Dispositivo y procedimiento para el recubrimiento de piezas de trabajo.
Dispositivo (1) para el recubrimiento de piezas de trabajo (2),
que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, que comprende:
un módulo de suministro (10) para suministrar un material de recubrimiento (12),
un módulo de presión (20) para presionar el material de recubrimiento (12) contra una superficie (2a) de una pieza de trabajo (2),
un módulo de transporte (4) para provocar un movimiento relativo entre el módulo de presión (20) y la pieza de trabajo (2) correspondiente, y
un primer módulo de ensamblaje (30; 50) para la activación de un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2),
en donde el dispositivo presenta además al menos un segundo módulo de ensamblaje (40; 60) para la aplicación y/o la activación de un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2),
en donde al menos uno de los módulos de ensamblaje (30, 40, 50, 60) presenta una fuente de energía, caracterizado porque la fuente de energía se selecciona del grupo compuesto por láser, fuente de infrarrojos, fuente de ultrasonidos, fuente de campo magnético, fuente de microondas, fuente de plasma y fuente de gasificación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09158457.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: SCHMID, JOHANNES, GAUSS, ACHIM, FETSCHER,DR. JOACHIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- B29C63/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- B29C63/02 B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › utilizando materiales en forma de hojas o de cintas (B29C 63/26 tiene prioridad).
- B29C63/48 B29C 63/00 […] › Preparación de las superficies.
- B29K305/02 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 305/00 Uso de metales, sus aleaciones o sus compuestos, como refuerzo. › Aluminio.
- B29K311/14 B29K […] › B29K 311/00 Uso de productos naturales o sus compuestos no previstos en los grupos B29K 201/00 - B29K 309/00, como refuerzo. › Madera, p. ej. paneles de madera o paneles de fibra.
PDF original: ES-2459296_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para el recubrimiento de piezas de trabajo
Campo técnico
La invención se refiere a un dispositivo para el recubrimiento de piezas de trabajo, que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, según el preámbulo de la reivindicación 1.
Estado de la técnica
Por ejemplo en el campo de la industria de los muebles y de los elementos de construcción, a menudo se dota a las piezas de trabajo de un material de recubrimiento en su superficie, por ejemplo un canto. La fijación del material de recubrimiento a las piezas de trabajo tiene lugar habitualmente por medio de un adhesivo termoplástico adecuado, que se aplica por ejemplo en estado caliente y fundido sobre el canto o la pieza de trabajo. Alternativamente también es posible calentar un canto recubierto previamente con adhesivo termoplástico por medio de un soplador de aire caliente y así llevar el adhesivo termoplástico a la temperatura de fusión deseada.
Además, el documento DE102006056010A1 publica un procedimiento de recubrimiento, en el que un agente adhesivo previsto sobre el material de recubrimiento o la pieza de trabajo se calienta o activa utilizando un láser. Este procedimiento ha demostrado ser muy eficaz, puesto que el agente adhesivo puede calentarse o activarse de manera muy dirigida. No obstante, se ha mostrado que la tecnología láser no permite resultados de recubrimiento óptimos en todos los tipos de piezas de trabajo y materiales de recubrimiento.
Como estado de la técnica adicional se conoce el documento EP0292813A2, que se refiere a un procedimiento y a un dispositivo para la unión de cubrecantos con los lados frontales de piezas de trabajo en forma de placa. En este dispositivo conocido está prevista una boquilla regulable en altura, que en su superficie dirigida hacia el lado frontal de la pieza de trabajo presenta unas ranuras que discurren en el sentido de avance B, en cuyo fondo de ranura están previstas en cada caso unas aberturas de salida para un adhesivo termoplástico líquido caliente. Además, en el sentido de avance detrás de la primera boquilla están dispuestas una segunda y una tercera boquilla, y apoyadas mediante rodillos contra el lado superior o inferior de la pieza de trabajo que pasa.
Además se conoce un dispositivo según el documento EP2065217A1. Este dispositivo comprende dos unidades de aplicación de adhesivo, que están configuradas para aplicar un adhesivo adecuado sobre una superficie de un material en forma de banda o la superficie de una pieza de trabajo correspondiente. Además, en lugar de una unidad de aplicación de adhesivo también puede estar prevista una unidad de activación de adhesivo, que está configurada para activar un adhesivo ya previsto sobre el respectivo material en forma de banda o la pieza de trabajo, por ejemplo por medio de calor o similares.
Como estado de la técnica adicional se conoce el documento WO2004/085152A1, que se refiere a un procedimiento y a un dispositivo para la fabricación de una placa de construcción ligera, así como el documento EP2065217A1 (estado de la técnica según el art. 54 (3) del CPE) .
Exposición de la invención Por tanto, un objetivo de la presente invención es el de proporcionar un dispositivo del tipo mencionado al comienzo, que permita una alta variabilidad y adaptabilidad a requisitos de recubrimiento cambiantes, para lograr resultados de recubrimiento óptimos con los más diversos materiales de recubrimiento y piezas de trabajo. Además es un objetivo de la invención proporcionar un procedimiento de recubrimiento correspondiente. Este objetivo se soluciona según la invención mediante un dispositivo para el recubrimiento de piezas de trabajo según la reivindicación 1, así como un procedimiento para el recubrimiento de piezas de trabajo según la reivindicación 12. En las reivindicaciones dependientes se indican formas de realización especialmente preferidas de la invención.
La invención se basa en la idea de combinar ventajosamente las ventajas de diferentes procedimientos de ensamblaje en un dispositivo o en un procedimiento. Con este fin, está previsto según la invención que en un dispositivo de recubrimiento de este tipo esté previsto al menos un segundo módulo de ensamblaje para aplicar y/o activar un agente adhesivo sobre un material de recubrimiento suministrado en el módulo de suministro y/o una superficie que va a recubrirse de una pieza de trabajo.
De esta manera, el campo de aplicación del dispositivo de recubrimiento según la invención aumenta drásticamente, puesto que ahora pueden mecanizarse prácticamente todos los materiales de recubrimiento, agentes adhesivos y piezas de trabajo. Además, el dispositivo de recubrimiento según la invención permite una fiabilidad de funcionamiento claramente aumentada, puesto que, en el caso de trabajos de mantenimiento regulares, un módulo de ensamblaje puede seguir procesando el dispositivo en su conjunto con el al menos un módulo de ensamblaje adicional. También pueden compensarse posibles fallos o daños de un módulo de ensamblaje por medio del (al
menos un) otro módulo de ensamblaje. Esto aumenta la fiabilidad del dispositivo de recubrimiento según la invención en una medida considerable.
Aunque el primer y el segundo módulo de ensamblaje, en el marco de la invención, también pueden trabajar conjuntamente en el caso de algunas piezas de trabajo, según un perfeccionamiento de la invención está previsto que el primero y el al menos un segundo módulo de ensamblaje estén configurados para activar agentes adhesivos en funcionamiento alternante. De este modo pueden alcanzarse de manera especialmente marcada las ventajas anteriormente mencionadas relativas a la facilidad de mantenimiento y a la fiabilidad de funcionamiento mejoradas, y se permite un funcionamiento especialmente libre de averías.
Los diversos módulos de ensamblaje del dispositivo de recubrimiento según la invención pueden realizar su operación de ensamblaje en principio en posiciones fijas, que están dispuestas por ejemplo de manera adyacente a la superficie que va a recubrirse de la pieza de trabajo o al módulo de suministro para suministrar el material de recubrimiento. De este modo se obtiene como resultado un funcionamiento especialmente fluido del dispositivo de recubrimiento según la invención sin tiempos de cambio o con tiempos de cambio mínimos, pero que también es muy adecuado para desde una producción con muchas variantes hasta una producción de sólo una pieza.
Según un perfeccionamiento de la invención está previsto además que al menos un módulo de ensamblaje pueda moverse entre una posición de ensamblaje y una posición de reposo. De este modo, el módulo de ensamblaje puede lograr por un lado en la posición de ensamblaje un resultado de ensamblaje óptimo, en el que se adopta por ejemplo una separación óptima y una posición relativa óptima con respecto a la pieza de trabajo que va a recubrirse o con respecto al material de recubrimiento. Por otro lado, la posición de reposo permite un perjuicio reducido para otros módulos de ensamblaje así como, eventualmente, una buena accesibilidad del módulo de ensamblaje correspondiente que se encuentra en la posición de reposo, por ejemplo para fines de reparación o de mantenimiento.
El movimiento del módulo de ensamblaje entre una posición de ensamblaje y una posición de reposo puede tener lugar en el marco de la presente invención también manualmente, por ejemplo deslizando el correspondiente módulo de ensamblaje a lo largo de una guía adecuada o eventualmente sacándolo también de manera completamente manual de la posición de ensamblaje y colocándolo en la posición de reposo. Sin embargo, según un perfeccionamiento de la invención, está previsto que el dispositivo según la invención presente al menos un accionamiento, para mover al menos un módulo de ensamblaje entre una posición de ensamblaje y una posición de reposo. De este modo, no sólo se permite un funcionamiento completamente automatizado del dispositivo según la invención, sino que también puede garantizarse un posicionamiento preciso del módulo de ensamblaje correspondiente en la posición de ensamblaje o de reposo.
Además, según un perfeccionamiento de la invención está previsto que al menos un módulo de ensamblaje pueda insertarse de manera liberable en un alojamiento en una posición de ensamblaje del dispositivo, en particular por medio de un acoplamiento rápido. De esta manera se obtiene como resultado un posicionamiento especialmente preciso del módulo de ensamblaje en la posición de ensamblaje correspondiente, y se permite una sujeción más segura del... [Seguir leyendo]
Reivindicaciones:
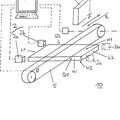
1. Dispositivo (1) para el recubrimiento de piezas de trabajo (2) , que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, que comprende:
un módulo de suministro (10) para suministrar un material de recubrimiento (12) ,
un módulo de presión (20) para presionar el material de recubrimiento (12) contra una superficie (2a) de una pieza de trabajo (2) ,
un módulo de transporte (4) para provocar un movimiento relativo entre el módulo de presión (20) y la pieza de trabajo (2) correspondiente, y
un primer módulo de ensamblaje (30; 50) para la activación de un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2) ,
en donde el dispositivo presenta además al menos un segundo módulo de ensamblaje (40; 60) para la aplicación y/o la activación de un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2) ,
en donde al menos uno de los módulos de ensamblaje (30, 40, 50, 60) presenta una fuente de energía,
caracterizado porque la fuente de energía se selecciona del grupo compuesto por láser, fuente de infrarrojos, fuente de ultrasonidos, fuente de campo magnético, fuente de microondas, fuente de plasma y fuente de gasificación.
2. Dispositivo según la reivindicación 1, caracterizado porque el primer módulo de ensamblaje (30; 50) y el al menos un segundo módulo de ensamblaje (40; 60) están configurados para activar agentes adhesivos en funcionamiento alternante.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque al menos un módulo de ensamblaje está dispuesto de manera estacionaria.
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque al menos un módulo de ensamblaje (30, 40; 50, 60) puede moverse entre una posición de ensamblaje y una posición de reposo.
5. Dispositivo según la reivindicación 4, caracterizado porque está previsto al menos un accionamiento, para mover al menos un módulo de ensamblaje (30; 50, 60) entre una posición de ensamblaje y una posición de reposo.
6. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque al menos un módulo de ensamblaje (40) puede insertarse de manera liberable en un alojamiento (46) en una posición de ensamblaje del dispositivo, en particular por medio de un acoplamiento rápido.
7. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque al menos un módulo de ensamblaje (50, 60) está dispuesto en un módulo de guiado (70) preferiblemente en forma de viga, que puede desplazarse preferiblemente de manera perpendicular a su dirección de extensión, pudiendo desplazarse el al menos un módulo de ensamblaje (50, 60) preferiblemente a lo largo del módulo de guiado (70) .
8. Dispositivo según la reivindicación 7, caracterizado porque presenta además al menos una unidad de husillo (80) con un alojamiento para sustituir por inserción de manera preferiblemente automática herramientas de mecanizado y/o grupos de mecanizado.
9. Dispositivo según la reivindicación 8, caracterizado porque al menos un módulo de ensamblaje (60) puede sustituirse por inserción en el alojamiento de una unidad de husillo, que presenta preferiblemente un alojamiento de HSK.
10. Dispositivo según la reivindicación 8 ó 9, caracterizado porque al menos un módulo de ensamblaje (50) está asociado con una unidad de husillo (80) , para poder desplazarse juntos.
11. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque al menos un módulo de ensamblaje (50, 60) está asociado con un módulo de presión (20) correspondiente para presionar el material de recubrimiento (12) contra una superficie (2a) de una pieza de trabajo (2) y preferiblemente también con un módulo de suministro (10) para suministrar un material de recubrimiento (12) .
12. Procedimiento para el recubrimiento de piezas de trabajo (2) , que están compuestas preferiblemente, al menos por secciones, de madera, materias derivadas de la madera, plástico, aluminio o similares, utilizando un
dispositivo (1) según una de las reivindicaciones anteriores, con las etapas de:
provocar un movimiento relativo entre el módulo de presión (20) y la pieza de trabajo (2) correspondiente por medio del módulo de transporte (4) , 5 suministrar el material de recubrimiento (12) por medio del módulo de suministro (10) ,
activar un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2) por medio del primer módulo de ensamblaje (30; 50) , y
a continuación aplicar y/o activar un agente adhesivo sobre un material de recubrimiento (12) suministrado en el módulo de suministro (10) y/o una superficie que va a recubrirse de una pieza de trabajo (2) adicional por medio del segundo módulo de ensamblaje (40; 60) .
13. Procedimiento según la reivindicación 12, caracterizado porque el primer módulo de ensamblaje (30; 50) tras activar un agente adhesivo se mueve, en particular se desplaza, desde una posición de ensamblaje a una posición de reposo.
14. Procedimiento según la reivindicación 12, caracterizado porque el segundo módulo de ensamblaje (40; 60) antes de aplicar y/o activar un agente adhesivo se lleva a, en particular se desplaza a o se inserta manualmente en, una posición de ensamblaje.
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento de recubrimiento de superficies estrechas para la aplicación por medio de aire comprimido calentado de un recubrimiento de canto termoactivable, del 28 de Octubre de 2019, de Schulte-Göbel, Christof: Procedimiento para la aplicación de una tira de canto en forma de cinta sobre superficies estrechas de una pieza de trabajo , en el que la tira de canto […]
 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Procedimiento para la instalación de un revestimiento de renovación de una tubería, del 11 de Septiembre de 2019, de Picote Oy Ltd: Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una […]
Dispositivo y sistema para abrir un punto de ramificación en un conjunto de tubería, del 4 de Septiembre de 2019, de Picote Solutions Oy Ltd: Un dispositivo para abrir un punto de ramificación en un conjunto de tubería, cuyo dispositivo comprende un eje de rotación dispuesto para […]