6 inventos, patentes y modelos de SOLER AGUILAR,CARLOS
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N. P-200500055/8 POR: PAVIMENTO ERGONOMICO.
(11/11/2009) Mejoras introducidas en la patente de invención nº 200500055/8 por: Pavimento ergonómico.
El pavimento ergonómico en el que son aplicables las mejoras, comprende una capa superior de elevada rigidez y una o más capas inferiores de amortiguación, capas que quedan superpuestas entre sí para determinar el pavimento, siendo éste sometido a un ensayo de fricción con velocidades de prueba de 0,05 a 0,5 m/s, fuerzas verticales comprendidas entre 100N y 600N, con una distancia de superficie a ensayar de 400 mm +/- 0,01 mm, utilizando materiales de goma y piel. Las mejoras de dicho pavimento consisten en que sobre la superficie superior de la capa de elevada rigidez se han previsto unas rugosidades con unos coeficientes de rozamiento dinámico comprendidos entre los valores de 0,3 y 0,55 para proporcionar al usuario del pavimento una sensación…
Secciones de la CIP Química y metalurgia Electricidad
(01/12/2007). Solicitante/s: TAULELL, S.A.. Clasificación: C04B33/26, H01B3/12.
Material porcelánico.#La presente invención se refiere a un material porcelánico que comprende al menos los siguientes componentes:#A) un primer componente que es al menos un feldespato con un contenido en potasio de al menos un 12% en peso del primer componente,#B) un segundo componente que es al menos un segundo feldespato con un contenido en sodio de al menos 10% en peso del segundo componente,#C) un tercer componente que es al menos un silico aluminato y,#D) un cuarto componente que es caolín.#Y a su uso en la fabricación de diversos materiales.
Sección de la CIP Construcciones fijas
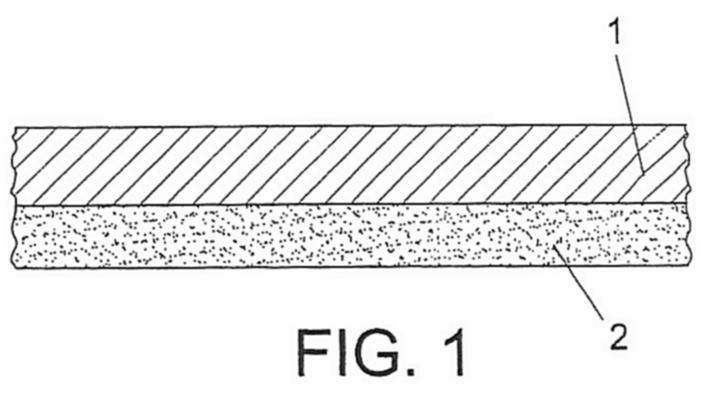
(01/10/2007). Ver ilustración. Solicitante/s: TAULELL, S.A.. Clasificación: E01C5/22, E01C15/00.
Pavimento ergonómico.#El pavimento está formado por, al menos, dos capas y de materiales diferentes. La capa de elevada rigidez para garantizar las propiedades mecánicas, mientras que la capa será de un material con capacidad de deformación para permitir una amortiguación de los impactos asociados al tránsito de los usuarios.#Las capas podrán unirse entre sí de la forma más conveniente e incluso quedar simplemente superpuestas.#El pavimento está previsto para su aplicación en recubrimientos de suelos.
BALDOSA PREINSTALADA PARA SOLADOS Y ALICATADOS.
Sección de la CIP Construcciones fijas
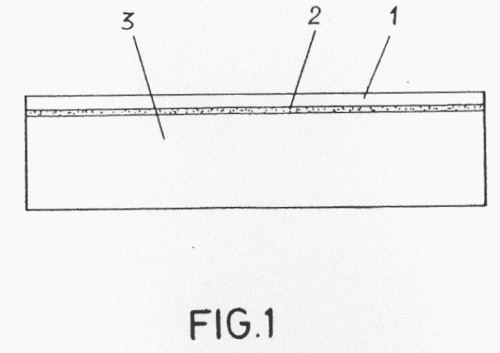
(16/09/2004). Ver ilustración. Solicitante/s: TAULELL, S.A.. Clasificación: E04C2/02.
1. Baldosa preinstalada para solados y alicatados, caracterizada porque está constituida por dos placas planas solidarizadas mediante una capa de adhesivo , siendo la superior o vista de material cerámico de baja porosidad, mientras que la placa inferior está definida por un material rígido poroso que se une al solado. 2. Baldosa preinstalada para solados y alicatados, según reivindicación 1, caracterizada porque los recubrimientos de solados exteriores presentan el acabado estético del propio producto cerámico y un acabado funcional antideslizante, táctil, de señalización por colores, etc.
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS.
Secciones de la CIP Técnicas industriales diversas y transportes Física
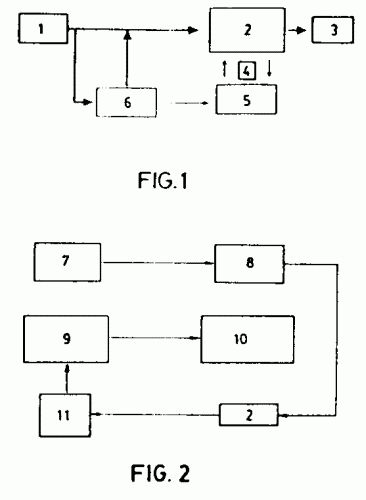
(16/11/1998). Ver ilustración. Solicitante/s: TAULELL, S.A.. Clasificación: B28B3/00, G05D15/00, G05D5/00.
METODO DE CONTROL AUTOMATICO DEL CICLO DE PRENSADO EN SEMISECO EN EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS. CONSISTE EN AUTOMATIZAR EL PROCESO DE COMPACTACION DE BALDOSAS CERAMICAS, QUE HASTA EL MOMENTO REQUIERE DE UNA IMPORTANTE COMPONENTE DE CONTROL MANUAL, MEDIANTE LA PUESTA A PUNTO DE SENSORES ESPECIFICOS QUE HASTA AHORA NO HABIAN SIDO UTILIZADOS EN ESTE TIPO DE PROCESOS; OBTENIENDO UN ALGORITMO DE CONTROL AVANZADO, CON LOS MECANISMOS DE REGULACION ADECUADOS. SE INCREMENTA LA CALIDAD DEL PRODUCTO AL MEJORAR EL CONTROL, CONTINUO Y A TIEMPO REAL, SOBRE EL MANTENIMIENTO DE COMPACTACION. SE DETERMINA LA HUMEDAD DEL POLVO ATOMIZADO MEDIANTE UNA MEDICION ON-LINE DEL MISMO ANTES DEL PRENSADO, MODIFICANDO LA PRESION DEL PRENSADO A MEDIDA QUE VARIA LA HUMEDAD. EL ALGORITMO DE CONTROL SE OBTIENE MEDIANTE DIAGRAMA, DE COMPACTACION ENTRE VALORES DE DENSIDAD APARENTE EN VERDE, PRESION DE PRENSADO Y HUMEDAD Y PUEDE ESTABLECERSE UN CONTROL DE LAZO ABIERTO QUE AUTORREGULE LA OPERACION DE PRENSADO.
METODO DE CONTROL DIMENSIONAL DE LA COCCION DE PIEZAS CERAMICAS.
(16/11/1998) METODO DE CONTROL DIMENSIONAL DE LA COCCION DE PIEZAS CERAMICAS. PERMITE ANALIZAR LA FASE DE COCCION DE LAS PIEZAS CERAMICAS PARA OBTENER EL MAXIMO PORCENTAJE POSIBLE DE CALIBRE-2, O DIMENSION CENTRAL CORRESPONDIENTE A LAS PIEZAS DE TAMAÑO MEDIO. LA DECISION DE MODIFICAR O NO LA TEMPERATURA DEL HORNO PARA CENTRAR LA COCCION EN TORNO AL CALIBRE-2, ESTA BASADA EN EL 100%, DE LA INFORMACION, EN LUGAR DEL 0,2% HABITUAL. EL METODO CONSISTE EN INSTALAR UN EQUIPO DE MEDIDA A LA SALIDA DEL HORNO, CON EL QUE ES POSIBLE DETERMINAR, A TIEMPO REAL, LAS DIMENSIONES DE TODAS Y CADA UNA DE LAS BALDOSAS O PIEZAS CERAMICAS Y ASIGNARLAS AL CALIBRE CORRESPONDIENTE, CALCULANDO EL PORCENTAJE DE CALIBRE-2 QUE SE OBTIENE EN CADA INSTANTE, UTILIZANDO…
{kind=link}
{kind=link}
{kind=link}