DISPOSITIVO Y METODO DE LIMPIEZA PARA ELIMINAR RECUBRIMIENTOS DE ELASTOMEROS EN SUPERFICIES METALICAS DE USO EN EL HORNEADO DE PRODUCTOS DE PANIFICACION.
Dispositivo y método de limpieza para eliminar recubrimientos a base de elastómeros en superficies metálicas uso en el horneado de productos de panificación que se caracteriza por aplicar un chorreado de granalla metálica sobre la superficie recubierta,
en un segundo paso se hace pasar la superficie metálica, parcialmente limpia, sobre un equipo de limpieza basado en una pluralidad de rodillos de limpieza con púas (2, 5), el cual elimina parte del material no desprendido. En el tercer paso (opcional) se introducen las superficies metálicas en un horno para, mediante un proceso de degradación térmica controlada, producir la descomposición del elastómero y restos de productos aún no desprendidos de la superficie metálica, y en un cuarto y último paso (también opcional), se produce un nuevo chorreado que elimina por completo los desechos producidos en el horneado y crea una rugosidad adecuada para aplicación de una nueva capa de recubrimiento.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200931249.
Solicitante: UNIVERSIDAD DE CORDOBA.
Nacionalidad solicitante: España.
Inventor/es: GUERRERO VACAS,GUILLERMO RAFAEL, TRUJILLO FLORES,EDUARDO, VAZQUEZ SERRANO,FRANCISCO JAVIER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A21B3/16 NECESIDADES CORRIENTES DE LA VIDA. › A21 COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21B HORNOS DE PANADERIA; MAQUINARIA O MATERIAL DE HORNEADO (material de cocción de uso doméstico A47J 37/00; aparatos de combustión F23; hornillos o cocinas domésticas que son total o parcialmente hornos F24B, F24C). › A21B 3/00 Partes o accesorios de hornos. › Máquinas para limpiar o engrasar la superficie de cocción.
- B08B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B08 LIMPIEZA. › B08B LIMPIEZA EN GENERAL; PREVENCION DE LA SUCIEDAD EN GENERAL (cepillos A46; dispositivos para limpieza del hogar o análogos A47L; separación de partículas sólidas de líquidos o gases B01D; separación de sólidos B03, B07; pulverización o aplicación de líquidos u otros materiales fluidos sobre superficies en general B05; dispositivos de limpieza para transportadores B65G 45/10; operaciones combinadas de lavado, llenado y cierre de botellas B67C 7/00; inhibición de la corrosión o de la incrustación en general C23; limpieza de calles, de vías férreas, de playas o de terrenos E01H; partes constitutivas, detalles o accesorios de piscinas para nadar o para chapotear especialmente adaptados a la limpieza E04H 4/16; protección contra las cargas electrostáticas o supresión de estas cargas H05F). › B08B 1/00 Limpieza mediante procedimientos que implican la utilización de herramientas, de cepillos o elementos análogos (B08B 3/12, B08B 6/00, B08B 9/00 tienen prioridad). › Limpieza de un objeto en movimiento, p. ej. de una banda o de objetos sobre un transportador.
Fragmento de la descripción:
Dispositivo y método de limpieza para eliminar recubrimientos de elastómeros en superficies metálicas de uso en el horneado de productos de panificación.
La presente invención se refiere a un procedimiento para eliminar recubrimientos a base de elastómeros sobre superficies metálicas en soportes o piezas de productos de uso en el horneado de productos de panificación y un equipo diseñado a tal fin.
Estado de la técnica anterior
Las piezas o soportes que se utilizan en el horneado para la panificación suelen ser de formato rectangular habitualmente constituidas de acero inoxidable, aleaciones de aluminio y, en ocasiones, aceros con capa superficial de aluminio también llamados aceros aluminizados. Suelen disponer de un marco de tubo de perfil cuadrado u otras secciones sobre el que se fija la superficie realmente recubierta que suele tener un espesor entre 0,8 y 2 mm. La superficie a recubrir puede estar perforada o no. La superficie puede ser completamente plana, con varias "ondas", o con varias embuticiones de muy distintas geometrías. Estas piezas o soportes suelen recibir, también, el nombre de bandejas, latas, moldes o simplemente chapas, etc., de pan.
En la tecnología del recubrimiento de superficies metálicas destinadas a ser usadas en presencia de elevadas temperaturas para soporte de productos de panificación, se utilizan frecuentemente recubrimientos constituidos de capas de caucho de silicona monocomponente del tipo RTV, que poseen regulación para el contacto alimentario. Estos recubrimientos poseen características antiadhesivas, antiadherentes, anticorrosivas o de protección en general.
Los recubrimientos de esta índole pueden aplicarse a substratos metálicos capaces de resistir temperaturas de hasta por lo menos 250 a 300ºC. Habitualmente se aplica una primera capa de recubrimiento, denominada imprimación, al substrato metálico que previamente se ha desengrasado o se ha sometido a un chorreado de granalla o corindón con objeto de provocar una rugosidad suficiente para mejorar la adhesión al metal. Posteriormente, se aplican una o más capas de productos del elastómero, que terminan horneándose en un horno a temperaturas incluidas entre 200 y 250ºC.
La eliminación de estos recubrimientos protectores adolece de muchas dificultades, teniendo en cuenta sus características de elevada adhesión y resistencia a elevadas temperaturas.
Además, cuando las piezas recubiertas con elastómeros van perdiendo sus características antiadhesivas o antiadherentes, debido al desgaste por su uso, es el momento de extraer el recubrimiento ya envejecido y aplicar un nuevo recubrimiento. Sin embargo, en ocasiones, se aplica grasa para aumentar el desmoldeo de las piezas y se produce una mezcla de elastómero y grasa de desmoldeo que se seca y se deposita sobre el elastómero. Esta nueva disposición del elastómero dificulta aún más la correcta extracción o eliminación del recubrimiento.
La eliminación mediante la abrasión mecánica, únicamente, es muy pesada y difícil, debido a las buenas propiedades físicas y químicas de los recubrimientos y a las distintas disposiciones y diversidad del estado de los mismos. Son muy extensas las posibilidades de limpieza ensayadas de forma mecánica, desde todo tipo de equipos de granallado o chorreado hasta equipos de cepillado, lijado, etc. La experiencia ha demostrado que en ningún caso se obtiene una limpieza completa, ni adecuada, ni económica, de las superficies metálicas de uso en el horneado, únicamente por estos medios.
El uso del calor para producir la degradación del recubrimiento protector podría ser un procedimiento suficiente por sí mismo. No obstante, es fuente de productos altamente contaminantes por resultar de la descomposición de los elastómeros elementos que no pueden dispersarse en la atmósfera. Además las disposiciones frecuentes de recubrimientos de elastómeros con grasa de uso en alimentación producen una combustión con fuego que provocan llamas a las altas temperaturas de degradación. Este fuego afecta térmicamente a la superficie metálica llegando a provocar, en ocasiones, la deformación permanente de las piezas y soportes, incluso en soportes de aluminio y sus aleaciones se producen pérdidas de metal. Todo ello lleva consigo daños muy graves de las piezas o soportes. Por lo tanto este procedimiento tampoco debe emplearse únicamente por sí mismo. En todo caso, cuando se emplee, se debe evitar, a toda costa, la producción de una combustión acompañada de fuego por medio de la disminución de la cantidad de material a incinerar y evitando que la pieza tenga grasa o estos restos sean mínimos. Para ello se debe tener un control exhaustivo de la temperatura del horno y un procedimiento para extraer la grasa previamente. Además estos hornos se deben acompañar de una cámara de postcombustión que, a unos 800 a 1000ºC, producen la degradación completa de los humos e impide el vertido de los contaminantes a la atmósfera. En definitiva y, por tanto, de nuevo la experiencia ha demostrado que estos procedimientos no permiten una limpieza completa por sí solos, por su complejidad, alto coste económico y por el riesgo de pérdida de las piezas o soportes.
El uso de procedimientos químicos es bien conocido. La utilización de baños con álcalis, baños con potentes desengrasantes, baños con todo tipo de ácidos, detergentes, etc., tanto a temperatura ambiente como en caliente, han sido la alternativa más común hasta hace poco tiempo. Un ejemplo se desarrolla en la patente alemana DE10047734 por medio de una solución alcalina y un baño posterior con un ácido diluido. La problemática asociada al tratamiento de los residuos que estos sistemas requieren, añadido a la lentitud del proceso de limpieza de estos recubrimientos lo hacen desaconsejable, hoy día, desde el punto de vista económico.
Otro procedimiento de extracción es la que como se propone en la patente italiana IT MI940391 a través un impacto en la superficie por medio de un haz de láser de estado sólido. Este sistema puede resultar de interés en las resinas de los fluoropolímeros por sus cualidades físicas y químicas. No obstante los ensayos en elastómeros no han resultado eficientes.
La patente de EEUU US 6491762 propone la extracción a través de un sistema de impacto de un chorro de agua a ultra alta presión sobre la superficie metálica recubierta. Esto requiere de una inversión en equipos costosos y tampoco se encuentra valorada su aplicación en recubrimientos de elastómeros, sino únicamente en resinas de fluoropolímeros.
La patente alemana DE88579 propone la extracción de recubrimientos mediante un contacto con un chorro de gas, habitualmente nitrógeno, a muy baja temperatura. La exposición del gas sobre la superficie recubierta produce una substracción espontánea de calor dentro del recubrimiento y como consecuencia de ello una intensa contracción y un desprendimiento de la capa desde el sustrato. De nuevo hay que insistir que no se encuentra valorada esta técnica en aplicaciones con elastómeros sobre superficies metálicas para uso en panadería y el coste de los equipos es muy alto.
La patente de EE.UU. número US4858264 está dirigida a un sistema de eliminación de revestimientos protectores asistido por ultrasonidos, particularmente, para eliminar pintura o revestimientos similares de un avión.
La patente francesa FR2717406 propone la limpieza en un lecho fluidizado con una arena especial y un gas, el conjunto produce un "borboteo" y por acción de la fricción de la arena y la alta temperatura provoca el desprendimiento de la suciedad y restos orgánicos. Esta patente no valora la extracción de los recubrimientos de estas piezas. Los ensayos realizados con especialistas del sector han sido completamente desalentadores.
La patente alemana DE19618613 propone un procedimiento para eliminar recubrimientos gastados a partir de rodillos así como un dispositivo para la realización de este procedimiento. El dispositivo se centra en la eliminación del recubrimiento en rodillos cilíndricos giratorios.
Otro procedimiento de limpieza de una matriz de vulcanización se describe, por ejemplo, en la patente europea con número de publicación EP0740989. Este procedimiento comprende las etapas de generar previamente un plasma de un gas reactivo, inyectar el plasma del gas reactivo desde varios orificios de inyección formados en un tubo rociador hasta la superficie interior de una matriz de vulcanización dispuesta en una cámara de procesamiento al vacío, y dejar...
Reivindicaciones:
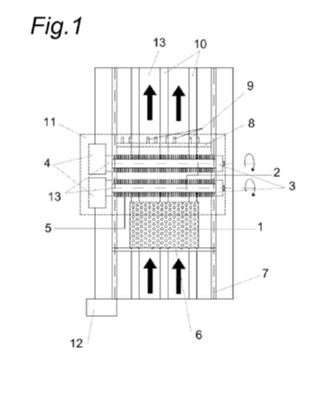
1. Dispositivo de limpieza para eliminar recubrimientos de elastómeros en superficies metálicas de uso en el horneado de productos de panificación (i) que comprende una mesa (13) situada sobre un chasis de máquina y, al menos dos rodillos de limpieza alojados en el interior de un cárter de chapa (11), que evita que los restos de elastómero desprendido salten fuera del equipo, caracterizado porque cada uno de dichos rodillos de limpieza comprende
un núcleo (2) y una superficie exterior (5) formada por una pluralidad de púas de un polímero duro y flexible, estando dichas púas dispuestas a modo de discos paralelos; y en donde la velocidad de dichos rodillos de limpieza es regulable a través de un primer motor variador (4);
en donde dichos rodillos de limpieza están montados sobre sendos soportes de rodamiento (3) que, a su vez, están solidariamente unidos al chasis del equipo, configurando estos soportes (3), a su vez, la regulación en altura modificando el espacio entre los cilindros de limpieza y la mesa (13);
y donde la extracción del recubrimiento de las piezas (1) se produce por el rozamiento de las púas (5) de los cilindros limpiadores que producen un desprendimiento del elastómero.
2. Dispositivo de limpieza de acuerdo con la reivindicación 1 caracterizado porque la pieza a limpiar (1) se introduce entre el primer rodillo limpiador de púas y la bancada o mesa (13) del dispositivo, de tal modo que se deja entre ambos un espacio suficiente para permitir dejar pasar las piezas a limpiar (1), y donde esta introducción se realiza de forma manual, ya que el equipo posee al menos dos cadenas (7), una en cada extremo de la mesa (13), sobre la que se dispone una pieza de sección rectangular o pletina (6), que se desplaza de forma solidaria con la cadena (7) y barre toda la anchura de la mesa, siendo esta pletina (6) la que arrastra en su movimiento a las piezas o soportes (1) hacia el primer rodillo de limpieza.
3. Dispositivo de limpieza de acuerdo con la reivindicación 2 caracterizado porque a las cadenas (7) se les transmite el movimiento por un plato dentado a través de un piñón conectado a un segundo motor-reductor (12) configurado para variar su velocidad, y consecuentemente la velocidad de la cadena (7) en función de las necesidades de producción.
4. Dispositivo de limpieza de acuerdo con las reivindicaciones anteriores caracterizado porque una vez pasado el primer rodillo y atrapadas las piezas por el segundo rodillo de limpieza, estas avanzan de forma autónoma hacia el otro lado de la plataforma o mesa (13); y donde en la salida del segundo rodillo existen diversas pletinas (8) de fijación de los flejes (9), que a modo de "uñas", realizan efecto de freno e impiden la expulsión de la pieza a alta velocidad.
5. Dispositivo de limpieza de acuerdo con las reivindicaciones anteriores caracterizado porque sobre la mesa del equipo (13) se han fijado unas pletinas de polímero deslizante (10), que mejoran el desplazamiento de la pieza sobre la mesa.
6. Método de limpieza para eliminar recubrimientos de elastómeros en superficies metálicas de uso en el horneado de productos de panificación caracterizado porque comprende, al menos las etapas de:
(a) una etapa de granallado automático, en donde se somete a la pieza a limpiar (1) a una etapa de chorreado de granalla en un equipo de granallado automático; y
(b) una etapa de limpieza mediante el equipo de las reivindicaciones 1 a 5; obteniéndose una eliminación de entre el 75% y el 100% de la superficie de recubrimiento del elastómero y/o sus mezclas con grasas y restos de productos de panificación.
7. Método de limpieza de acuerdo con la reivindicación 6 caracterizado porque comprende una etapa adicional de degradación del recubrimiento por efectos térmicos a través de un horno en el que se eleva la temperatura de forma progresiva a valores comprendidos entre 300 a 400ºC durante un tiempo comprendido entre los 14 y los 30 minutos.
8. Método de limpieza de acuerdo con las reivindicaciones 6 y 7 caracterizado porque comprende una etapa adicional de acabado por chorreado en un equipo de granallado automático que elimina por completo los desechos producidos en el horneado y crea una rugosidad adecuada para aplicación de una nueva capa de recubrimiento.
Patentes similares o relacionadas:
Sistema y método para invertir moldes, del 18 de Febrero de 2015, de REXFAB INC: Un sistema para invertir moldes en una línea de producción comercial, el sistema para invertir moldes que tiene una entrada adaptada para recibir un molde que va a invertirse […]
SISTEMA PARA LIMPIAR MECANISMOS TRANSPORTADORES EN ESPIRAL., del 1 de Abril de 1997, de CHECKER MACHINE INC.: UN DISPOSITIVO PARA COCINAR AL VAPOR INCLUYE UNA CINTA SINFIN DISPUESTA EN UN CAMINO ESPIRAL QUE RODEA UNA JAULA . LA JAULA PUEDE GIRAR SOBRE UN EJE […]
LIMPIADORA DE BANDEJAS, del 1 de Abril de 1983, de INDUSTRIAL SALVA, S.A.: 1.Limpiadora de bandejas, esencialmente caracterizada por constituirse a partir de un bastidor general que comporta una sección para recepción de las bandejas, una sección […]
MAQUINA PARA LA LIMPIEZA AUTOMATICA DE BANDEJAS DE HORNEADO, del 1 de Noviembre de 1982, de P. PRAT, S.A.: MAQUINA PARA LA LIMPIEZA DE BANDEJAS DE HORNEADO UTILIZADAS EN LA FABRICACION DE PAN Y EN REPOSTERIA. ESTA FORMADA POR DOS PARES DE RODILLOS DE ARRASTRE (1, 2 Y 4, 5) QUE SE […]
LIMPIADORA DE BANDEJAS, del 1 de Septiembre de 1981, de CONSTRUCCIONES MECANICAS MARCO,S.L.: Limpiadora de bandejas, caracterizada esencialmente porque está constituida por una cuchilla basculante dispuesta al paso de las bandejas, arrastradas por topes cual […]
MAQUINA LIMPIADORA DE BANDEJAS, del 1 de Enero de 2007, de NUEVAS INVESTIGACIONES MAQUINARIA, S.L.: 1. Máquina de limpieza de bandejas, caracterizada porque comprende un cepillo y una repisa , y el cepillo tiene una disposición constitutiva […]
Aparato de limpieza y conjunto de limpieza de panel, del 22 de Mayo de 2019, de King Abdullah University of Science and Technology: Un aparato de limpieza, que comprende: un conjunto de cepillo; un conjunto de transporte delantero acoplado al conjunto de cepillo y configurado […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]