención tiene por objeto un proceso de moldeado a la cera perdida en el que a un modelo en cera se le aplica en superficie un susceptor o absorbente de microondas con capacidad para quedar adherido a las sucesivas capas de cascarilla cerámica que posteriormente se aplican. A este conjunto se le aplica una potencia variable de microondas. 10 Es también un objeto de la invención el horno microondas para aplicar el citado proceso tanto en continuo como por lotes.
Estado de la técnica 15
En el mismo campo técnico de la presente invención se conocen los documentos US3847202, ES2349794 y US20060144555.
El documento US3847202 describe un método de descerado de un molde de cáscara que contiene un patrón de tipo cera en la misma que comprende la incorporación en la estructura 20 del molde de un material que tiene un alto factor de pérdida en la gama de frecuencias de 300 a 30.000 megahercios y someter dicho molde a la radiación de energía de microondas en dicho rango de frecuencia para un período de tiempo suficiente para licuar la cera.
El documento ES2349794, por otro lado, describe un procedimiento de fabricación de un 25 molde para su utilización en el moldeado a la cera perdida, que comprende las etapas siguientes: (a) crear un modelo del artículo que se va a moldear en un material de patrón de tipo cera; (b) aplicar una lechada de cerámica de por lo menos una capa de revestimiento para formar una cáscara del espesor deseado, presentando la cáscara una abertura; y (c) utilizar energía de microondas para fundir el material de patrón de tipo cera separándolo de 30 la cáscara de cerámica y sinterizar el material de cerámica; caracterizado porque el material de patrón de tipo cera presenta una característica de fusión diferencial en diferentes partes del mismo, de tal manera que el material de patrón de tipo cera en la abertura se fundirá antes que el material presente aguas arriba de la abertura.
Finalmente, el documento US20060144555 describe un método para la fabricación de moldes para la fundición de precisión de cera perdida.
Ninguno de los documentos anteriores describe un proceso de moldeado a la cera perdida en el que a un modelo en cera se le aplica, en superficie, un susceptor o absorbente de 40 microondas (óxido de cobre, titanio, grafito u otros mezclados con colas o sílice coloidal) con capacidad para quedar adherido a las sucesivas capas de cascarilla cerámica que posteriormente se aplican. Al conjunto cera-susceptor-cascarilla cerámica se le aplica una potencia variable de microondas en un horno, también objeto de la invención, de tal forma que el proceso se inicia con una potencia elevada de microondas para derretir la cera en 45 contacto con el susceptor. Posteriormente, se reduce esa potencia para evitar una expansión térmica de la cera excesiva que provoque grietas en el molde cerámico y, en la última etapa del descerado, se vuelve a incrementar la potencia de microondas para conseguir un descerado completo. La cera derretida y expulsada del interior del molde cerámico, finalmente, será mantenida caliente, conducida y recogida o trasladada para 50 poder ser reutilizada en procesos de descere posteriores.
El documento Us3847202 describe un microondas de túnel y potencia constante. El funcionamiento del método propuesto no parece adecuado y en cualquier caso, al igual que el descrito en el documento ES2349794, son producciones industriales con modelos repetidos e iguales, en donde la característica de la cera y los estucos son diferentes según su colocación en el árbol de colada, de manera que el descere se ordenará de abajo a arriba. Sin embargo, estos métodos presentan problemas, ya que al expandirse por partes macizas se rompería también por partes. 5
En una fundición artística, donde el modelo suele ser único no se puede fraccionar este con ceras y estucos de diferente composición y características ya que no sería operativo. Un estuco primero y único, que es lo que propone la invención, hace simple toda la operación y suficientemente eficaz con el efecto combinado del horno y su funcionamiento con niveles 10 de potencia variables.
Otro aspecto diferenciado es el de la recuperación de la cera sin combustión gracias a la parrilla termo ajustable.
Las diferencias con la invención propuesta, por tanto son:
- El susceptor está por igual en el modelo y bebederos. ( árbol completo)
- Solo se calienta inicialmente una fina película de cera suficiente para que la expansión no sea crítica. 20
- El horno prioriza un calentamiento de abajo a arriba con lo que deja libre la salida principal de la cera.
- El horno no trabaja en potencia constante, sino por el contrario, en al menos tres niveles de potencia, imprescindible para que el sistema funcione produciendo el efecto de choque térmico, esto es, calentamiento violento de la superficie 25 mientras el interior permanece frio (todos los demás sistemas tratan de calentar toda la masa por partes enteras lo cual fomenta la expansión térmica) .
Por tanto, las ventajas que aporta la invención frente a los documentos citados son:
a) Descere rápido de la primera capa de dilatación con un solo estuco.
b) Se descera inicialmente sólo la parte exterior de la cera evitando así expansiones de la cera al crear un espacio dónde la cera pueda expandir
c) Se difunde el calor suavemente por el resto del árbol
d) Se usan patrones de potencia variables y optimizados para simular un choque 35 térmico y evitar una dilatación excesiva
e) Subida de potencia para evacuar el resto de la cera sólo en el final del proceso.
f) No hay combustión de la cera y los problemas que conlleva gracias a la introducción de una rejilla o parrilla termoajustable en la parte inferior del horno de microondas 40
g) Se prioriza la concentración de campo eléctrico en la parte inferior de la pieza para que, inicialmente, el descerado comience allí y permita la evacuación de la cera.
Descripción de la invención 45
En la actualidad, los procesos de descerado en la fundición a la cera perdida son procesos en los que la inversión de tiempo y energía es grande y, además, los resultados no son óptimos porque aparecen grietas debido a las dilataciones de la cera durante el proceso de fusión. Por tanto, se requiere de un método y un sistema que resuelva estos problemas, 50 mejorando el consumo energético y reduciendo los tiempos de descere.
La presente invención soluciona el problema técnico indicado mediante el empleo de un horno microondas, por lotes o continuo, la aplicación de susceptores entre el molde cerámico y la cera, así como el correcto diseño de un horno de microondas que facilite el calentamiento de la cera y su posterior recogida.
La presente invención consiste esencialmente en un proceso de moldeado a la cera perdida en el que a un modelo en cera se le aplica, en superficie, un susceptor o absorbente de 5 microondas (óxido de cobre, titanio, grafito u otros mezclados con colas o sílice coloidal) con capacidad para quedar adherido a las sucesivas capas de cascarilla cerámica que posteriormente se aplican.
Al conjunto cera-susceptor-cascarilla cerámica se le aplica una potencia variable de 10 microondas en un horno, también objeto de la invención, de tal forma que el proceso se inicia con una potencia elevada de microondas para derretir la cera en contacto con el susceptor. Posteriormente, se reduce esa potencia para evitar una expansión térmica de la cera excesiva que provoque grietas en el molde cerámico y, en la última etapa del descerado, se vuelve a incrementar la potencia de microondas para conseguir un descerado 15 completo.
La cera derretida y expulsada del interior del molde cerámico, finalmente, será mantenida caliente, conducida y recogida o trasladada para poder ser reutilizada en procesos de descere posteriores. 20
En un segundo aspecto de la invención, el horno microondas, susceptible de ser usado en continuo o por lotes, está configurado para llevar a cabo el proceso descrito anteriormente de forma segura y controlada, permitiendo llevar a cabo la irradiación no uniforme en el tiempo mediante control electrónico de las fuentes que controlan los magnetrones, o 25 compartimentando el horno continuo y aplicando diferentes potencias en los diferentes compartimentos. Estos hornos aportan también, como novedad, un sistema de recolección de la cera fundida así como la focalización de la energía de microondas hacia la abertura de la cascarilla cerámica para favorecer un descere más...
Reivindicaciones:
â?" Proceso de moldeado a la cera perdida que comprende una etapa de aplicar en la superficie de un modelo en cera (1) un susceptor (2) y caracterizado porque al conjunto obtenido en la etapa anterior se le aplica una potencia variable de microondas en un horno 5 (6, 30) donde dicha aplicación de potencia comprende las etapas de (a) iniciar con una potencia elevada de microondas para derretir la cera en contacto con el susceptor; (b) reducir esa potencia para evitar una expansión térmica de la cera excesiva que provoque grietas en el molde cerámico y, en la última etapa del descerado, se vuelve a incrementar la potencia de microondas para conseguir un descerado completo; y donde la cera derretida y 10 expulsada del interior del molde cerámico, finalmente, será mantenida caliente, conducida y recogida o trasladada para su reutilización.
â?" Proceso de acuerdo con la reivindicación 1 donde el susceptor (2) es uno seleccionado entre óxido de cobre, titanio, grafito u otros mezclados con colas o sílice coloidal. 15
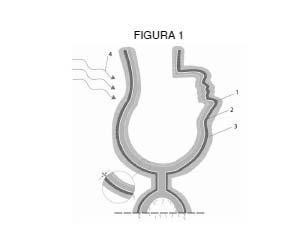
â?" Proceso de acuerdo con cualquiera de las reivindicaciones 1-2 donde el modelo en cera (1) comprende un molde refractario (3) realizado en cascarilla cerámica, picadizo o materiales de joyería con una abertura en su parte inferior (5) para que la cera derretida al aplicar energía de microondas (4) pueda verterse a través de la misma. 20
â?" Horno microondas por lotes (6) para ejecutar el método según cualquiera de las reivindicaciones 1-3 que se caracteriza porque comprende una cavidad multimodo (7) que contiene una puerta (8) y abertura (9) , con filtros apantallantes (11) , aberturas o rejillas (12) calentadas por resistencias (13) en su parte inferior, un control de temperatura para las 25 rejillas (14) , una cavidad o espacio inferior para la recolección de la cera fundida (15) con una puerta o abertura (16) , rejillas de ventilación y extracción de humos (17) y ventilador (18) , magnetrones (19) acoplados a guías de onda (20) , guías de onda ranuradas (21) , un agitador de modos (22) y su motor (23) , materiales transparentes para proteger las estructuras radiantes (24) , fuentes de alimentación para los magnetrones (25) variables en 30 potencia o con ciclos encendido / apagado controlables, sistemas de control de potencia o que permitan cambiar los tiempos de encendido apagado de las fuentes (26) , refrigeración de los magnetrones (27) , ventana con cristal y rejilla apantallante (28) y elementos de iluminación de la cavidad multimodo (29) .
- Horno microondas en continuo (30) para ejecutar el método según cualquiera de las reivindicaciones 1-3 que se caracteriza porque comprende una cavidad multimodo (31) una entrada (33) y una salida (34) para la introducción en continuo del conjunto cascarilla cerámica-susceptor-cera (35) , filtros de entrada y salida (36) , aberturas y/o rejillas calentadas (37) para la evacuación de la cera derretida, resistencias para el calentamiento 40 de dichas rejillas (38) , control de temperatura de las rejillas (39) , cavidad para recolección de la cera o material fundido (40) , abertura (41) para el paso de una línea de transporte con la cera o material fundido (42) , rejilla de ventilación (43) o similar y ventilador (44) para la extracción de humo, partículas de cera y vapor, magnetrones (45) acoplados a guías de onda (46) o guías de onda ranuradas (47) , agitadores de modos (48) y el motor para su 45 movimiento (49) , materiales transparentes a las microondas (50) para protección de aberturas radiantes y magnetrones, fuentes de alimentación controlables de forma externa o programables (51) para variar en potencia o con capacidad de realizar el apagado encendido de los magnetrones, sistema de control (52) de la potencia de salida de las fuentes de alimentación o de los ciclos de apagado y encendido de las mismas, refrigeración 50 de los magnetrones (53) , ventana con cristal y rejilla apantallante (54) , elementos luminosos (55) para dotar de luz el interior de la cavidad multimodo, una cinta de transporte perforada y termorregulada (56) y con orificios para permitir el paso de la cera derretida hasta las aberturas inferiores de escape de la cera y compartimentos aislados unos de otros (57)
mediante el uso de filtros internos (58) que permitan la aplicación de diferentes niveles de potencia en cada uno de ellos.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA, del 1 de Octubre de 2019, de PARDO GARCÍA, Mario: Procedimiento de fabricación de una pieza, que comprende los pasos de obtener una estructura hueca con la forma de la pieza a fabricar, obteniéndose la estructura […]
Rellenado secuencial de molde, del 5 de Marzo de 2019, de HOWMET CORPORATION: Un método de fundición de aleación o metal líquido, que comprende suministrar una masa fundida de aleación o metal a una pluralidad de moldes que se conectan […]
MOLDE REFRACTARIO Y MÉTODO DE FABRICACIÓN DE UN OBJETO DE TITANIO, del 13 de Diciembre de 2018, de MONDRAGON GOI ESKOLA POLITEKNIKOA JOSE MARIA ARIZMENDIARRIETA, S.COOP: Molde refractario para la colada y solidificación de titanio, que incluye una capa que comprende ¿-case de titanio, siendo dicha capa la que […]
Formación de un componente compuesto, del 4 de Abril de 2018, de Castings Technology International Ltd: Un método para la formación de un componente compuesto a partir de una pluralidad de materiales de alimentación en polvo diferentes, que comprende las operaciones de: obtención […]
Núcleo cerámico con pieza de inserción compuesta provisional para perfiles aerodinámicos, del 3 de Mayo de 2017, de HOWMET CORPORATION: Un método de fabricación de un núcleo cerámico (CC, 20, 20' , 20" , 20" ') sin rebaba, multipared para moldear un perfil aerodinámico con uno o más conductos […]
Núcleo cerámico con inserción compuesta para planos aerodinámicos fundidos, del 12 de Octubre de 2016, de HOWMET CORPORATION: Un método de realización de un núcleo cerámico multipared para la fundición de un plano aerodinámico con uno o más pasos de refrigeración […]
Molde para colada con revestimiento y método de fabricación, del 7 de Septiembre de 2016, de BUNTROCK INDUSTRIES, INC: Un método de fabricación de un molde de cáscara de colada con revestimiento que comprende: proporcionar una primera papilla de revestimiento refractaria […]
Cáscaras y composiciones de colada con revestimiento que incluyen ceniza de cascarilla de arroz, del 17 de Agosto de 2016, de BUNTROCK INDUSTRIES, INC: Un método de fabricación de un molde de cáscara de colada con revestimiento que comprende: proporcionar una primera papilla de revestimiento refractario formada […]