6 inventos, patentes y modelos de WELSER, WOLFGANG
METODO PARA LA PRODUCCION DE UN EJE DE VEHICULO CON UN CORTE TRANSVERSAL ESENCIALMENTE CON FORMA DE U.
Sección de la CIP Técnicas industriales diversas y transportes
(12/05/2009). Ver ilustración. Solicitante/s: WELSER PROFILE AG. Clasificación: B21D53/88, B21D5/08, B60B35/04, B60B35/02, B21D53/00.
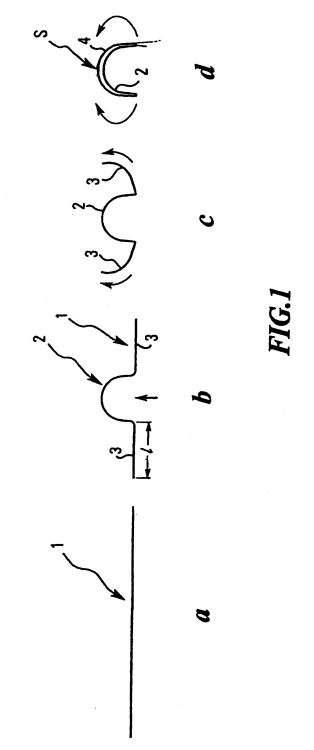
Método para la producción de un eje de vehículo con corte transversal esencialmente con forma de U por laminado de una cinta metálica plana , caracterizado porque la cinta metálica en primer lugar se lamina con forma de U en la zona central para la formación de un perfil en U interno , donde en los extremos libres de las ramas de la U permanecen aletas lateralmente, cuya longitud l es mayor que la mitad del devanado del perfil en U interno , después de lo cual, las aletas, en un proceso de laminado posterior, se pliegan con formación de un espacio hueco hacia el perfil en U interno hasta formar un perfil en U externo y se sueldan entre sí en sus rebordes.
PROCEDIMIENTO DE FABRICACION DE UN TACO METALICO PARA MINERIA.
Sección de la CIP Construcciones fijas
(16/05/2007). Solicitante/s: WELSER PROFILE AG. Clasificación: E21D21/00.
Procedimiento para la fabricación de un taco metálico para la minería con muescas aplicadas sobre la cara exterior, mediante el conformado de un material plano , caracterizado porque un material plano se dota de muescas y mediante laminado en caliente se conforma formando un tubo y porque después del conformado se sueldan entre sí las caras longitudinales del material.
PROCEDIMIENTO QUE PERMITE PRODUCIR UN PERFIL QUE PRESENTA DIFERENTES ESPESORES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Solicitante/s: WELSER PROFILE AG. Clasificación: B21C37/00, B21B1/08, B21D1/08.
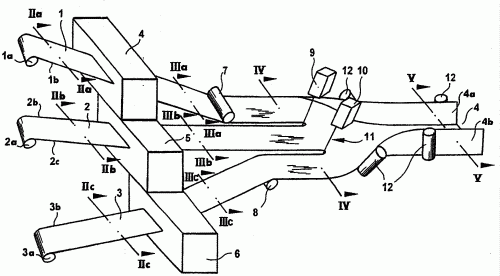
Procedimiento para la fabricación de un perfil de espesor de pared variable, en el que se utiliza como material de partida bandas de diferente espesor, que se alimentan de forma continua a un equipo de soldadura y allí se sueldan entre sí por sus bordes longitudinales (1b, 2b, 2c, 3b) contiguos entre sí, y donde a las bandas soldadas entre sí se les da forma mediante un equipo de conformado, caracterizado porque al soldar se obtiene una transición lisa entre las bandas de diferente espesor, para lo cual se forman en los bordes longitudinales de las bandas (1b, 2b, 2c, 3b) unos chaflanes (1c, 2d, 2e, 3c) de manera continua para formar una garganta en forma de V junto con el borde longitudinal de la banda contigua, y porque en los bordes longitudinales (2b, 2c) de la banda de mayor espesor se mecanizan de forma continua unos chaflanes (2f, 2g) en dirección hacia las bandas de menor espesor.
ENCENDEDOR SEMICONDUCTOR.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/02/2003). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG TRW AIRBAG SYSTEMS GMBH & CO. KG. Clasificación: F42B3/13.
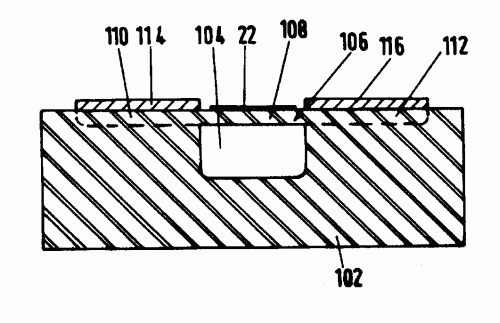
EN UNA ESPOLETA DE SEMICONDUCTOR, ESPECIALMENTE PARA GENERADOR DE GAS DE UN SISTEMA DE PROTECCION PARA OCUPANTES DE UN AUTOMOVIL, QUE SE COMPONE DE UNA CAPA DE SEMICONDUCTOR DISPUESTA BAJO SITUACION INTERMEDIA DE UNA CAPA DE AISLAMIENTO TERMICA, CONECTADA EN EL LADO EXTREMO EN LA ZONA DE CONTACTO Y CALENTADA EN EL EXTREMO DE DISPARO DE ENCENDIDO EN EL PASO DE CORRIENTE EN LA ZONA DE EXTENSION DE ENCENDIDO , SE OBTIENE DE ACUERDO CON LA INVENCION BAJO MANTENIMIENTO DE UNA EFICIENCIA DE ENCENDIDO ALTA, UNA UNION MECANICA SEGURA DE LA CAPA DE SEMICONDUCTOR EN EL SOPORTE DE TAL MODO, QUE LA CAPA DE APILAMIENTO TERMICO LIMITA EN LA ZONA DE EXTENSION DE ENCENDIDO DE LA CAPA SEMICONDUCTOR TERMICO Y LA CAPA DE SEMICONDUCTOR TERMICO ESTA UNIDA EN SUS TRAMOS EXTREMOS MANTENIDOS LIBREMENTE CON CAPA DE AISLAMIENTO TERMICA DE FORMA INMEDIATA CON EL SOPORTE.
(16/01/1995) PARA FACILITAR LA SUJECION DE UNA BANDA TEXTIL EN UN TUBO PERFILADO EN FORMA DE RODILLO DE UN TUBO PARA UN TOLDO, SE HA PREVISTO, QUE LA PARED DEL TUBO PERFILADO PRESENTE ESENCIALMENTE UNA PRIMERA ESCOTADURA TANGENCIAL EXTENDIDA, EN EL QUE LA PARED DEL TUBO PERFILADO ESTE PLEGADA EN PRINCIPIO SOBRE SI MISMA, Y A CONTINUACION ESTE DOBLADA HACIA ATRAS EN FORMA DE L, EN EL QUE EL SECTOR DEL BRAZO LARGO SE EXTIENDE A DISTANCIA EN PARALELO RESPECTO A LA PARTE PLEGADA DOBLE Y EL SECTOR DE BRAZO CORTO EN FORMA DE L RESPECTO A LA PARED EXTERIOR DEL TUBO PERFILADO , LIMITANDO LA ABERTURA DE LA PRIMERA ESCOTADURA. POR LO DEMAS,…
TABLON DE ANDAMIO Y SU PROCEDIMIENTO DE FABRICACION.
Sección de la CIP Construcciones fijas
(01/06/1994). Solicitante/s: JOSEF WELSER OHG PROFILIER- UND STANZWERK. Clasificación: E04G1/15.
PARA FORMAR MAS ESTABLE UNA PLANCHA PARA ANDAMIO A PARTIR DE DOS PERFILES DE CHAPA UNO SUPERIOR Y OTRO INFERIOR ONDULADO, ESTA PREVISTO QUE EL PERFIL DE CHAPA INFERIOR ESTE UNIDO POR SUS PARTES ALTAS DE LAS ONDAS, MEDIANTE SOLDADURA POR PUNTOS, CON EL PERFIL DE CHAPA SUPERIOR . LAS CAVIDADES QUE SE FORMAN POR ELLO SE RELLENAN CON UNA ESPUMA QUE SE EXPANSIONA Y SE ENDURECE. LA ESPUMA EXPANSIONADA SUJETA LOS PERFILES DE CHAPA SUPERIOR E INFERIOR UNO CON OTRO.
{kind=link}
{kind=link}
{kind=link}