Procedimiento y dispositivo de compensación automática para pinza de soldadura.
Procedimiento de compensación automática para pinza de soldadura,
y dispositivo asociado, en donde la pinza comprende un par de electrodos (1), una estructura (4) que permite su desplazamiento lineal relativo, un actuador principal (31) y un actuador auxiliar (32), que comprende las etapas de posicionar los electrodos (1) frente al punto de soldadura (71) en un conjunto de chapa (7), aproximar los electrodos (1) por medio del empuje del actuador principal (31) y del actuador auxiliar (32) hasta que los electrodos (1) hacen contacto con el conjunto de chapa (7), empuje adicional del actuador principal (31) hasta que alcanza un valor predefinido, y empuje adicional del actuador auxiliar (32) provocando un desplazamiento de la estructura (4) tal que el conjunto de chapa (7) permanezca en su posición inicial. Ofrece prestaciones mejoradas respecto a realizar el proceso de soldadura con una mínima presencia de deformaciones en el conjunto de chapa (7).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201530689.
Solicitante: SEAT, S.A..
Inventor/es: MAURI VIDAL,Jordi, GENDRAU MAGRE,Antonio María.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/31 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
Fragmento de la descripción:
Procedimiento y dispositivo de compensación automática para pinza de soldadura
OBJETO DE LA INVENCIÓN
La presente solicitud de patente tiene por objeto un procedimiento de compensación automática para pinza de soldadura según la reivindicación 1, y un dispositivo asociado de compensación automática para pinza de soldadura según la reivindicación 8, incorporando 10 ambos notables innovaciones y ventajas.
ANTECEDENTES DE LA INVENCIÓN
En el estado de la técnica hay diversas soluciones conocidas de procedimientos y dispositivos de compensación para una pinza de soldadura. En concreto, y según se refleja en el documento ES2229910, es conocido del estado de la técnica un método y un aparato de compensación automática para pinza de soldadura, que comprende: a) posicionar la pinza abierta en relación con una pieza de trabajo; b) mantener la posición de la pinza 20 mediante un actuador de compensación gobernado por unos medios de control según un modo de control de posición en el que dicho actuador es mantenido en una posición constante independientemente de la corriente consumida; c) detectar la corriente consumida por el actuador durante el modo de control de posición y pasar a un modo de control de corriente, en el que el actuador es mantenido a la corriente previamente detectada; d) cerrar 25 los brazos porta-electrodos de la pinza mientras el actuador permanece bajo dicho modo de control de corriente, y efectuar la soldadura; y e) abrir la pinza y retornar el control del actuador al modo de control de posición.
Sin embargo, se ve que existe aún una necesidad de disponer de un procedimiento, y 30 dispositivo asociado, de compensación automática para pinza de soldadura que ofrezca prestaciones mejoradas respecto a realizar el proceso de soldadura con una mínima presencia de deformaciones o abolladuras en la chapa sometida a dicho proceso.
DESCRIPCIÓN DE LA INVENCIÓN
De acuerdo con la presente invención, este cometido se soluciona mediante un procedimiento de compensación automática para pinza de soldadura según la reivindicación 1, y mediante un dispositivo de compensación automática para pinza de soldadura según la 5 reivindicación 8. Ventajas adicionales de la invención se presentan acompañando las características incluidas en las reivindicaciones dependientes, mencionadas en la descripción que se reseña a continuación.
En los procesos de soldadura actuales se observa que se producen en la chapa 10 deformaciones y abolladuras a pesar de tomar todas las medidas estándar (buena alineación, uso de electrodos especiales, espesores de chapa normalizadas, buen ajuste, parámetros correctos de soldadura, presencia de agua) al objeto de evitar dichos defectos. Analizando más a fondo la problemática se observa que las deformaciones y abolladuras aparecen en las siguientes situaciones: 15
- la cuchilla deja de cortar bien y no se asegura que corte la misma cantidad en los dos electrodos. En este caso el electrodo fijo se puede separar más de 4mm o se puede acercar menos de 4mm de la chapa.
- aun teniendo la cuchilla bien y las distancias bien, al cerrar la pinza, ésta queda flotante para adaptarse a las chapas. Como las chapas son tan finas, el electrodo móvil, al aplicar 20 esfuerzo, no encuentra apenas reacción al esfuerzo de soldadura, y desliza el carro de compensación unos milímetros con la chapa en medio, suficiente para que la pinza abolle el punto.
- aun teniendo cuchilla y distancias bien, incluso teniendo un buen comportamiento en el punto anterior, el simple efecto muelle que realiza el portaelectrodo fijo, al soportar el 25 esfuerzo de soldadura (milímetros) , abolla la pieza aleatoriamente.
Hay que considerar que se trabaja con chapas muy finas, de modo que con cualquier tipo de pinza neumática se produciría algún tipo de abolladura. Además, incluso con el uso de cualquier pinza eléctrica, no se podría asegurar la repetibilidad al 100% de que no aparecería una deformación o abolladura. 30
Más específicamente, los pasos que sigue una pinza neumática durante el proceso de soldadura y el cierre de la pinza son: primero, el electrodo móvil toca la chapa; segundo, ejerce una fuerza en la chapa que hace que el electrodo fijo compense y acabe tocando también la chapa. Dicha secuencia lleva con certeza a una deformación o abolladura. Por 35 otro lado, en una pinza eléctrica, los dos electrodos llegan al mismo tiempo a la chapa, a la hora de soldar. No obstante, al cerrarse la pinza y quedarse ésta flotante, también es posible provocar una deformación o abolladura, a consecuencia de la flexión del portaelectrodos fijo.
Por lo tanto, y después de observar la presente problemática, se observa la necesidad de 5 implementar un nuevo procedimiento para la pinza de soldadura que consiga un nuevo modo de trabajo de un motor de compensación o auxiliar (que actúan sobre el electrodo fijo o auxiliar de la pinza respectivamente) . Básicamente el nuevo modo de trabajo consiste en que cuando el electrodo fijo (impulsado por el motor del actuador auxiliar o motor de compensación) llega a la chapa, permanece inmóvil en la posición, compensándose 10 adicionalmente la flexión mecánica que se produce en el portaelectrodos fijo.
Así pues, y más concretamente, la presente invención consiste en un procedimiento de compensación automática para pinza de soldadura, en donde en donde la pinza comprende:
- un par de electrodos montados uno de ellos en un portaelectrodos principal y el otro en un 15 portaelectrodos auxiliar, - una estructura que permite el desplazamiento lineal relativo entre el portaelectrodos principal y el portaelectrodos auxiliar, - un actuador principal que desplaza linealmente el portaelectrodos principal, - un actuador auxiliar que desplaza linealmente el portaelectrodos auxiliar, 20
- en donde dicha estructura es desplazable linealmente respecto a una base fija, - en donde la unión de la estructura con el portaelectrodos principal permite un desplazamiento lineal relativo entre sí, - en donde la estructura y el portaelectrodos auxiliar están vinculados solidariamente entre sí por medio de un brazo, 25
comprendiendo el procedimiento adicionalmente las etapas de:
- posicionar los electrodos frente al punto de soldadura en un conjunto de chapa, - aproximar el portaelectrodos principal y el portaelectrodos auxiliar por medio del empuje del actuador principal y del actuador auxiliar hasta que los electrodos hacen contacto con el conjunto de chapa en una posición inicial de dicho conjunto de chapa, 30
- empuje adicional del actuador principal hasta que alcanza un valor predefinido, y - empuje adicional del actuador auxiliar provocando un desplazamiento de la estructura tal que el conjunto de chapa permanezca en su posición inicial.
Específicamente, el actuador auxiliar realiza un desplazamiento igual al del actuador principal y en sentido contrario, de modo que compensa el efecto de flexado del brazo. La detención del actuador principal y del actuador auxiliar tiene lugar al alcanzar el actuador principal el esfuerzo requerido.
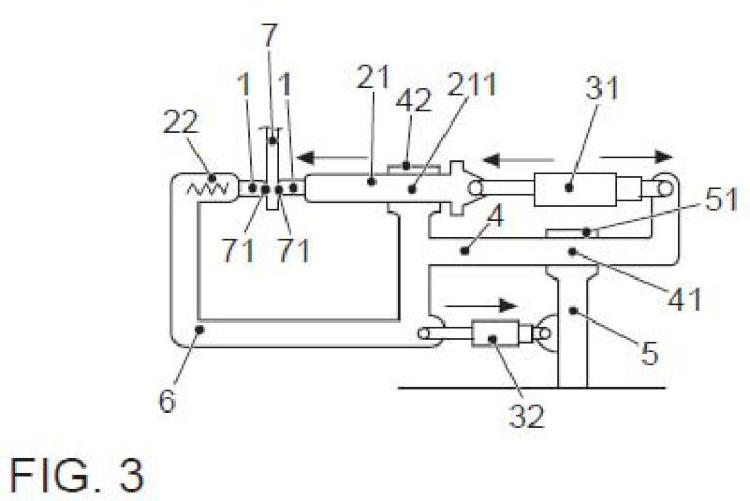
Más en detalle, la secuencia de pasos es como sigue: Se inicia el movimiento de pinzado en el que el actuador principal (en la posición superior) desplaza electrodo de la derecha hacia la izquierda (ver figuras 1 a 3) , y el actuador auxiliar (en la posición inferior) desplaza electrodo izquierdo hacia la derecha, hasta que ambos electrodos pinzan el conjunto de chapa. 10
Al producirse el flexado del brazo de la izquierda, el empuje es superior por el lado derecho de la chapa, lo que lleva a que se produzca una deformación o abolladura. El procedimiento de la presente invención hace que se compense dicho efecto haciendo que el actuador auxiliar (ver figuras 1 a 3 actuador inferior) efectúe un desplazamiento adicional, igual y 15 contrario, para compensar este efecto de flexado del brazo de la izquierda.
Así, el proceso podría resumirse en la siguiente secuencia: el actuador principal (en la posición superior) va avanzando, y también el actuador auxiliar (en la posición inferior) , hasta la posición de pinzamiento del conjunto del chapa. El actuador superior sigue 20 avanzando a la búsqueda de hacer el esfuerzo nominal. El brazo de la izquierda flexa y se retrasa. El actuador auxiliar (en la posición inferior) busca compensar y se desplaza desde la referencia posicional del pinzamiento inicial del conjunto de chapa, realizando el mismo desplazamiento que el actuador principal (en la posición superior) pero en sentido contrario, .
De este modo se logra el resultado ventajoso de reducir prácticamente en su totalidad el rechazo de conjuntos de chapa defectuosamente soldados. En una aplicación...
Reivindicaciones:
1. Procedimiento de compensación automática para pinza de soldadura, en donde la pinza comprende: 5
- un par de electrodos (1) montados uno de ellos en un portaelectrodos principal (21) y el otro en un portaelectrodos auxiliar (22) , - una estructura (4) que permite el desplazamiento lineal relativo entre el portaelectrodos principal (21) y el portaelectrodos auxiliar (22) , - un actuador principal (31) que desplaza linealmente el portaelectrodos principal (21) , 10
- un actuador auxiliar (32) que desplaza linealmente el portaelectrodos auxiliar (22) , - en donde dicha estructura (4) es desplazable linealmente respecto a una base fija (5) , - en donde la unión de la estructura (4) con el portaelectrodos principal (21) permite un desplazamiento lineal relativo entre sí, - en donde la estructura (4) y el portaelectrodos auxiliar (22) están vinculados solidariamente 15 entre sí por medio de un brazo (6) , caracterizado porque comprende las etapas de:
- posicionar los electrodos (1) frente al punto de soldadura (71) en un conjunto de chapa (7) , - aproximar el portaelectrodos principal (21) y el portaelectrodos auxiliar (22) por medio del empuje del actuador principal (31) y del actuador auxiliar (32) hasta que los electrodos (1) 20 hacen contacto con el conjunto de chapa (7) en una posición inicial de dicho conjunto de chapa (7) , - empuje adicional del actuador principal (31) hasta que alcanza un valor predefinido, y - empuje adicional del actuador auxiliar (32) provocando un desplazamiento de la estructura (4) tal que el conjunto de chapa (7) permanezca en su posición inicial. 25
2. Procedimiento de compensación automática para pinza de soldadura según la reivindicación 1 caracterizado porque el empuje y el empuje adicional del actuador principal (31) se producen al ser alimentados por una corriente eléctrica consigna.
3. Procedimiento de compensación automática para pinza de soldadura según las reivindicaciones 1 ó 2 caracterizado porque cuando el actuador principal (31) alcanza el valor predefinido se inicia una soldadura del conjunto de chapa (7) .
4. Procedimiento de compensación automática para pinza de soldadura según la reivindicación 1 ó 3 caracterizado porque el desplazamiento del actuador auxiliar (32) está vinculado al desplazamiento del actuador principal (31) , de modo que ante una detención del movimiento del actuador principal (31) se produce también una detención del movimiento del actuador auxiliar (32) . 5
5. Procedimiento de compensación automática para pinza de soldadura según la reivindicación 1 caracterizado porque el desplazamiento del actuador auxiliar (32) provoca un desplazamiento lineal de la estructura (4) tal que compensa la flexión del brazo (6) .
6. Procedimiento de compensación automática para pinza de soldadura según la reivindicación 1 caracterizado porque comprende una etapa adicional de movimiento de retirada del actuador principal (31) y del actuador auxiliar (32) tal que se produce una liberación del conjunto de chapa (7) del par de electrodos (1) con un punto de soldadura (71) . 15
7. Procedimiento de compensación automática para pinza de soldadura según la reivindicación 1 caracterizado porque el empuje del actuador principal (31) y del actuador auxiliar (32) hasta que los electrodos (1) hacen contacto con el conjunto de chapa (7) en una posición inicial de dicho conjunto de chapa (7) , está predefinido. 20
8. Dispositivo de compensación automática para pinza de soldadura, en donde la pinza comprende:
- un par de electrodos (1) montados uno de ellos en un portaelectrodos principal (21) y el otro en un portaelectrodos auxiliar (22) , 25
- una estructura (4) que permite el desplazamiento lineal relativo entre el portaelectrodos principal (21) y el portaelectrodos auxiliar (22) , - un actuador principal (31) que desplaza linealmente el portaelectrodos principal (21) , - un actuador auxiliar (32) que desplaza linealmente el portaelectrodos auxiliar (22) , - una unidad de procesamiento (8) que controla el actuador principal (31) y el actuador 30 auxiliar (32)
- en donde dicha estructura (4) es desplazable linealmente respecto a una base fija (5) , - en donde la unión de la estructura (4) con el portaelectrodos principal (21) permite un desplazamiento lineal relativo entre sí, - en donde la estructura (4) y el portaelectrodos auxiliar (22) están vinculados solidariamente entre sí por medio de un brazo (6) , caracterizado porque la unidad de procesamiento (8) está configurada de tal forma que ejecuta un procedimiento que comprende las etapas de:
- posicionar los electrodos (1) frente al punto de soldadura (71) en un conjunto de chapa (7) , 5
- aproximar el portaelectrodos principal (21) y el portaelectrodos auxiliar (22) por medio del empuje del actuador principal (31) y del actuador auxiliar (32) hasta que los electrodos (1) hacen contacto con el conjunto de chapa (7) en una posición inicial de dicho conjunto de chapa (7) , - empuje adicional del actuador principal (31) hasta que alcanza un valor predefinido, 10
- empuje adicional del actuador auxiliar (32) provocando un desplazamiento de la estructura (4) tal que el conjunto de chapa (7) permanezca en su posición inicial.
9. Dispositivo de compensación automática para pinza de soldadura según la reivindicación 8 caracterizado porque el actuador principal (31) está situado entre el portaelectrodos 15 principal (21) y la estructura (4) .
10. Dispositivo de compensación automática para pinza de soldadura según la reivindicación 8 caracterizado porque el actuador auxiliar (32) está situado entre la estructura (4) y la base fija (5) . 20
11. Dispositivo de compensación automática para pinza de soldadura según la reivindicación 8 caracterizado porque el actuador auxiliar (32) está situado entre una zona de unión del brazo (6) con la estructura (4) , y la base fija (5) .
12. Dispositivo de compensación automática para pinza de soldadura según la reivindicación 8 caracterizado porque la unión de la estructura (4) con la base fija (5) comprende un eje principal (41) y un pasador principal (51) .
13. Dispositivo de compensación automática para pinza de soldadura según la 30 reivindicación 8 caracterizado porque la unión de la estructura (4) con el portaelectrodos principal (21) comprende un eje auxiliar (211) y un pasador auxiliar (42) .
Patentes similares o relacionadas:
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Dispositivo para la fijación de un peso de compensación en un árbol, del 24 de Julio de 2019, de SCHENCK ROTEC GMBH: Dispositivo para una máquina para equilibrar árboles, para la fijación de un peso de compensación en un árbol con un dispositivo a modo de una pinza que […]
Dispositivo de soldadura por resistencia, del 12 de Junio de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura que están opuestos entre sí y se pueden conectar a una fuente […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]