Célula de fabricación con un dispositivo de transferencia de piezas de trabajo y dispositivo de transporte para piezas de trabajo y porta-piezas.
Célula de fabricación (5) para un mecanizado automatizado de piezas de trabajo (9),
con un valla de protección (4) y dispuestos en el interior al menos un dispositivo de fabricación (1), por ejemplo una prensa plegadora (8), y al menos un dispositivo de manipulación (2), y una posición de preparación (10) y una posición de entrega (11) para las piezas de trabajo (9) o los porta-piezas (20), así como un dispositivo de transferencia de piezas de trabajo (12) que configura la posición de preparación (10) y la posición de entrega (11) para las piezas de trabajo (9) o los porta-piezas (20), en la que el dispositivo de transferencia de piezas de trabajo (12) comprende un dispositivo de transporte (16), el cual configura un primer trayecto de transporte (13) y un segundo trayecto de transporte (14) que discurre en paralelo a éste, en la que el primer trayecto de transporte (13) y el segundo trayecto de transporte (14) discurren uno sobre otro y forman planos de transporte (43, 44) que discurren en paralelo respecto a una superficie de apoyo y se superponen entre sí al menos por zonas, y el dispositivo de transferencia de piezas de trabajo (12) presenta un transportador (33) dispuesto sobre un dispositivo de ajuste (17) en forma de una mesa elevadora (31) o elevador (32) para una transferencia opcional de un porta-piezas (20) entre los trayectos de transporte (13, 14), caracterizada porque el dispositivo de ajuste (17) con el plano de transporte (41) formado por el transportador (33) se puede ajustar mediante un control de elevación (39) de un dispositivo de control (40) superior que controla todo el dispositivo de transferencia de piezas de trabajo (12) sin escalones entre el primer y el segundo plano de transporte (43, 44) del trayecto de transporte (13, 14) en posiciones de altura predeterminadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2011/050011.
Solicitante: Trumpf Maschinen Austria GmbH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: Industriepark 24 4061 Pasching AUSTRIA.
Inventor/es: PLAKOLM,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00).
- B23Q7/04 B23Q […] › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de pinzas.
- B23Q7/05 B23Q 7/00 […] › por medio de transportadores de rodillos (B23Q 7/16 tiene prioridad).
- B23Q7/14 B23Q 7/00 […] › coordinados para permitir un trabajo en cadena.
PDF original: ES-2519617_T3.pdf
Fragmento de la descripción:
Célula de fabricación con un dispositivo de transferencia de piezas de trabajo y dispositivo de transporte para piezas de trabajo y porta-piezas La invención se refiere a una célula de fabricación según se describe en el preámbulo de la reivindicación 1 (DE 10 2008 00 9090 B3) .
En una fabricación en serie de piezas de trabajo con dispositivos de fabricación, en la que los requisitos de costosos dispositivos de fabricación en referencia al rendimiento de carga y descarga o los tiempos de ciclo son a menudo muy elevados para la reducción de costes, con frecuencia se usa una transferencia de piezas automatizada para el manejo de máquinas de fabricación mediante dispositivos de manipulación de piezas de trabajo, en particular robots. Pero esto también condiciona una preparación de piezas correspondiente en el entorno del robot y también su transporte de evacuación, estando almacenadas a menudo las piezas de trabajo sobre los porta-piezas, que se transportan manualmente con medios de transporte, por ejemplo transpaletas, apiladores, etc. Por motivos de seguridad del personal laboral, para transportes de este tipo se deben poner fuera de servicio al menos los dispositivos de manipulación y esto también condiciona a menudo una parada de la máquina de fabricación por lo que se originan tiempos de parada que aumentan los costes de producción.
El objetivo de la invención es crear una célula de fabricación para el mecanizado automatizado de piezas de trabajo con un dispositivo de fabricación y un dispositivo de manipulación de piezas, en la que se eviten los tiempos de parada condicionados por un suministro y evacuación de piezas y se consiguen trayectos de transferencia de piezas cortos para la manipulación de piezas a fin de evitar tiempos muertos improductivos.
Este objetivo de la invención se consigue mediante las características reproducidas en la reivindicación 1. La ventaja en este caso es que las perturbaciones condicionadas por el manejo del proceso de fabricación que discurre en la célula de fabricación se reducen mediante un suministro y evacuación de piezas de trabajo automatizados desde la célula de fabricación y se consigue una seguridad elevada para el personal de servicio.
Debido a esta configuración es baja la necesidad de espacio para el dispositivo de transferencia de piezas de trabajo en la célula de fabricación, y los trayectos de transferencia para la transferencia de piezas de trabajo también se mantienen bajos mediante el dispositivo de manipulación de piezas de trabajo y por consiguiente se reducen los tiempos muertos.
Además, se garantiza una disposición de todo el dispositivo de transferencia de piezas de trabajo sin otras medidas constructivas sobre una superficie de explotación.
Según las configuraciones ventajosas descritas en las reivindicaciones 2 a 5 se consigue un dispositivo de transporte económico y apropiado tanto para el transporte de palés como también de recipientes y trayectos de transferencia cortos para el dispositivo de manipulación, y las piezas de trabajo también se pueden colocar directamente sobre los transportadores de cinta y con ello se pueden transportar evitando los deteriores superficiales que pueden aparecer durante un transporte de productos a granel.
Pero también son ventajosas las configuraciones según las reivindicaciones 6 a 9, por lo que se consigue una concepción muy universal y adaptada a las necesidades de un dispositivo de transferencia de piezas de trabajo y en la que se obtiene un rendimiento de carga y descarga elevado teniendo en cuenta los requisitos y las propiedades de las piezas de trabajo.
Mediante los perfeccionamientos ventajosos, descritos en las reivindicaciones 10 y 11 se consigue una circulación de los porta-piezas opcional o adaptada a las necesidades, configurable de forma reversible a través de la dirección de transporte.
En las reivindicaciones 12 y 13 se describen otras configuraciones ventajosas mediante las que se impide ampliamente una manipulación involuntaria o no autorizada.
La configuración ventajosa, descrita en la reivindicación 14 garantiza lugares de almacenamiento adicionales mediante los que se prolonga la duración del desarrollo automatizado entre pausas de manejo requeridas y por consiguiente se aumenta la productividad.
Según el perfeccionamiento ventajoso, descrito en la reivindicación 15 es posible un uso universal de porta-piezas en configuraciones diferentes, como palés, recipientes y/o estantes sin o con marcos superponibles.
Las configuraciones ventajosas, descritas en las reivindicaciones 16 a 18 garantizan un funcionamiento inmune a perturbaciones, así como una supervisión permanente del funcionamiento debido del dispositivo de transferencia de piezas de trabajo y una intervención rápida, así como realización de medidas a corto plazo en caso de perturbaciones eventuales.
Debido a la configuración según la reivindicación 1 se ahorra el tiempo de ciclo en la transferencia de piezas de trabajo mediante el dispositivo de manipulación de piezas de trabajo. Para la mejor compresión de la invención, ésta se explica más en detalle mediante las figuras siguientes. Muestran respectivamente en representación simplificada muy esquemáticamente:
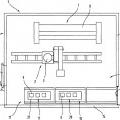
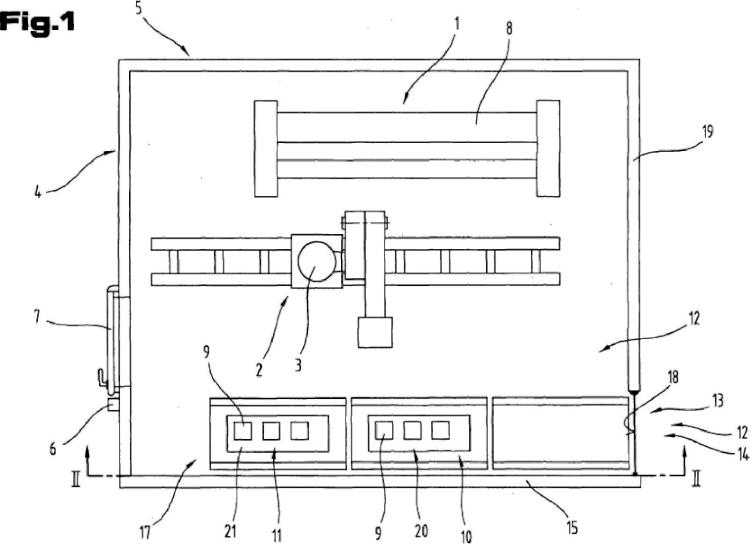
Fig. 1 una célula de fabricación según la invención con un dispositivo de fabricación manejable por un dispositivo de manipulación de piezas de trabajo y con un dispositivo de transferencia de piezas de trabajo, en representación simplificada;
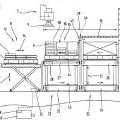
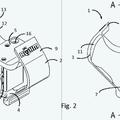
Fig. 2 una configuración según la invención del dispositivo de transferencia de piezas de trabajo en vista según las líneas II-II en la fig. 1, en simplificación simplificada;
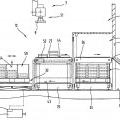
Fig. 3 otra configuración del dispositivo de transferencia de piezas de trabajo en vista, en representación simplificada;
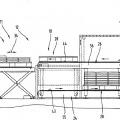
Fig. 4 otra configuración del dispositivo de transferencia de piezas de trabajo en vista, en representación simplificada.
Como introducción se establece que en las formas de realización descritas diferentemente las mismas piezas se proveen de las mismas referencias o mismas designaciones de componentes, pudiéndose transferir las revelaciones contenidas en toda la descripción según el sentido a las mismas piezas con mismas referencias o mismas designaciones de componentes. Las indicaciones de posición seleccionadas en la descripción, como por ejemplo arriba, abajo, lateralmente etc. están referidas a la figura descrita o representada directamente y en el caso de una modificación de la posición se pueden transferir según el sentido a la nueva posición. Además, las características individuales o combinaciones de características de los diferentes ejemplos de realización mostrados y descritos pueden representar soluciones autónomas en sí, inventivas o según la invención.
Todas las indicaciones de rangos de valores en la presente descripción se deben entender de modo que éstas comprenden cualquiera y todos los rangos de ellos, por ejemplo, la indicación 1 a 10 se debe entender de modo que están comprendidos todos los rangos parciales partiendo del límite inferior 1 y el límite superior 10, es decir, todos los rangos parciales comienzan con un límite inferior de 1 o mayor y terminan en un límite superior de 10 o menor, p. ej. 1 a 1, 7 ó 3, 2 a 8, 1 ó 5, 5 a 10.
En la fig. 1 se muestra un dispositivo de fabricación 1 y un dispositivo de manipulación 2, por ejemplo un robot multieje 3, en el interior de una célula de fabricación 5 delimitada por una valla de protección 4. La célula de fabricación 5 sólo es accesible para un operario autorizado a través de una puerta 7 prevista en la valla de protección 4, provista de un dispositivo de seguridad 6 frente a un acceso no autorizado.
El dispositivo de fabricación 1 es, por ejemplo, una prensa plegadora 8 para la fabricación de piezas de trabajo 9 conformadas por plegado que se reciben por el dispositivo de manipulación 2, por ejemplo el robot multieje 3, en una posición de preparación 10 y se le suministran a la prensa plegadora 8 para la realización de un proceso de plegado y después del proceso de conformación efectuado se depositan en una posición de entrega 11.
Para un suministro y evacuación de las piezas de trabajo 9 a o de la célula de fabricación 5 está previsto un dispositivo de transferencia de piezas de trabajo 12, que garantiza una carga y descarga de piezas de trabajo automatizado desde un espacio de trabajo que rodea la célula de fabricación 5 o una superficie de trabajo en o de la célula de fabricación 5.
Según el ejemplo de realización mostrado, el dispositivo de transferencia de piezas de trabajo 12 según la invención está formado por un dispositivo de transporte 16,... [Seguir leyendo]
Reivindicaciones:
1. Célula de fabricación (5) para un mecanizado automatizado de piezas de trabajo (9) , con un valla de protección (4) y dispuestos en el interior al menos un dispositivo de fabricación (1) , por ejemplo una prensa plegadora (8) , y al menos un dispositivo de manipulación (2) , y una posición de preparación (10) y una posición de entrega (11) para las piezas de trabajo (9) o los porta-piezas (20) , así como un dispositivo de transferencia de piezas de trabajo (12) que configura la posición de preparación (10) y la posición de entrega (11) para las piezas de trabajo (9) o los porta-piezas (20) , en la que el dispositivo de transferencia de piezas de trabajo (12) comprende un dispositivo de transporte (16) , el cual configura un primer trayecto de transporte (13) y un segundo trayecto de transporte (14) que discurre en paralelo a éste, en la que el primer trayecto de transporte (13) y el segundo trayecto de transporte (14) discurren uno sobre otro y forman planos de transporte (43, 44) que discurren en paralelo respecto a una superficie de apoyo y se superponen entre sí al menos por zonas, y el dispositivo de transferencia de piezas de trabajo (12) presenta un transportador (33) dispuesto sobre un dispositivo de ajuste (17) en forma de una mesa elevadora (31) o elevador (32) para una transferencia opcional de un porta-piezas (20) entre los trayectos de transporte (13, 14) , caracterizada porque el dispositivo de ajuste (17) con el plano de transporte (41) formado por el transportador (33) se puede ajustar mediante un control de elevación (39) de un dispositivo de control (40) superior que controla todo el dispositivo de transferencia de piezas de trabajo (12) sin escalones entre el primer y el segundo plano de transporte (43, 44) del trayecto de transporte (13, 14) en posiciones de altura predeterminadas.
2. Célula de fabricación según la reivindicación 1, caracterizada porque el transportador (33) está formado preferentemente por un transportador de rodillos.
3. Célula de fabricación según la reivindicación 1 ó 2, caracterizada porque el primer y el segundo trayecto de transporte (13, 14) del dispositivo de transporte (16) está formado respectivamente por un medio de transporte (24, 26) .
4. Célula de fabricación según la reivindicación 3, caracterizada porque el primer medio de transporte (24) está formado por un transportador de palés (55) , preferiblemente un transportador de rodillos multivía.
5. Célula de fabricación según la reivindicación 3, caracterizada porque el segundo medio de transporte (26) está formado por un transportador de cinta (56) .
6. Célula de fabricación según la reivindicación 1, caracterizada porque el primer y el segundo trayecto de transporte (13, 14) del dispositivo de transporte (16) están formados respectivamente por dos medios de transporte (24, 25, 26, 27) directamente adyacentes entre ellos en la dirección de transporte.
7. Célula de fabricación según la reivindicación 6, caracterizada porque los medios de transporte (24, 25, 26, 27) por transportadores de cinta.
8. Célula de fabricación según la reivindicación 1, caracterizada porque los medios de transporte (24, 25, 26, 27) del primer y del segundo trayecto de transporte (13, 14) configuran respectivamente dos estaciones de transporte (22, 23) adyacentes entre ellas.
9. Célula de fabricación según la reivindicación 8, caracterizada porque los medios de transporte (24, 25, 26, 27) están formados por transportadores de rodillos de acumulación o de cinta de acumulación.
10. Célula de fabricación según la reivindicación 8 ó 9, caracterizada porque los medios de transporte (24, 25, 26, 27) están provistos respectivamente de un medio de accionamiento (28) .
11. Célula de fabricación según la reivindicación 10, caracterizada porque el medio de accionamiento (28) está formado por un motor eléctrico.
12. Célula de fabricación según la reivindicación 1, caracterizada porque al menos por zonas, preferiblemente en la zona de la esclusa (18) de entrada y salida, el dispositivo de transferencia de piezas de trabajo (12) está delimitado de tipo túnel por elementos de separación y recubrimiento (36) .
13. Célula de fabricación según la reivindicación 12, caracterizada porque los elementos de separación y recubrimiento (36) están configurados al menos por zonas de forma transparente.
14. Célula de fabricación según la reivindicación 1, caracterizada porque una longitud de transporte (29) de los medios de transporte (24, 25, 26, 27) dispuestos por cada trayecto de transporte (13, 14) se corresponde con al menos dos veces la longitud del porta-piezas (20) .
15. Célula de fabricación según la reivindicación 1, caracterizada porque una altura de transporte (37) libre de los trayectos de transporte (13, 14) es al menos mayor que una altura total de un porta-piezas (20) provisto de un marco superponible (38) .
16. Célula de fabricación según la reivindicación 1, caracterizada porque los medios de control y detección (45) están dispuestos para la supervisión y control del dispositivo de transferencia de piezas de trabajo (12) a lo largo de los trayectos de transporte (13, 14) , preferiblemente en la zona de la esclusa de entrada y salida (18) y/o entre las estaciones de transporte (22, 23) y/o entre éstas y el dispositivo de ajuste (17) con el transportador (33) .
17. Célula de fabricación según la reivindicación 16, caracterizada porque los medios de control y detección (45) están formados preferiblemente por disposiciones de barrera de luz (46) conectadas en comunicación con un dispositivo de control (40) .
18. Célula de fabricación según la reivindicación 16, caracterizada porque los medios de control y detección (45) están formados preferiblemente por sensores de aproximación (47) conectados en comunicación con el dispositivo de control (40) .
Patentes similares o relacionadas:
Máquina de mecanizado con dispositivo de carga de piezas de trabajo, del 10 de Junio de 2020, de GEBR. HELLER MASCHINENFABRIK GMBH: Máquina de mecanizado : con un grupo de husillos posicionables giratoriamente o accionables de forma giratoria alrededor de ejes (26, 27, […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
Procedimiento para la preparación de piezas de trabajo y máquina herramienta para la realización del procedimiento, del 22 de Enero de 2020, de STAMA MASCHINENFABRIK GMBH: Procedimiento para la mecanización de piezas de trabajo en una máquina herramienta con un husillo de trabajo desplazable con relación a un dispositivo […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Procedimiento para mecanizar piezas de trabajo en una máquina herramienta así como máquina herramienta para ello, del 21 de Agosto de 2019, de Ezu-Metallwaren GmbH & Co. KG: Procedimiento para el mecanizado, preferiblemente con arranque de virutas, de piezas de trabajo en una máquina herramienta con un husillo […]
 Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
BRIDA DE SUJECIÓN NEUMÁTICA PARA UTILLAJES, del 17 de Mayo de 2019, de SARABIA TRILLA, Miquel: 1. Brida de sujeción neumática mejorada para sujetar mediante un pisador con una cierta presión/esfuerzo a una chapa o similar, siendo susceptible la brida de sujeción […]